浅谈基于成熟规则的工艺性自动化审查系统
2021-06-22周子荣
周子荣 刘 云 张 杰
(珠海格力电器股份有限公司 珠海 519000)
引言
工艺,是连接产品设计到生产制造的桥梁。而工艺性审查,是在产品设计阶段,对产品及其零部件工艺性进行全面审查并提出意见和建议的过程。工艺性审查可以有效的弥补产品产品设计员对生产工艺知识的空白(如生产线体情况、零件加工及整机装配环境等要求),更好的保证产品的结构设计面向制造。
传统的工艺性审查以经验、点检,试错方式进行,是目前采用一般性方法,其具体方式如下:
1)经验法:审查员基于前期对产品生产情况、工艺零件加工、产线装配等知识的经验总结,来开展新产品审查。
2)点检法:经验法对个人经验水平要求较高,但由于人员经验水平差异,容易造成疏漏,尤其是新员工。为此,通常在经验法的基础上,开展集体经验地整合,形成标准化的产品审查要点点检表。在后续新产品开发过程,审查员基于产品点检表,对新产品进行逐项点检审查。
3)试错法:在新产品所有零件生产出来后,审查员进行实物装配验证,识别影响新产品大批量生产的问题,并反馈设计员进行修改。
但是,随着企业的高速发展,产品类别的极速扩展,经验的不断沉淀,工艺标准愈来愈多,产品开发过程更加难以全面考量。传统工艺性审查方式,由于其信息化程度低,导致审查工作量和压力愈来愈繁重,不仅影响产品开发速度,而且不能满足产品迭代日益快速的市场环境。为此,以实现全面信息化、自动化、智能化为主,人工审查为辅,建立设计工艺并行、协同、一体化的产品工艺性自动化审查系统被提上议程。设计及工艺部门展开对自动化审查技术的调研和探索实施,如黄坚等实现了装配模型外观间隙的自动化检查[1]。
本文立足企业工艺性自动化审查系统顺利实施并取得阶段性成果的基础上,介绍系统结构及实施过程要点,希望给行业提供启发和借鉴。
1 自动化审查系统的结构
PTC Creo是家电行业产品三维模型通用化设计软件之一,其提供Pro/Toolkit、JLINK、Weblink、VB等丰富二次开发工具,其中以Pro/Toolkit工具为主[2]。企业可以根据自身需求利用二次开发工具进行定制化开发,并以插件形式嵌入到Creo三维设计环境中,实现设计、审查过程的实时动态化检查。
本文介绍的工艺性自动化审查系统基于Creo Pro/Toolkit工具开发[3],是一款面向家电行业、集成信息化、自动化、智能化功能的工艺性自动化审查系统。该系统结构如图1所示。
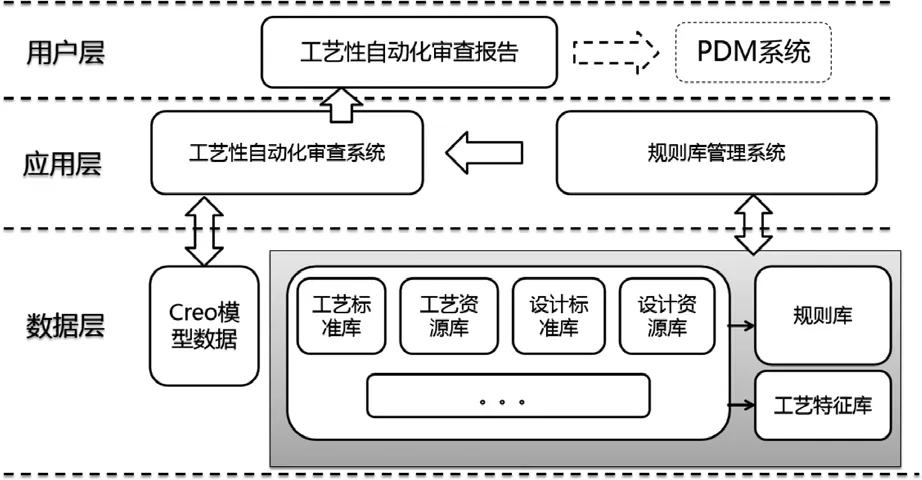
图1 系统体系结构图
2 自动化审查的实现
首先,以某产品接管螺母的装配工艺性的案例来对比展现传统工艺审查方式和自动化审查方式的异同。
在外机生产过程中,需要使用套筒工具将接管螺母卸下以安装截止阀。接管螺母卸载过程所涉及的零件及工具如图2所示。
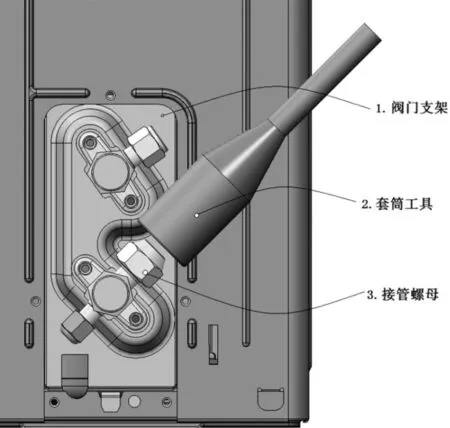
图2 接管螺母卸载过程所涉及的零件及工具
假设生产现场及仓库存在三种22 mm套筒工具,如图3所示,其可插入深度的情况不同(从左到右插入深度依次降低);若在应该使用右一的套筒工具(浅)时,错误使用左一套筒工具(深),则可能造成阀门支架被划伤,如图4所示。因此,工艺员在审查时必须对所有适用的套筒型号进行审查,以识别同型号可用/不可用的情况,提前制定限制措施,避免生产过程使用错误的套筒工具。

图3 三种不同可插入深度的22 mm套筒工具(从左到右可插入深度依次降低)
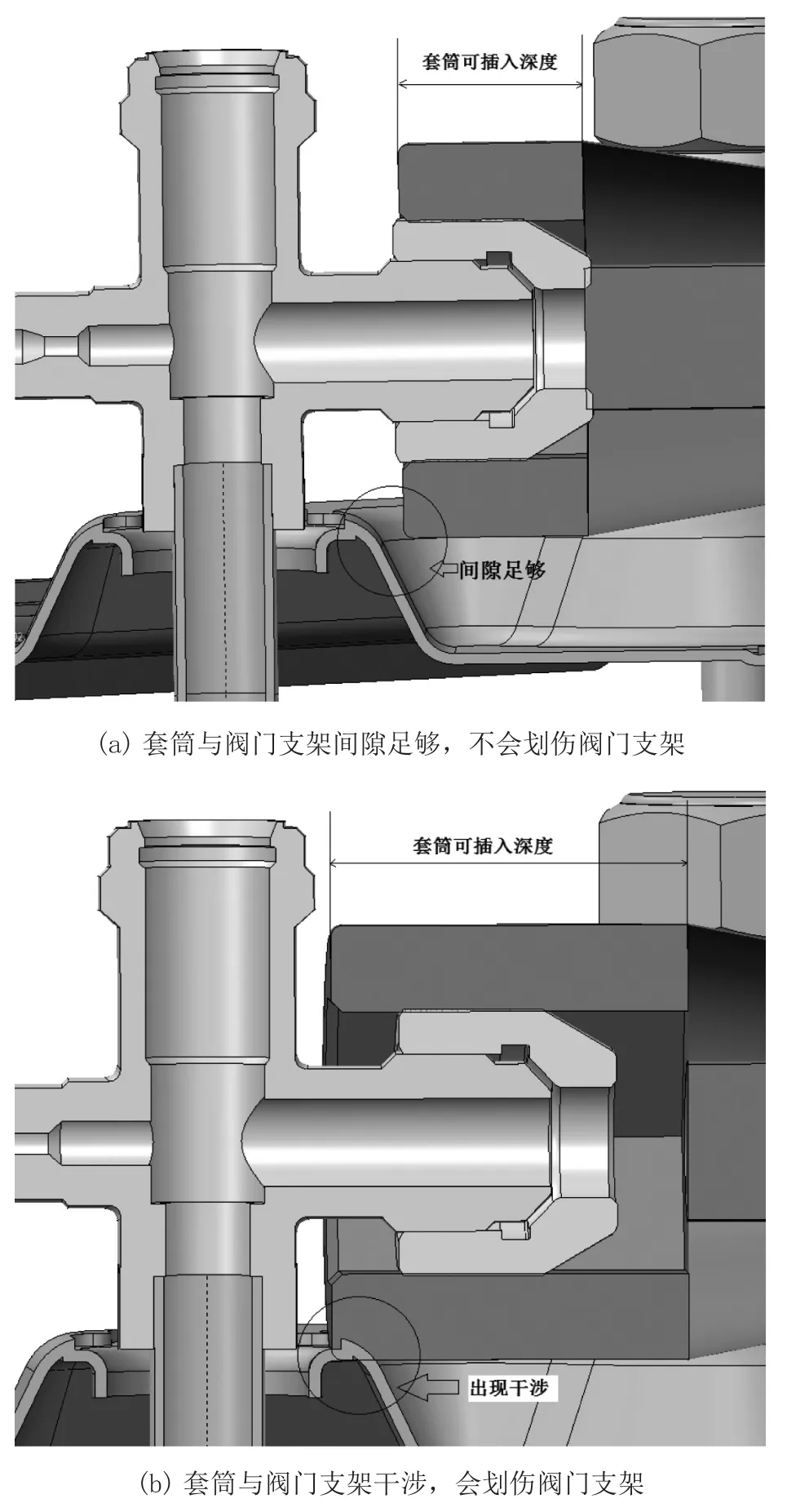
图4 套筒可插入深度影响生产的对比图示
2.1 传统审查方式
对于上述案例的审查,传统审查方式一般以经验法、三维模拟装配法为主,其过程如下。
2.1.1 经验法
如图5所示,经验法使用Creo自带的测量工具直接测量接管螺母零件与阀门支架曲面的最小间隙、接管螺母中心到阀门支架的投影距离,然后与经验间隙判断是否存在划伤风险,如表1所示。
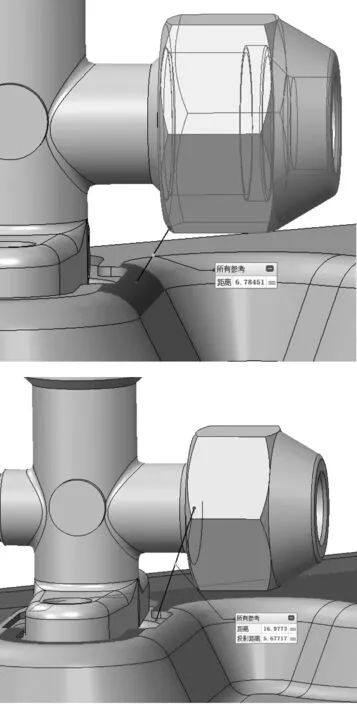
图5 经验法审查方式

表1 外机接管螺母套筒选配表
按经验整理22 mm套筒工具对应的间隙要求适用情况表,如表1所示。
2.1.2 三维模拟装配法
如图2所示,在三维装配环境下,将不同型号的套筒三维模型通过装配工具,安装在整机三维模型上,然后切换视角观察是否存在干涉问题。
2.2 自动化审查方式
自动化审查在人工经验法基础上对测量目标的选取方式通过程序再现,整体分两步进行。
第一步:按经验测量方法,明确检查目标即具体到测量所选择的面、线或其他特征等信息,如间隙审查将所涉及的内容转化为具体零件与零件、面与面、面与零件等的参照关系,以便程序开发人员能够直接读取并转化为程序。
第二步:以具体程序实现时,开发人员首先通过Pro/Toolkit工具,将第一步中的审查目标信息从三维模型中提取,然后进行比对判断。其具体实现过程多样,以运行效率为先,如本文中套筒工具工艺性审查案例,在实际程序自动化实现过程中存在如下两种常见方式:
1)零件干涉法:将各类套筒工具模型以接管螺母为坐标参考进行自动化装配,然后检查套筒工具模型与阀门支架的干涉情况,直接判断该套筒是否符合标准。
2)间隙检测法:此种方式已成功实现并运用于日常审查中[1],其不依赖套筒工具模型,而是通过读取接管螺母特征,识别目标几何特征,然后与阀门支架进行间隙检查并判断是否符合标准,一般过程如图6所示。
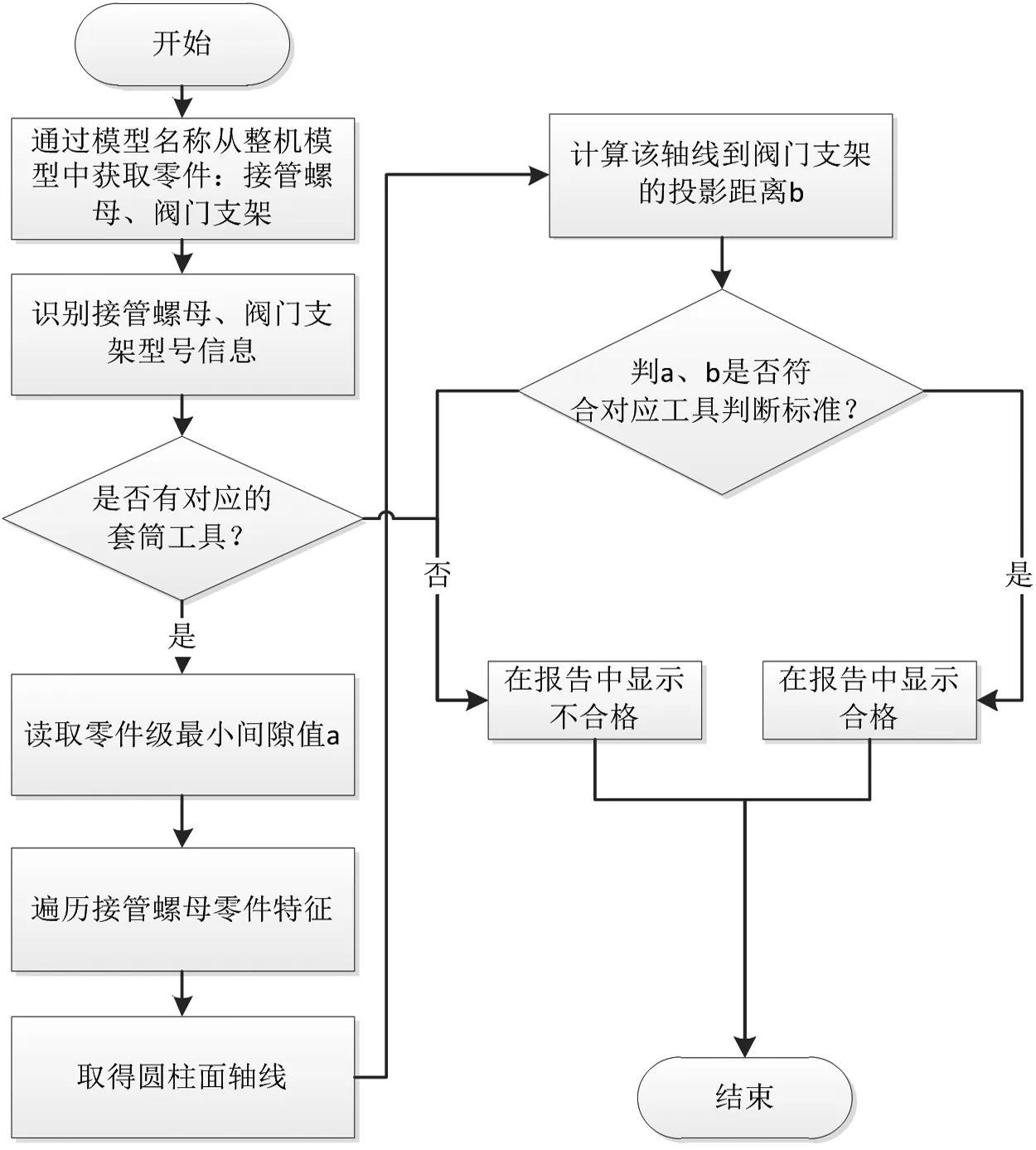
图6 接管螺母工具使用工艺性间隙法实现方式流程图
2.3 自动化审查实现过程关键技术
通过以上案例对比可以发现,实现工艺性自动化审查的两个关键内容:模型特征识别技术、规则标准化管理。
2.3.1 模型特征识别技术
模型特征识别技术是系统实现的技术基础,具体的技术实现方式多种多样,但根本是服务于系统的实用性和使用舒适性。因此,作为需求方重点应关注如下三个方面:
1)特征识别技术基本原理的掌握:通过调研及前期项目开过程中发现,作为需求方优势是清晰的知晓每一个需求的具体内容,劣势是不懂需求程序化实现的方式。这一问题,经常导致开发出来的系统与设想的存在较大偏差,影响使用。因此,有组织、有计划的对特征识别技术原理的学习及形成相关培训教材,可以使用户能够清晰的知道需求是否可以加入到系统中,并初步判断实现的逻辑,以便与系统开发员更好进行讨论系统规划、发掘和优化识别算法,提高软件代码重用率和执行准确性,以期完美的实现既定需求。
2)自主开发与批量维护的规划:凡是基于成熟规则的自动化审查系统,其滞后性是不可避免的。新的规则不能立即形成自动化审查系统程序,势必影响软件使用效果。因此,为便于后续系统使用和维护的时效性,掌握简单需求的自主开发能力是非常必要的。同时,对于经判断无法自主开发的,以每半年组织规则遴选的频率进行更新。
3)技术的选择:随着模型特征识别技术的发展,需求的实现方式多种多样。但是,若能根据企业实际情况选择更贴近需求的技术,不仅能够更好的适应产品差异,提高系统识别率,还能减少需求重复客制化等问题。比如,运用模型相似性识别技术可以在海量的PDM模型库中快速地找出目标模型,提高模型的重用率[4];运用相似性特征识别技术,可以直接根据预定义的一组工艺特征结构,在模型中找到相似特征,并进行数据提取和计算,不但减少了需求方和开发方的工作量,同时提高了系统的可配置度,使用性、实用性都得到了极大的提升[5]。
2.3.2 规则标准化管理
规则的标准化管理是系统结构设计、开发效率的保证,是系统实施后能否有效地发挥其作用,能否便捷的开展自主维护和迭代更新的基础。
工艺性审查内容需程序化并以插件等形式嵌入到Creo设计环境中,才能实现设计过程的自动化审查。为此,必须将当前描述性为主的具体审查内容,参考特征识别技术原理进行优化,并制定清晰、完整、一致的规则转化要求,形成规则数据标准化管理的规范。本系统规则数据从产品类别出发,以装配级、零件级形成对规则的结构化、信息化管理,其数据结构树如图7所示,管理系统界面如图8所示。
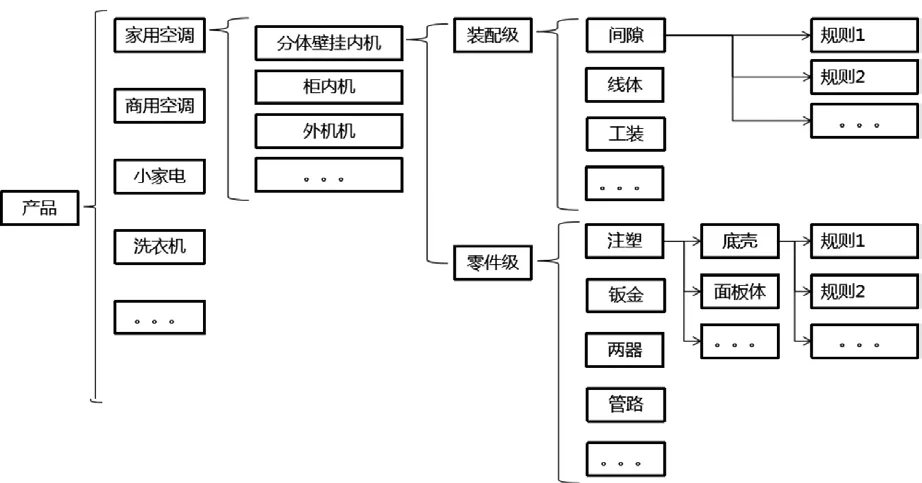
图7 产品规则结构化管理示意图
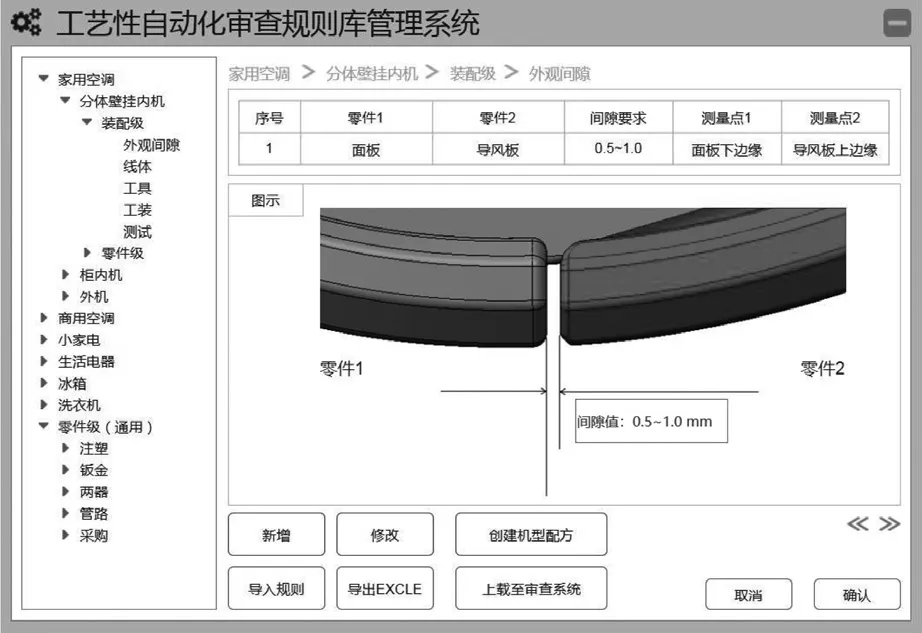
图8 规则库管理系统界面
将各项以描述性为主的具体工艺内容转化为规则,其目标是实现较高的程序化效率。因此规则描述必须从开发逻辑出发,如对螺钉孔的工艺要求为“螺钉孔需符合标准要求”,该描述性表示不能直接被开发人员识别,需要重复沟通确认,效率低;根据实际情况对该工艺要求进行规则化转化,可写作“螺钉孔需符合标准要求——面板上的螺钉孔,内径必须为3.1 mm。”,其具体规则提炼结果如图9所示。
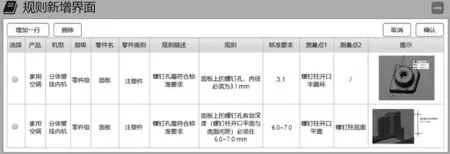
图9 规则录入界面
3 应用案例
通过以上关键技术的落实,开展并实现了工艺性自动化审查系统设计和开发,且同步优化了产品开发流程,如图10所示。该系统能实现在装配、零件的设计过程进行工艺性并行自动化审查,极大的提高了审查效率和设计质量,图11为该工艺性自动化审查系统软件界面。
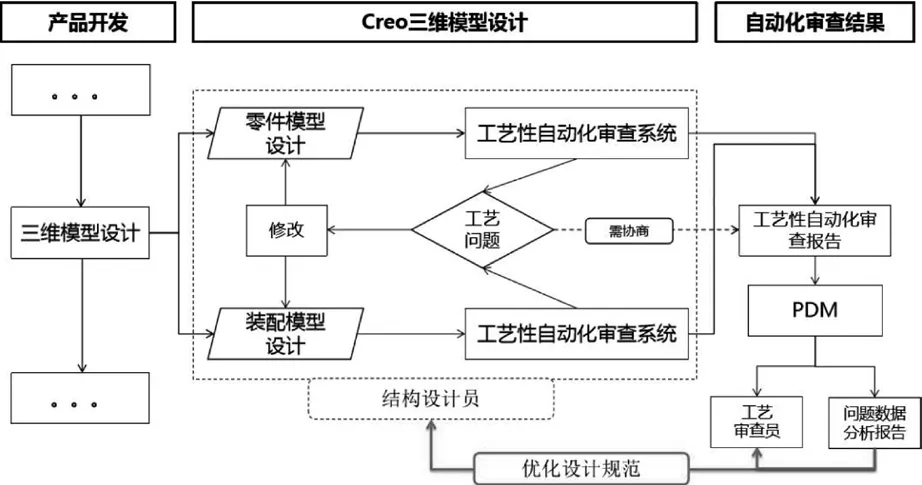
图10 新产品开发业务流程图
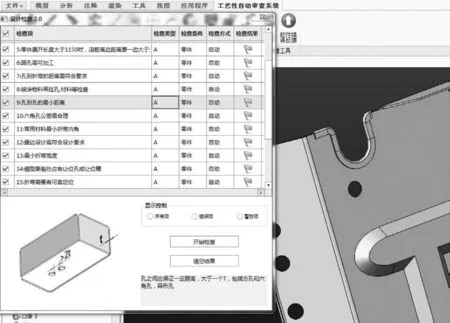
图11 工艺性自动化审查系统界面
结构设计员在零件和装配模型的设计过程中必须使用系统进行模型工艺符合性审查,并生成审查报告交由工艺审查员进行进一步审查。
对于不符合硬性工艺标准要求的,设计员按系统提示进行更改。对于部分全新机型,设计目标与工艺要求冲突的,可在审查结果中标记并加入到审查报告中,通过后续协商解决。同时,每一次使用审查系统进行审查的情况都会被记录,并与审查报告一同上传至PDM系统。其目的在于后续对设计过程的回顾性综合分析,并形成分析报告,以不断规范设计员的设计规范。
4 总结
本文介绍了基于Creo Pro/Toolkit二次开发的产品工艺性自动化审查系统,并从工艺审查传统方式与自动化方式对比入手,介绍系统实现过程中特征识别技术和规则库的关键作用。目前,该系统已应用于家用及部分商用空调类新产品在设计阶段对三维模型设计工艺性的自动化检查,小家电、洗衣机、冰箱等其他产品将基于此系统架构按计划逐步完善。该系统在空调新产品审查方面的顺利实施,极大的降低了审查人员的工作压力,提高了产品设计质量,缩短了产品开发周期。
