侧围A 柱处侧整形起皱问题对策探讨
2021-07-01赵子海凌世权于海龙缴平谭文娟吉利汽车集团有限公司ME中心
文/赵子海,凌世权,于海龙,缴平,谭文娟·吉利汽车集团有限公司ME 中心
本文介绍了侧围外板A 柱处的冲压工艺方案,对侧整形起皱的原因进行分析,通过实际案例阐述了侧围外板A 柱上部侧整形起皱的解决方案,通过冲压工艺进行改进,采用两次侧整形,首次侧整形深度降低的方案,解决了侧围外板A 柱上部侧整形起皱的问题,对类似造型的侧围外板A柱处的冲压工艺设计提供参考。
常见的侧围A 柱处顶部形状、工艺方案及其缺陷
常见的侧围A 柱顶部处形状
某SUV 车型侧围A 柱顶部形状如图1 所示,A截面台阶高度12mm,B 截面台阶高度20mm,高度差8mm。
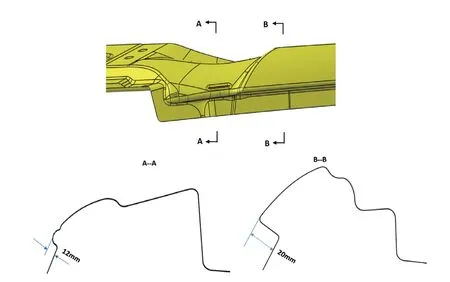
图1 侧围A 柱上部典型形状
侧围A 柱顶部处常见的冲压工艺方案及缺陷
侧围A 柱顶部处常见的工艺方案为拉深(A 柱顶部保证拉延冲压方向无负角,与冲压方向10 度以内夹角)、整形粗修边(把拉延筋外的料粗修掉)、侧整形(A 柱顶部一序侧整形到位)、侧修边4 道工序,如图2 所示。侧整形工序下部废料区采用侧压料便于控制侧整形起皱。

图2 侧围A 柱顶部常见冲压工艺方案
侧围A 柱顶部处常见的工艺方案的缺陷原因:(1)由于产品A、B 截面侧整形高度差8mm,且尖角处拐角角度小,拐角半径仅R3.5mm,产品工艺性很差。(2)侧整形由于与顶盖搭接处一序侧整完成,所以侧整形方向一般为与车身Z 向平行,与A 柱处侧整形轮廓不是90 度,且此方向更易造成A 柱尖角处侧整形多料起皱,侧整形方向如图3 所示。

图3 侧围A 柱顶部侧整形方向
侧整形即使工艺采用下部废料区侧压料并加些工艺造型吸皱仍然起皱严重,CAE 分析过程起皱及实际现场起皱零件如图4、图5 所示。

图5 侧围A 柱顶部现场零件起皱照片
图4 显示CAE 分析到底前4mm 仍然起皱严重,现场实际零件通过模具采用研合强压仍有比较严重的起皱痕迹,并且模具磨损严重。
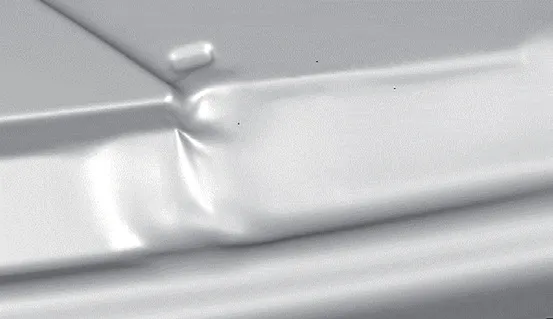
图4 侧围A 柱顶部CAE 分析过程起皱严重(到底前4mm)
侧围A 柱顶部处改进后的冲压工艺及现场结果
侧围A 柱顶部处改进后的冲压工艺
侧围A 柱顶部处改进后的冲压工艺方案为拉深(A 柱顶部保证拉延冲压方向无负角,与冲压方向10度以内夹角)、整形粗修边(把A 柱对应翼子板匹配处整形出来,拉延筋外的料粗修掉)、侧整形(A 柱顶部起皱严重处预整形,预整深度8mm)、侧整形(A柱顶部整形到位)、侧修边5 道工序,如图6、图7所示。

图6 改进后的侧围A 柱顶部冲压工艺方案

图7 改进后的侧围A 柱顶部冲压工艺方案剖面图
改进后的侧围A 柱顶部处工艺细节
侧围A 柱顶部处首次侧整形型面过渡细节如图8所示,两序侧整形的方向见图9;首次侧整形通过局部深度变浅,改善侧围A柱顶部处的侧整形触料顺序,改善侧整形起皱;二次侧整形通过调整侧整形方向垂直于A 柱处侧整形轮廓也利于减轻起皱。
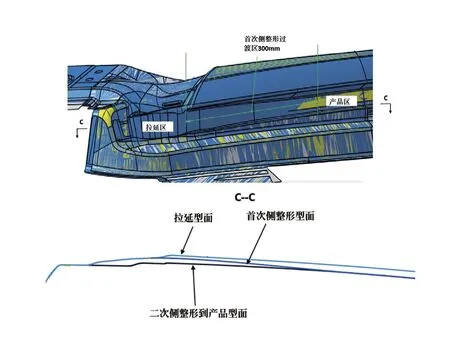
图8 改进后的侧围A 柱顶部冲压工艺方案细节图

图9 改进后的侧围A 柱顶部两次侧整形方向
改进后的侧围A 柱顶部处CAE 分析及现场结果
改进后的侧围A 柱顶部首次、第二次侧整形CAE 分析见图10、图11,CAE 分析到底前4mm 时,有轻微波浪,到底前1mm 时,起皱基本消失。

图10 改进后的侧围A 柱顶部首次侧整形CAE 分析
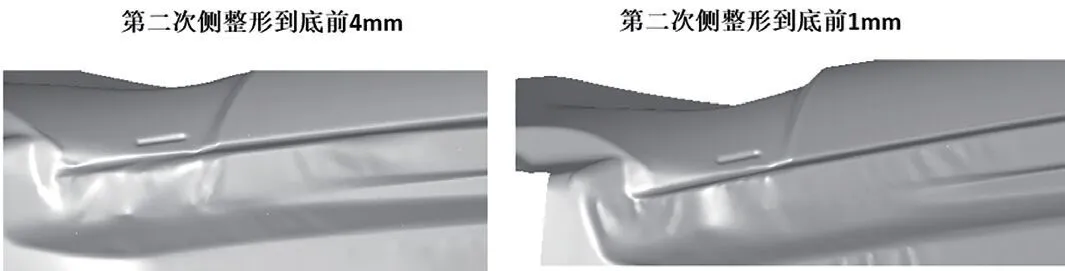
图11 改进后的侧围A 柱顶部第二次侧整形CAE 分析
按此方案改进后的两款车型侧围A 柱顶部现场零件照片如图12 所示。零件起皱情况已经解决,满足内板区产品要求。
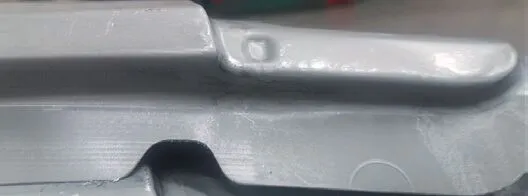
图12 改进后的侧围A 柱顶部现场零件照片
结束语
本文主要针对侧围A 柱顶部侧整形起皱问题进行研究,根据传统工艺的缺点进行改进,通过理论与实际结合,不断总结经验来优化冲压工艺,致力于提升零件成形质量,缩短模具开发时间。
