紫糙米粉挤压工艺优化及其理化性质分析
2021-06-18方浩标郑经绍许立益余宏达郑意凡
方浩标,郑经绍,许立益,余宏达,郑意凡,黄 苇,
(1.华南农业大学食品学院,广东广州 510642;2.新兴县微丰农业科技有限公司,广东云浮 527400;3.新兴县农业推广总站,广东云浮 527400)
紫米是有色稻米中的一类珍稀品种,其外观呈紫黑色,米香浓郁,呈现特别的香芋香气。与普通白米相比,紫糙米除富含花色苷以外,还有蛋白质、黄酮、酚酸、膳食纤维、维生素、γ-谷维素及人体必需的矿物质元素等成分[1-3]。然而,紫糙米皮层粗纤维含量高且质地坚硬,存在蒸煮耗时长、食感差等缺陷。随着人们生活节奏的加快,即食代餐粉类产品因食用方便,口感顺滑,受到了消费者的广泛欢迎。将紫糙米开发为即食代餐粉类产品具有市场潜力。
蒸、煮、烤等即食代餐粉加工方法较为耗时和耗能,工艺连续化程度不高,易造成营养损失,且糊化度较低导致冲调性及口感较差[4]。挤压膨化技术是集混合、搅拌、破碎、加热、杀菌、膨化及成型为一体并能连续操作的新型加工技术。在优化粗粮质构特性、改善口感、保留营养成分等方面有显著优势[5]。刘磊等[6]研究发现,与其他加工方式相比,挤压膨化脱脂米糠粉具有最高的水溶性指数(water soluble index,WSI)、糊化度及分散稳定性。Ti等[7]研究发现挤压膨化会显著降低黑米糙米中的总酚、花色苷含量及抗氧化活性,但对酚类化合物的组成没有影响。Suksomboon等[8]在紫米原料中添加适量大豆粉,采用挤压膨化法得到了表面光滑、口感酥脆的膨化制品。目前,针对有色稻米挤压膨化的工艺研究更多地侧重于产品的熟化程度与质构特性,较少学者综合考察功能性成分(例如花色苷)在挤压加工中的变化情况。另外,国内也尚未见有关紫糙米挤压膨化的报道。
为了提高紫糙米的可食性,保留其营养价值,本文以“天紫1号”紫米为原料,采用挤压膨化技术制备即食紫糙米粉,研究挤压工艺参数,探讨挤压膨化对紫糙米粉糊化特性、结晶特性、微观结构及花色苷的影响,以期为拓宽紫糙米的深加工途径、丰富紫糙米产品类型提供新思路。
1 材料与方法
1.1 材料与仪器
紫糙米 广东省云浮市新兴县微丰农业科技有限公司提供的“天紫1号”;无水乙醇、盐酸、氢氧化钠、碘、碘化钾 均为国产分析纯。
DFY-300A摇摆式粉碎机 温岭市林大商贸有限公司;MB23卤素水分测定仪 奥豪斯仪器有限公司;UV-6300紫外可见分光光度仪 上海美普达仪器有限公司;TGL-16M高速台式冷冻离心机 湘仪离心机仪器有限公司;DS32-II A型实验双螺杆挤压膨化机 济南赛信机械有限公司;StarchMaster II型RVA快速粘度仪 Perten公司;XL-30 ESEM环境扫描电子显微镜 荷兰飞利浦电子光学有限公司;Ultima IV X-射线多晶粉末衍射仪 日本株式会社理事。
1.2 实验方法
1.2.1 工艺流程 紫糙米粉碎过60目筛→调整水分→挤压膨化得膨化条→冷却→55 ℃恒温干燥3 h→粉碎过60目筛→成品(挤压膨化紫糙米粉)。
1.2.2 挤压膨化单因素实验 参考文献[9],通过预实验将挤压膨化机I区温度设定为80 ℃,II区温度设定为100 ℃,分别考察III区温度(挤压温度,130、140、150、160、170 ℃)、水分含量(14%、16%、18%、20%、22%)、螺杆转速(10、15、20、25、30 Hz)、进料速率(5、10、15、20、25 Hz)对挤压膨化紫糙米粉膨化度、WSI、糊化度和花色苷含量的影响。单因素实验过程中,除考察因素变动外,其余各因素水平分别固定为挤压温度150 ℃、水分含量20%、螺杆转速20 Hz、进料速率15 Hz。
1.2.3 挤压膨化工艺优化 在单因素实验的基础上,采用四因素三水平的响应面试验设计,选择挤压温度、水分含量、螺杆转速、进料速率这4个因素为自变量,以WSI、糊化度、花色苷含量的综合评分为响应值,进行参数优选。实验因素与水平设计见表1。
表1 响应面试验因素水平表Table 1 Factor and level of response surface experimental
1.2.4 指标测定方法
1.2.4.1 膨化度的测定 采用游标卡尺测定挤压膨化条的直径,每个样品随机测定10次,求其平均值作为挤压膨化条的直径(mm),以该直径除以模口直径(5 mm)所得的商表示为膨化度。膨化度的计算公式如式(1):

式中,d1为挤压膨化条的平均直径,mm;d0为挤压机的模头直径,mm。
1.2.4.2 水溶性指数的测定 参考Anderson等[10]的方法进行测定。准确称取2 g左右样品,记为m0,置于50 mL离心管中,加入30 mL蒸馏水,均匀搅拌直至样品完全分散于水中,于30 ℃下水浴保温30 min,每隔5 min震荡一次,之后取出在4000 r/min离心15 min,将上清液缓慢倒入已知质量为m1的烧杯中,105 ℃烘干至恒定质量m2。水溶性指数(WSI)的计算公式如式(2):

1.2.4.3 糊化度的测定 参考赵志浩等[11]的方法进行测定。
1.2.4.4 花色苷含量的测定 采用分光光度法[12]测定花色苷含量,用分析天平准确称取0.1 g样品粉末,加入95%乙醇与1.5 mol/L HCl的混合液(85/15,V/V)25 mL,在60 ℃水浴中静提5 h,抽滤并重新定容至25 mL,摇匀静置,3次重复。取上述溶液在紫外-可见分光光度计上测其在535 nm处的吸光值,以每100 g样品中所含花色苷代表其花色苷含量,表示为mg/100 g,计算公式如式(3):
式中,OD为样品溶液在535 nm处的吸光值;R为提取液稀释至上机测试的稀释倍数;V为定容体积,mL;m为样品质量,g。
1.2.5 综合评分方法 花色苷是紫糙米中一类主要的活性物质,它不仅能丰富产品的色泽,还具有较好的保健功能;糊化度与WSI则是影响产品熟化度与冲调性的重要指标;膨化度更多地反映挤出物的膨化效果,仅间接反映最终产品的品质。因此本实验分别以WSI(F1)、糊化度(F2)、花色苷含量(F3)为评价指标,以各指标的最大值为参照值进行归一化,赋予不同的权重系数进行多指标综合评分[13]。权重系数:WSI 0.2,糊化度0.2,花色苷含量0.6,综合评分公式如式(4):

1.2.6 糊化特性的测定 用快速黏度测定仪对淀粉糊化参数进行测定。准确称取3.50 g样品,根据水分校正公式称取一定量的去离子水倒入样品筒内充分混合(本试验以样品湿基14%为准)。升温程序为:50 ℃保持1 min,从50 ℃以12.2 ℃/min速率升温到95 ℃,保持2.5 min后再以11.8 ℃/min的速率降温到50 ℃,在50 ℃下保温2 min,另外螺旋桨在开始10 s内的转速为960 r/min,之后保持在160 r/min。每个样品测量3次,取平均值。
1.2.7 X-射线衍射分析 取一定量的粉末样品进行X-射线衍射(XRD)测定。测定条件为:特征射线Cu-Kα靶,测试电压:40 kv,测试电流:40 mA,扫描条件:扫描2θ范围为5°~80°,步长0.02°,扫描速率8°/min,用MDI Jade 6.0软件对图像进行处理。
1.2.8 微观结构观察 取适量粉末样品均匀地平铺于固定有双面胶的样品台上,利用离子溅射仪喷金后,再通过扫描电镜(SEM)进行观察并拍照。
1.3 数据处理
所有实验进行三次重复,结果以平均值±标准差表示。采用SPSS 23.0及Design-Expert 8.0.6对数据进行处理分析,使用Origin 2017作图。
2 结果与分析
2.1 单因素实验结果
2.1.1 温度对挤压膨化紫糙米粉品质的影响 由图1可知,随着挤压温度的上升,挤出物的花色苷含量、糊化度、WSI、膨化度均呈现先上升后下降的趋势,当挤压温度为140 ℃时,花色苷含量达到峰值;当挤压温度达到150 ℃时,糊化度达到峰值;而WSI与膨化度则是在挤压温度处于160 ℃时为最高水平。花色苷属于热敏性物质,在高温条件下不稳定,升温易造成其大量降解[14]。而淀粉的糊化需要吸收足够的热量才能完成,适当地提高挤压温度可加剧物料中的水分子运动,使更多的水分子进入淀粉的空间结构,从而破坏淀粉分子间的缔合状态,糊化度上升;另外,升温也有利于物料中的大分子物质如淀粉、蛋白质、粗纤维等断裂成小分子物质,可溶性物质增加,WSI上升[15]。较高的糊化度与WSI能赋予产品较好的营养有效性和冲调分散性[16-17],故综合考虑,选择挤压温度在140、150、160 ℃水平下开展进一步的研究。
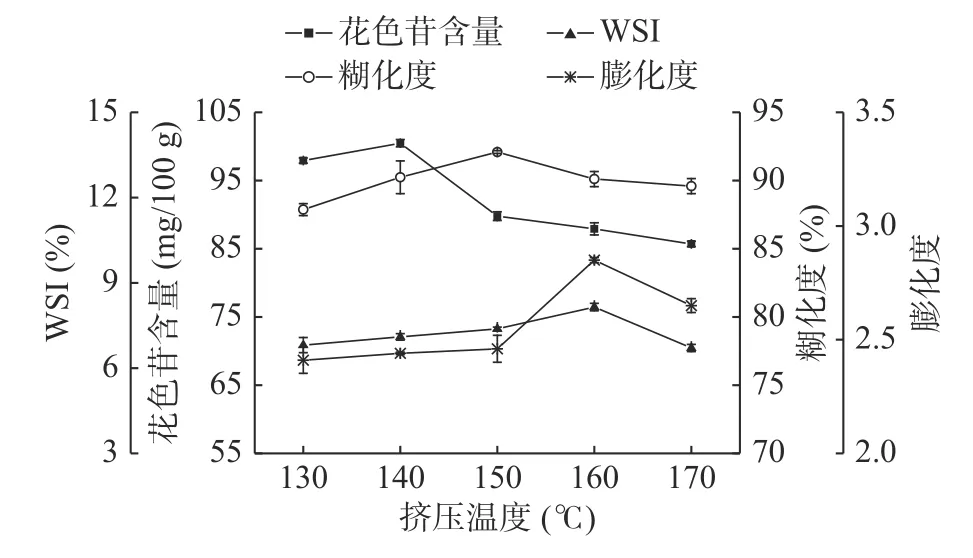
图1 挤压温度对挤压膨化紫糙米粉品质的影响Fig.1 Effect of extrusion temperature on quality of extruded purple brown rice flour
2.1.2 水分含量对挤压膨化紫糙米粉品质的影响由图2可得出,水分含量对产品的品质影响显著,物料水分含量在14%~22%之间时,花色苷含量明显上升;糊化度、WSI、膨化度则随着水分含量的升高呈明显下降趋势。随着水分含量的增加,物料中多余的水分会吸收机腔内大量的气化潜热在模口处汽化,导致物料升温速率下降,从而减少花色苷的损失,该趋势与文献[18]报道的趋势一致。但水分含量过大时,由于水分的润滑和增塑作用,物料与螺杆间的剪切力下降,物料在机腔内的停留时间变短,致使物料无法充分糊化,大分子物质降解程度降低,生成的水溶性物质变少[19],糊化度、WSI也随之下降。故选择水分含量在16%、18%、20%水平下开展进一步的研究。
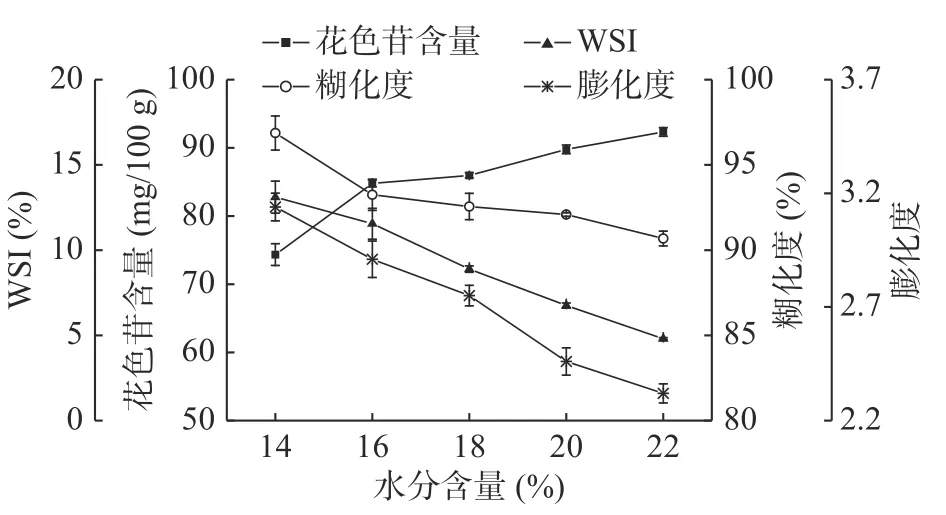
图2 水分含量对挤压膨化紫糙米粉品质的影响Fig.2 Effect of water content on quality of extruded purple brown rice flour
2.1.3 螺杆转速对挤压膨化紫糙米粉品质的影响由图3可以看出,花色苷含量、糊化度、WSI都随着螺杆转速的增加呈现先上升后下降的趋势,当螺杆转速为25 Hz时,达到峰值;当螺杆转速由10 Hz升高到15 Hz时,挤出物的膨化度明显增大,螺杆转速继续增大,膨化度转为缓慢上升趋势。螺杆转速直接影响物料在机腔内的滞留时间和所受剪切力[20],随着螺杆转速的增加,物料在机腔内的停留时间显著减少,花色苷受热时间缩短,降解少,表现出花色苷含量有升高的趋势;但当螺杆转速增加到30 Hz时,物料与螺杆间的高速摩擦也会产生较高的热应力[21],花色苷含量略有下降但变化不大。另一方面,螺杆转速增大,导致物料受到来自螺杆与内壁的剪切应力和摩擦应力增大,加速了淀粉的糊化与裂解,水分大量汽化,机腔内压力升高,产品在模口处挤出时的内外压差加大[22],糊化度、WSI、膨化度增大。故选择螺杆转速在20、25、30 Hz水平下开展进一步的研究。
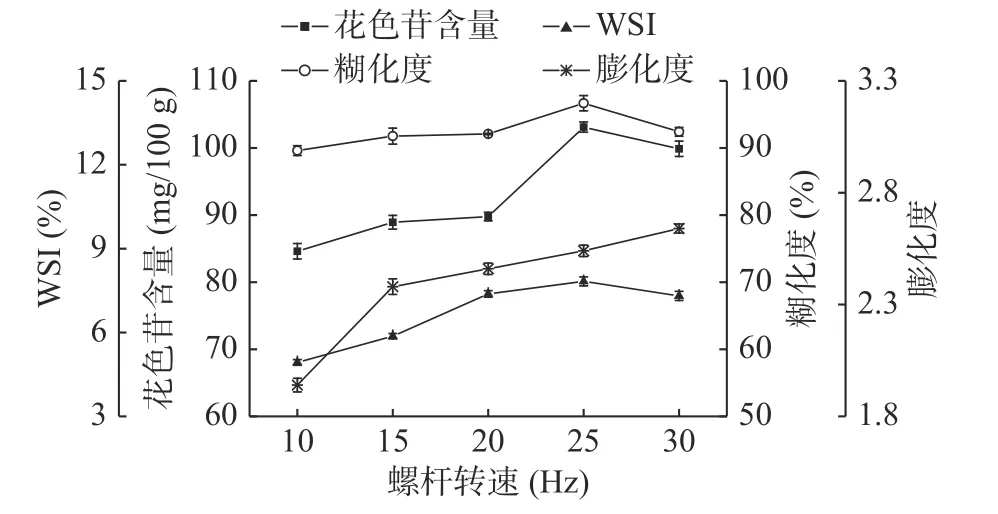
图3 螺杆转速对挤压膨化紫糙米粉品质的影响Fig.3 Effect of screw rotation speed on quality of extruded purple brown rice flour
2.1.4 进料速率对挤压膨化紫糙米粉品质的影响由图4表明,随着进料速率的增加,糊化度呈现明显上升而后缓慢下降的趋势,在进料速率为10 Hz时,达到峰值;花色苷含量与膨化度则持续上升;而WSI持续下降,进料速率在10~20 Hz范围内时,WSI下降不明显。进料速率是影响单位时间内物料在机腔填充程度的关键因素[23]。当进料速率大于螺杆转速所能承受的最大物料量时,虽有利于花色苷的保留,但由于机腔被过度填充,内部压力变大,挤出速度加快,单位质量的物料在机腔内受热不均,吸收的热量变少,淀粉糊化不完全,物料中的大分子物质不能充分降解,不利于消化吸收[24]。故选择进料速率在10、15、20 Hz水平下开展进一步的研究。

图4 进料速率对挤压膨化紫糙米粉品质的影响Fig.4 Effect of feed speed on quality of extruded purple brown rice flour
2.2 响应面试验
2.2.1 响应面试验结果 以综合评分作为响应值,响应面优化挤压膨化紫糙米粉工艺的试验结果见表2,采用Design Expert 8.0.6数据软件进行回归分析,得到的方差分析见表3。
采用Design Expert软件对表2中的数据进行多元回归拟合,得到以综合评分(Y)为目标函数的二次多项回归方程:
Y=89.97-3.07A+0.22B+0.45C+4.45D-1.24AB-0.89AC+2.66AD-0.22BC-0.13BD+0.99CD-2.53A2-1.97 B2-2.10C2-2.89D2
由表3可知,二次回归模型达到极显著水平(P<0.01),模型的决定系数R2为0.9502,说明该模型能解释95.02%响应值的变化,校正决定系数R2adj为0.9005,说明该回归方程经过校正后可以反映90.05%响应值的变化,失拟项P值不显著,说明该模型拟合程度较好,试验结果具有良好的准确度与可靠性。变异系数CV为1.58,说明模型的重现性较好,可用于分析与预测不同加工条件下挤压膨化紫糙米粉的综合评分。由回归模型的F值可知挤压参数对综合评分的影响大小为进料速率>挤压温度>螺杆转速>水分含量。
由表3还可知,综合评分的回归模型一次项A、D极显著(P<0.01),表明进料速率、挤压温度的影响达到极显著水平(P<0.01);平方项中A2、B2、C2、D2极显著(P<0.01),说明各因素与综合评分之间存在明显的二次关系;交互项AD极显著(P<0.01),说明挤压温度与进料速率的交互作用对响应值的影响极显著。
图5a~图5f响应面图可直观地反映出两因素交互作用对综合评分的影响,等高线越密集,曲面越陡峭,两因素交互作用对响应值的影响越大。由图5a~图5f可知,除图5c外,其他响应面图的两因素交互作用的等高线均较为稀疏,因此,只有挤压温度与进料温度对响应值的影响最为显著,这与表3的结果一致。
2.2.2 验证实验 通过Design Expert8.0.6软件分析得挤压膨化紫糙米粉最佳工艺参数为:挤压温度146.51 ℃、水分含量18.25%、螺杆转速26.66 Hz、进料速率18.32 Hz,此条件下预测的综合评分为92.07。考虑机器运转的实际情况,调整工艺参数为:挤压温度147 ℃、水分含量18%、螺杆转速27 Hz、进料速率18 Hz。在此条件下进行3次平行验证试验,制备的样品WSI为11.32%±0.09%、糊化度为93.15%±1.43%、花色苷含量为(97.38±0.18) mg/100 g,综合评分为92.43,与理论综合评分相比,相对误差为0.39%。说明用该模型优化得到的紫糙米挤压工艺参数准确可靠,具有实用价值。样品的WSI、糊化度、花色苷保留率分别是原料粉的3.89倍、3.08倍及74.90%,表明挤压膨化紫糙米粉具有开发为即食营养代餐粉的巨大潜力。
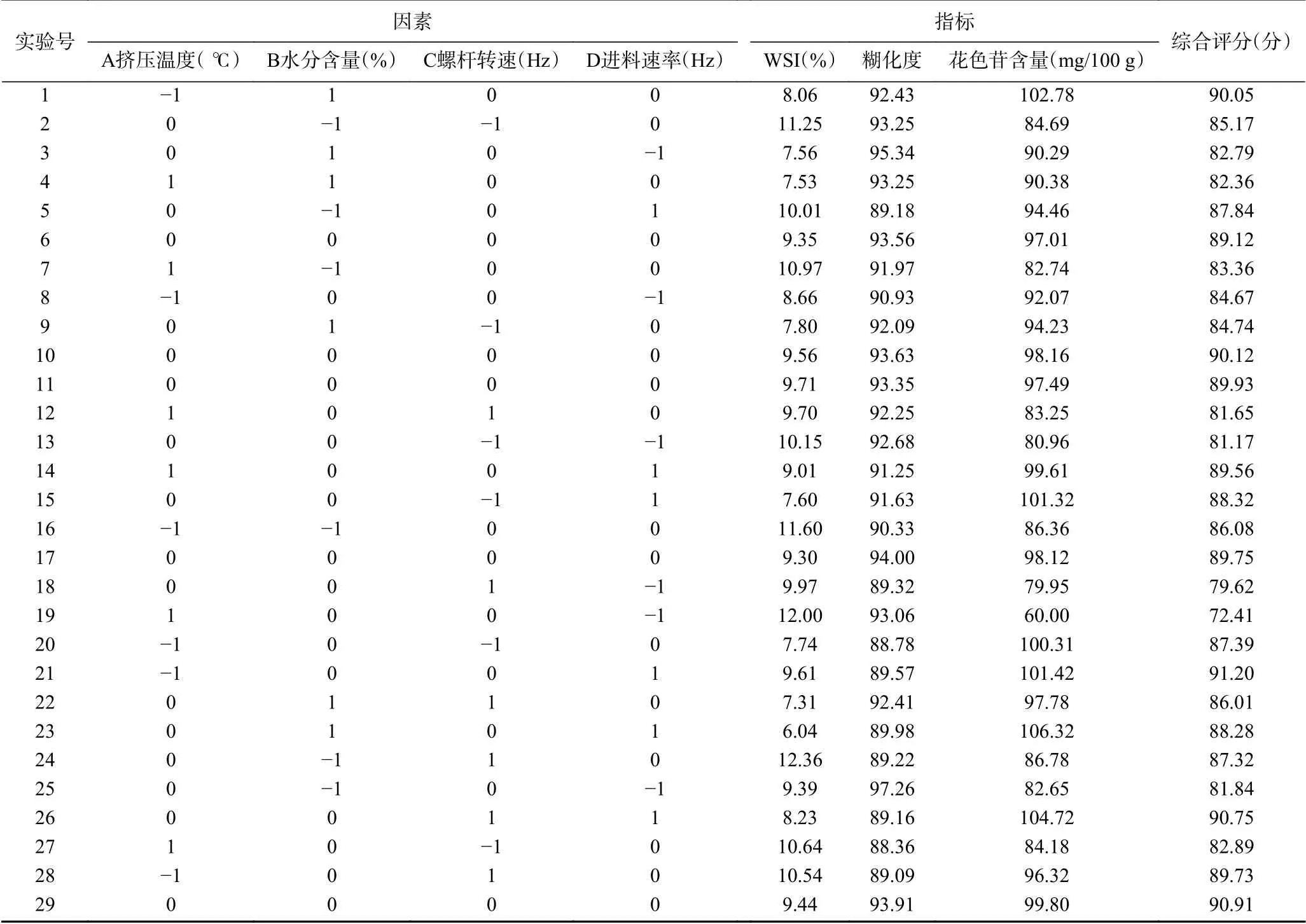
表2 响应面试验设计与结果Table 2 Design and results of Box-Behnken test
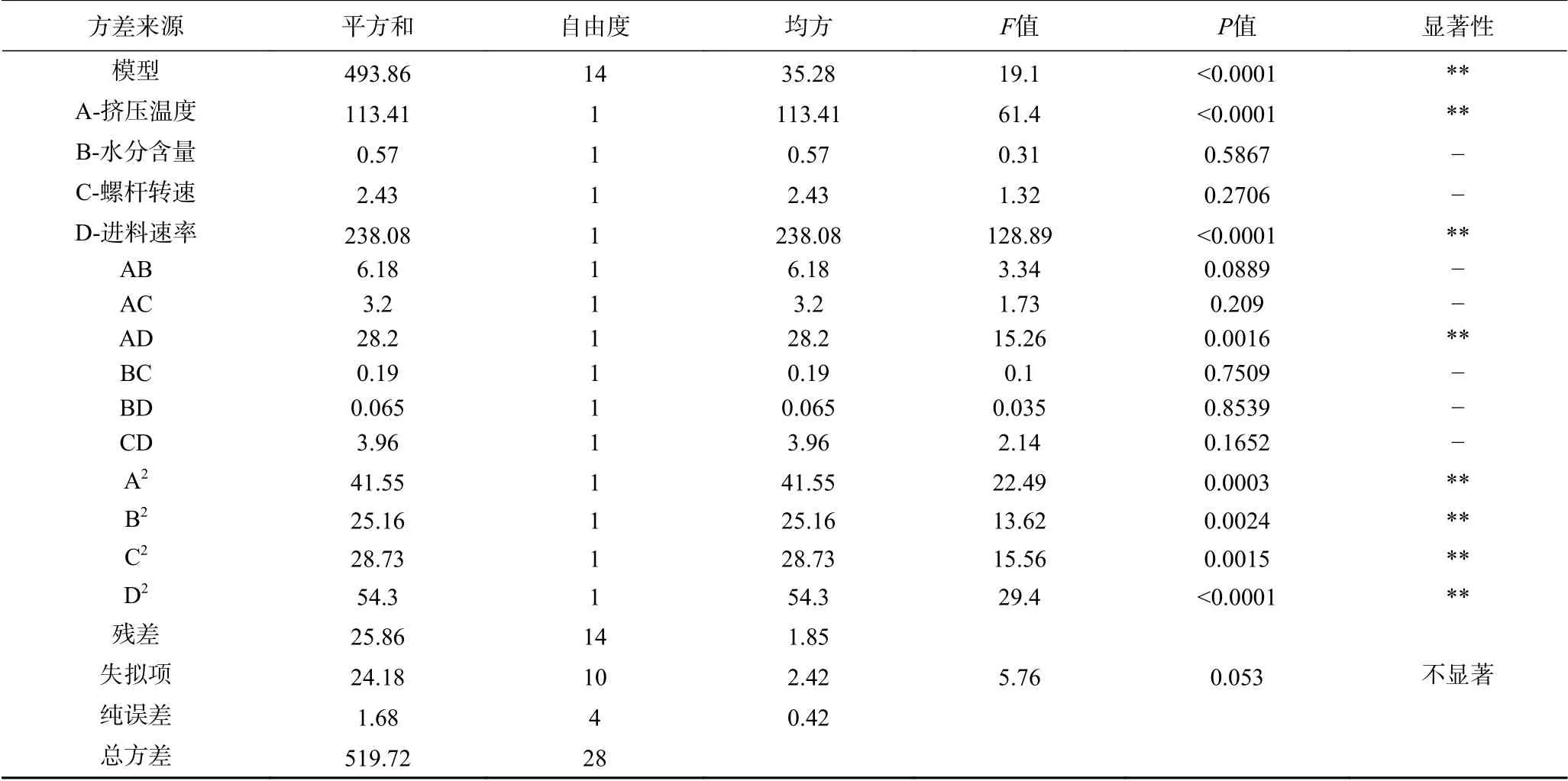
表3 综合评分的回归方程方差分析Table 3 Analysis of variance (ANOVA) of the linear regression equation of comprehensive score
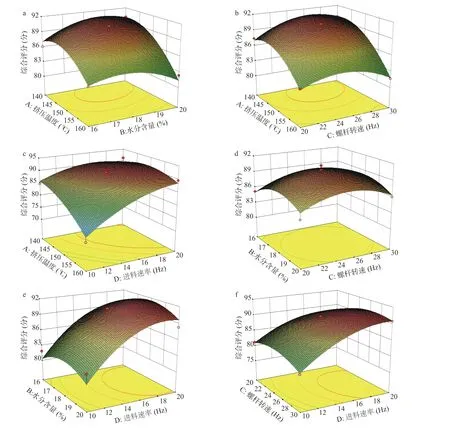
图5 挤压操作参数对综合评分的影响Fig.5 Effect of extrusion operation parameters on comprehensive scores
2.3 挤压膨化对紫糙米粉糊化特性的影响
淀粉糊化特性在谷物类食品的深加工利用中具有重要意义。在糊化过程中,最先受到影响的是淀粉颗粒的无定型区,当温度超过结晶区的临界温度时,淀粉颗粒会膨胀到初始体积的数倍,膨胀伴随着可溶性组分(主要是直链淀粉)溶出和三维凝胶网状结构的形成,这些变化是淀粉悬浮液在加热和剪切期间表现出不同糊化特性的原因[25]。
由表4可知,紫糙米粉经过挤压膨化处理后,糊化特性的各项指标均显著降低(P<0.05),李雅琴[26]在挤压改性糙米粉时也得出类似的研究结果。峰值黏度是充分吸水膨胀后的淀粉粒相互摩擦而使糊液变稠的结果,挤压加工破坏了紫糙米粉完整的淀粉粒结构,导致吸水膨胀后相互摩擦力变小,黏度显著降低。衰减值表示峰值黏度与低谷黏度的差值,它反映了淀粉粒膨胀后的强度与淀粉糊的抗剪切能力,可用于评价淀粉糊的稳定性,衰减值越小热糊稳定性越高[27]。回生值是最终黏度与低谷黏度的差值,回生值的高低则体现了淀粉的老化程度,回生值越小老化程度越低,回生值与峰值黏度的比值越小,口感越好[28]。挤压膨化紫糙米粉的回生值显著降低可能是由于挤压加工使淀粉分子发生降解,减弱了其在回生过程中重新排列缔合的能力[29],淀粉分子不易重新缔合结晶,老化程度下降。糊化温度是检验淀粉糊化难易程度的指标,糊化温度越低,表明淀粉越易糊化,熟化度越高。表4显示挤压膨化紫糙米粉的糊化温度由78.68 ℃降至50 ℃以下,因已超出仪器标准测试程序的最低限而未能检出,表明挤压膨化大幅提高了紫糙米粉的熟化度。

表4 挤压前后紫糙米粉糊化特性对比Table 4 Gelatinization characteristics of purple brown rice flourbefore and after extrusion
上述RVA结果显示经过挤压加工处理后的紫糙米粉,热水冲调后易成糊,冷却后不易回生,表现出了更好的可食性与稳定性。
2.4 挤压膨化对紫糙米粉淀粉结晶特性的影响
从图6的X-射线衍射图谱中可以看出,紫糙米原料粉在2θ为15°、17°、18°、23°附近有较强的衍射峰,其中17°和18°为相连的双峰,这是典型的A型淀粉晶体结构,这与祝东品[30]在研究青稞粉结晶特性时所得出的结论相一致。经过挤压处理后,紫糙米粉的衍射峰减少,位置发生了变化,在2θ为13°、20°附近出峰,淀粉晶型由原来的A型变为V型。重结晶的20°晶体含量增加,说明挤压过程中形成了直链淀粉-脂质复合物[31],该复合物会阻碍直链淀粉的重排,延缓体系回生现象的发生[32]。采用MDI Jade 6.0软件对X-衍射图谱进行分析,发现紫糙米粉的结晶度由挤压前的36.14%降至挤压后的5.72%,结晶度大幅下降。已有研究表明[33]淀粉的结晶度与支链淀粉的含量和分子链长有关,可能是由于受到温度、压力、剪切的综合作用,长支链淀粉结构遭到较大程度的破坏,支链淀粉含量下降,晶体的无定型区域增加,从而导致挤压膨化紫米粉结晶度下降。此外,结晶度的下降可能会降低淀粉再糊化时的温度[34],即糊化温度降低,这与表4测定结果吻合。
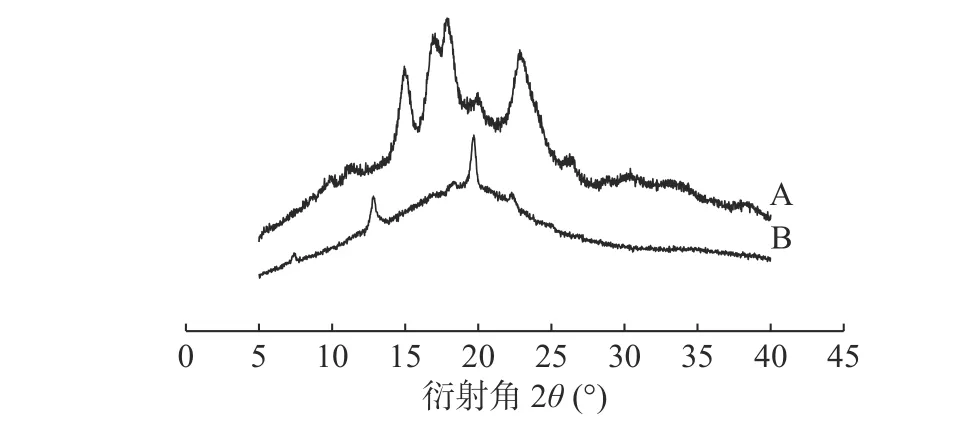
图6 挤压前后紫糙米粉的X衍射图Fig.6 X-ray diffraction pattern of purple brown rice flour before and after extrusion
2.5 挤压膨化对紫糙米粉组织微观结构的影响
图7所示为挤压前后紫糙米粉的扫描电镜图,从图7A和图7B可以看出,未经挤压处理的紫糙米粉表面粗糙但较为规则,无明显孔洞,彼此之间结合紧密。而经过挤压处理后,紫糙米粉原有的完整组织形态发生了变化,表面变得较为光滑,出现了许多大小不一且分布不均的孔状结构,有不同层次的褶皱与裂痕,同时还存在少许不规则片状颗粒。这可能是因为紫糙米粉原料在高温高压、高剪切力的加工条件下,淀粉颗粒被破坏,物料由固态向凝胶态转变,当从模口处挤出骤然释放到常压状态时,强大压差使水分迅速汽化,体积快速膨胀变大,物料组织因受到强大的爆破伸张作用而形成了疏松多孔的海绵体[35]。该结构更有利于水分进入组织内部,使产品具有良好的复水性与水溶性。
3 结论
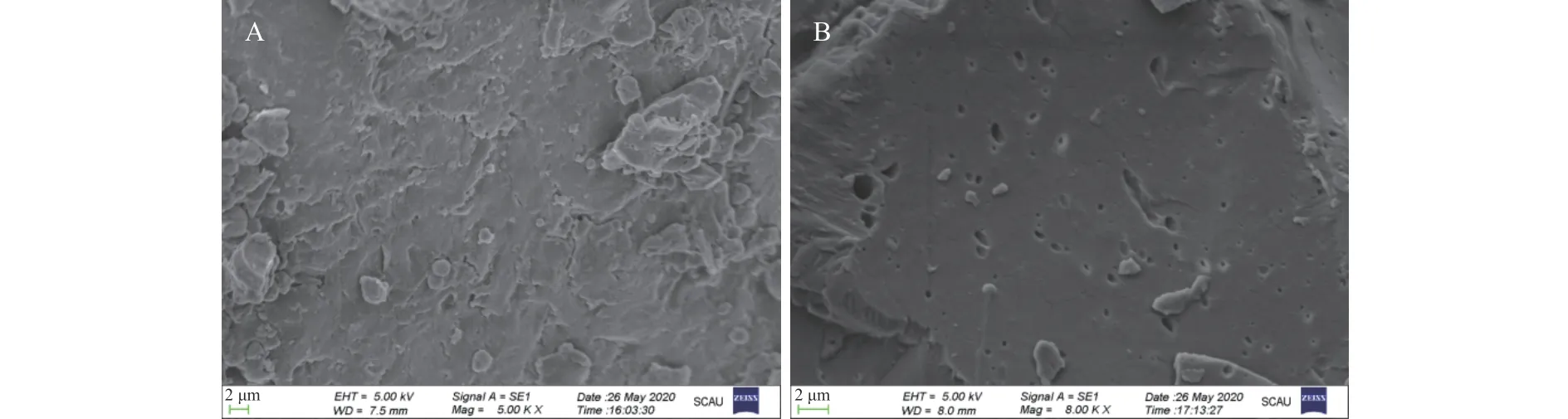
图7 挤压前后紫糙米粉的扫描电镜图(5000×)Fig.7 SEM image of purple brown rice flour before and after extrusion (5000×)
在单因素实验的基础上,通过响应面实验分析,确定了挤压膨化紫糙米粉的最佳制备工艺参数为挤压温度147 ℃,水分含量18%,螺杆转速27 Hz,进料速率18 Hz,此条件下制备的样品综合评分为92.43。与紫糙米原料粉相比,经过挤压处理后的紫糙米粉几乎失去了原有组织的完整形态,内部结构变得疏松多孔,增强了水化特性;淀粉结晶度下降,糊化黏度参数显著降低(P<0.05),热糊稳定性和抗老化性得到改善。这一挤压工艺的提出,为开发花色苷保持率高且具有良好溶解性与熟化度的即食紫糙米代餐粉产品提供了技术参考。
