N/P比对磷酸铁锂电池性能的影响
2021-07-10刘范芬朱智渊张伟康吕正中
刘范芬,陈 诚,朱智渊,张伟康,吕正中
(湖北亿纬动力有限公司,湖北荆门 448000)
近年来,由于煤和石油等一次能源的短缺,并且对环境造成较大的危害,为了解决空气污染和能源危机问题,先进的储能技术得到了极大发展[1]。锂离子电池由于具备高能量密度、长使用寿命且环保等特点,被广泛应用于消费类电子产品、电动汽车和储能等领域[2-3]。
随着新能源汽车的规模化应用,动力电池的续航成为消费者关心的首要问题,这就要求动力电池必须具备越来越高的能量密度。无论是质量能量密度,还是体积能量密度,均与正极活性物质容量有关[4],所以很多厂商不惜通过降低N/P 比来提高电池的能量密度,这样容易导致电池负极极片在循环过程中析锂,锂金属的沉积很容易形成锂枝晶,刺穿隔膜,影响锂电池的安全[5-6]。杨涛等[7]发现,锂离子动力电池1 C 循环1000 周后正极容量和负极容量均会有一定损失,正极容量损失主要是因为正极颗粒的破碎和结构的转变,负极容量衰减主要是因为循环过程中Li+持续脱嵌引起石墨层状结构的崩塌,这样会导致电池实际N/P比在循环过程中发生变化。理论上,设计N/P比过大时,会增加负极与电解液的副反应,造成容量损失[8];但是,当设计N/P不足时,容易导致电池负极极片在循环过程中表面析锂,从而产生安全问题[9]。所以,探索合适的N/P比范围尤为重要。
目前国内外对于正负极容量的匹配(N/P)的计算以及对于不同体系锂离子电池N/P 比的研究较少,不够系统。本文以磷酸铁锂软包电池为研究对象,电池的设计容量为1.6 A·h,系统考察了不同N/P 比(1.02、1.06、1.10、1.14)对锂离子电池充放电DCR、倍率性能、高低温放电等电性能的影响,以期为以后的研究者设计开发磷酸铁锂电池提供理论依据。
1 实验部分
1.1 实验材料
1.1.1 实验药品
磷酸铁锂(深圳市德方纳米科技股份有限公司)、聚偏氟乙烯(广州浦泰新材料有限公司,PVDF)、碳纳米管(深圳中科纳米新材料有限公司,CNT)、N-甲基吡咯烷酮(天津市凯力达化工贸易有限公司,NMP)、导电炭黑(天津优盟化工科技有限公司,super-P)、石墨(湖南中科星城石墨有限公司)、羧甲基纤维素钠(晋州市恒祥化工科技有限公司,CMC)、电解液组成为1 mol/L 的LiPF6溶于碳酸甲乙酯(EMC)、碳酸二甲酯(DMC)和碳酸乙烯酯(EC)的混合溶剂中(三者体积为1∶1∶1)、SBR(深圳泰能新材料有限公司)、隔膜(深圳市瑞恩维思新能源科技有限公司)、去离子水等。
1.1.2 实验仪器
搅拌机购于东莞市大族鼎新智能装备有限公司,转移式涂布机购于深圳市新嘉拓自动化技术有限公司,实验室手套箱、电化学工作站等均购于武汉格瑞斯新能源有限公司。
1.2 实验过程
将LiFePO4、SP、CNT、PVDF、NMP按照质量比为95.0∶0.5∶1.5∶1.0∶2.0 搅拌,然后利用涂布机均匀涂覆于涂碳铝箔上,设计面密度为185 g/m2,然后经过辊压、裁片,制得正极极片;将石墨、SP、CMC、SBR按照重量比为95.5∶1.5∶1.2∶1.8搅拌,然后利用涂布机均匀涂覆于铜箔上,根据N/P比分别为1.02、1.06、1.10、1.14,设计面密度分别为74.9、71.9、69.3、66.9 g/m2,然后经过辊压、裁片,制得负极极片[10-11]。

式中,C1,负为单位面积负极0.1 C 可逆容量,C1,负为负极0.1 C可逆克容量×负极辊压后单面面密度×负极活性材料含量;C1,正为单位面积正极0.1 C首次充电容量,C1,正为正极0.1 C首次充电克容量×正极辊压后单面面密度×正极活性材料含量;η1,负、η2,负、η3,负分别为负极材料扣电0.1 C 循环第1 次、第2次、第3次的库仑效率
将13 片正极极片、14 片负极极片通过叠片工艺组装成型号为505070 的软包电池,每个电芯注入7.5 g 电解液,于(45±2) ℃静置48 h,然后进行化成-分容,待电芯制作完成后,采用电池充放电测试仪对上述制备的软包电池进行电性能测试[12]。
2 结果与讨论
2.1 不同N/P比对电池首次放电效率的影响
首次放电效率的计算方式为电池分容第1次放电容量与化成充电容量和分容第1次充电容量和的比值,简称“首效”,计算公式如下

式中,Q1为电池分容第1阶段0.2 C放电容量;q1为化成充电容量;q2为分容第1 阶段0.2 C 充电容量。
图1 表示电池在不同N/P 比下分容阶段的首次放电效率。由图可知,随着N/P的增加,首效逐渐降低,在N/P 比为1.02 时,首效最高为90.57%;在N/P 比为1.14 时,首效最低为89.23%。这是因为当N/P比增大时,电池在化成-分容阶段形成SEI膜会消耗更多的锂,导致可逆锂减小,从而首效降低[13]。

图1 不同N/P比下电池的首效Fig.1 First discharge efficiency of batteries under different N/P ratios
2.2 不同N/P比对电池倍率充放电性能的影响
图2(a)表示不同N/P比的电池在不同倍率下的充电恒流比;图2(b)表示不同N/P比的电池在不同倍率下的放电容量保持率。恒流比为电池充电时恒定电流下充电容量与总充电容量的比值;不同倍率放电下的容量保持率则是各个倍率下电池的放电容量与0.1 C(A)放电容量的比值。
倍率放电测试方法为:电池在(25±2)℃条件下以0.5 C(A)电流进行恒流恒压充电至3.65 V,保持充电条件不变,分别以0.1、0.2、0.5、1、2、3 C(A)进行放电,记录各个倍率下电池的放电容量;倍率充电测试方法则是分别以0.1、0.2、0.5、1、2 C(A)恒流恒压充电至3.65 V,放电条件保持不变,为0.5 C放电至2.5 V[14]。
当充电电流逐渐增大时,恒流比逐渐降低,这是因为随着电流密度的增大,极化越大,导致恒流比越小[15]。当充电电流为2 C(A)时,恒流比在N/P为1.14 时最高为88.25%,随着N/P 的减小,恒流比逐渐减小;当N/P 比为1.02 时,恒流比最低为67.12%,充电时间相差近3 min,可能是因为随着N/P比的增大,负极面密度增大,负极有更大的空间来容纳Li+,从而减小极化。电池在不同倍率下的放电容量保持率相差不大,推测与N/P 比无明显关系。

图2 不同N/P比(1.02、1.06、1.10、1.14)下电池不同倍率充电的恒流比(a)及不同倍率放电的容量保持率(b)Fig.2 Charge constant current ratio of batteries at different current intensity(a)and discharge capacity retention rate of batteries at different current intensity(b)under different N/P ratios(1.02,1.06,1.10 and 1.14)
2.3 不同N/P比对电池充放电DCR的影响
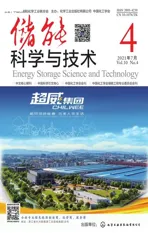
图3(a)表示25 ℃下电池在不同N/P 下的充电DCR,图3(b)表示25 ℃下电池在不同N/P 下的放电DCR。
充电DCR的测试方法为:调节SOC后,搁置1 h,末端电压记为V0,然后恒流(I)充电10 s,末端电压记为V1,则充电DCR为

放电DCR的测试方法为:调节SOC后,搁置1 h,末端电压记为V2,然后恒流(I)放电10 s,末端电压记为V3,则放电DCR为

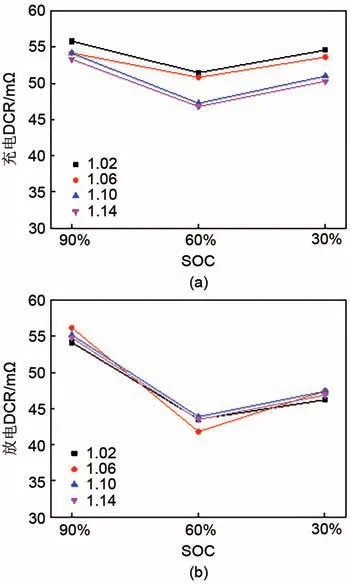
图3 不同N/P比(1.02、1.06、1.10、1.14)下电池充电DCR(a)及放电DCR(b)Fig.3 Charge DCR(a)and discharge DCR(b)of batteries under different N/P ratios(1.02,1.06,1.10 and 1.14)
从图3(a)可以看出,N/P 比为1.10、1.14 时,电池的充电DCR 要明显小于其他两组(N/P 比为1.02、1.06)。例如,在电池容量为60% SOC 时,N/P 比为1.10、1.14 两组充电DCR 大小约为47 MΩ,较其他两组(N/P 比为1.02、1.06)充电DCR 小约4 MΩ,说明随着N/P 的增大,能在一定程度上减小电池充电过程中的极化,使得倍率充电性能得到提高。从图3(b)可以看出,电池在不同N/P比下的放电DCR 的大小变化趋势基本一致,说明电池放电DCR与N/P比无明显关系。
2.4 不同N/P 比对电池在不同温度下放电容量的影响
图4(a)表示不同N/P 下电池在0 ℃下0.2 C 放电的容量保持率;图4(b)表示不同N/P 下电池在55 ℃下1 C 放电的容量保持率,分别为0 ℃和55 ℃条件下的放电容量与电池在25 ℃下1 C放电容量的比值。
图4 不同N/P比(1.02、1.06、1.10、1.14)下电池0 ℃放电容量保持率(a)及55 ℃放电容量保持率(b)Fig.4 Capacity retention rate of batteries in 0 ℃(a)and 55 ℃(b)under different N/P ratios(1.02,1.06,1.10 and 1.14)
由图4(a)可知,在0 ℃下,4 组电池放电容量保持率均小于100%,是因为在0 ℃条件下,电解液的离子电导率会降低,Li+迁移阻碍增大[16],导致电池放电容量降低;随着N/P的增加,电池放电容量保持率逐渐提高。由图4(b)可知,在55 ℃条件下,电池放电容量保持率均大于100%,这是因为在高温条件下,电解液离子电导率会增大,Li+迁移速率会增加[17]。放电容量增大,其容量保持率均在104%~105%,且相差不大,推测其放电容量与N/P比大小并无明显关系。
2.5 不同N/P比对电池45 ℃循环性能的影响
图5 表示电池在45 ℃下循环的容量保持率。电池的循环性能与多种因素有关,包括正负极材料的种类、正负极压实密度、电解液与正负极的浸润性、负极容量、环境温度等,随着循环次数的增加,电解液会逐渐被消耗,同时与正负极的副反应逐渐增多,这是导致电池循环容量逐渐衰减的主要原因[18]。
从图5可以看出,电池容量保持率随着循环圈数的增加逐渐减小,循环600圈后,电池在N/P比为1.10、1.14下的容量保持率要高于其他两组(N/P比为1.02、1.06)。在循环1000 圈后,其中N/P 比为1.10时,其容量保持率最高为91.8%;N/P比为1.02时,其容量保持率最低为88.3%。说明当N/P比低于1.02 时,电池在45 ℃下的循环性能表现不佳。

图5 不同N/P比(1.02、1.06、1.10、1.14)下电池45 ℃放电容量保持率Fig.5 Cycle capacity retention rate of batteries in 45 ℃under different N/P ratios(1.02,1.06,1.10 and 1.14)
3 结论
(1)随着N/P比的增加,形成SEI膜消耗的不可逆锂增多,电池首效降低;
(2)N/P的增加有利于提高电池的倍率充电性能,但对于倍率放电性能无明显影响;
(3)N/P比的提高有利于改善电池的0 ℃放电性能,但对55 ℃放电性能无明显影响;
(4)相比于N/P比1.02和1.06,N/P比为1.10和1.14时,其充电DCR在60% SOC和30% SOC时小4 MΩ 左右,N/P 比提高可以降低极化,并有利于提高电池45 ℃循环性能。