基于PLC的石灰窑输灰系统技术改造
2021-06-16何倩
何倩
(常州铁道高等职业技术学校,江苏常州,213117)
1 技术改造背景
石灰窑除尘系统在绞龙输送机基础上改造成刮板输送机,新加入了4台星型卸灰阀。主体设备改造后,仍然延续之前的手动操作方式。虽然在输灰方式上做出了改变,降低电机负荷,降低了堵料、叶片卡死等情况的发生概率。但是由于操作方式并没有改变,仍存在一系列问题。
第一个问题就是操作环境。除尘车间的粉尘十分密集,即使有3M口罩防护,人员长时间在车间内,就会出现明显的呼吸道不适感。
第二个问题是操作繁琐、频繁。由于设备只有手动操作,操作顺序一步都不能错、不能乱,一步出错很有可能使得设备过多加料而造成堵料,这就要求操作人员对现场设备运行流程十分熟悉,而且每隔一定的时间就要进行一次操作,过于频繁的操作将降低人员的操作意识,易发生安全隐患。
第三个问题是不适宜现代工业自动化的生产现状。虽然,运输机只是整个除尘系统的一个小环节,但是对整个除尘效果也起着关键的作用,使其自动化作业迫在眉睫。
第四个问题是维修时间问题。PLC自动控制系统一经检视,故障点一目了然,可以大大的缩短维修时间的情况。手动操作过于低端,操作箱内线路盘根错节,不利于维修。往往一个小问题都要半小时到一小时的维修时间。
所以,在刮板运输机刚刚改造完成,新的改造计划就开始了—对刮板输灰机及星型卸灰阀进行基于PLC的技术改造。
2 技术改造方案
■2.1 技术改造主要思路
本次技术改造是针对刮板运输机机及新加的4台星型卸灰阀设备加入西门子PLC,进行自动化控制。其控制原理分为手动与自动2个部分。在手动情况下,通过现场操作箱进行操作或通过新建的WinCC画面进行操作。在自动情况下,则是通过西门子PLC 的编译程序顺序,进行自动运行。
■2.2 技术改造方案难点及解决方案
本次技术改造在计划方案时,就遇到了诸多问题,下面就对本次技术改造的难点及解决方案做简要的说明:
第一、本次刮板运输机自动化技术改造项目,任务是针对设备进行自动化设计,所以新设备的自动化运行程序编译、WinCC画面制作及现场图纸设计就是面临的首要问题。
针对这一问题,查阅刮板运输机的工作流程,通过运行步骤结合现场实际情况,自主编译了刮板运输机及卸灰阀程序,并设计WinCC画面及现场电气图纸,顺利解决这一难题。
第二、以前的运输机电缆可适用于刮板运输机的使用,但新加的4台卸灰阀需要重新铺设,既经济又适用的电缆选型和电缆能否顺利铺设,铺设路线是否合理是面临的第二问题。
针对这一问题,通过资料查阅,详细了解电机电缆选型,并针对设备具体型号进行比对。再进行现场勘查,熟悉现场电缆桥架走向,做好记录工作,可顺利解决。技术改造时间有限,必须力争在开工之前就做好完备的理论基础及计划方案功课,并提前上报需使用的电缆数量,争取为技术改造节省时间,尽快使设备投入使用。
第三、以前运输机的操作箱可适用于刮板运输机的使用。四台卸灰阀的操作箱则需要重新设计,发外制作一方面涉及成本,另一方面,不利于设备维护人员的检修及提高。而自主设计制作,则略显信心不足,这是面临的第三问题。
针对这一问题,经过慎重思考决定还是自主设计并制作卸灰阀操作箱。一方面节约技术改造成本,另一方面,在设计、制作过程中通过再学习,再实践,可提高自身专业技术水平。最关键的是,自主制作操作箱对检修和维护百利而无一害。
第四、除尘系统的PLC的I/O点位不够,经慎重决定,可以通过扩展现场PLC的I/O模块,使用现有的一切备件资源,解决这一问题。
当然,在技术改造过程中遇到的困难远不止这些,但在群策群力之下,都一一克服了。
3 技术改造的具体实施
■3.1 铺设电缆
刮板运输机的电源线和控制电缆线用原先的代替,四台星型卸灰阀的电机线和控制电缆要重新铺设。卸灰阀的电机功率为2.2KW,根据电机电缆选型口诀可知3×2.5+1×1mm2的橡胶电缆满足要求,控制电缆是到现场操作箱的,选择14×1.5mm2带屏蔽的信号线。放线很方便基本上走的都是现有的电缆桥架,没有桥架的部分地方穿管铺设。由于前期计划周密,铺设电缆方面没有遇到任何的障碍,顺利完成。
■3.2 硬件设计
3.2.1 电路电气图纸的设计
刮板运输机的操作箱图纸由自主设计完成,大致的工作原理如下:
(1)现场转换开关打在机旁档位,现场可以控制任意一台刮板电机和卸灰电机运转,其电气原理图就是电机启停电路;现场转换开关打在远程档位时,此时现场操作箱失效,无法控制刮板机和卸灰电机。
(2)工控机WINCC画面又分两种工作方式,手动和自动,当任意一台刮板机或者卸灰电机选择手动控制方式时,可以点击画面上的启、停按钮来控制他们,当选择自动控制方式时,此时刮板机和卸灰阀是靠程序自动运行的,里面有许多联锁,当任意一条刮板机停止运行时,与其相关的卸灰电机就会停止运转。
3.2.2 操作箱设计
新增卸灰阀操作箱有两种工作制:机旁和远程,操作箱上的转换开关打在“机旁”档位,就可以在现场操作箱上通过“开”和“停”的按钮手动控制卸灰阀;转换开关打在“远程”档位,就可以通过WinCC画面和程序控制卸灰阀动作。因此每台卸灰阀都有一个“机旁”和“远程”的转换开关,“开”和“停”两个按钮,所以操作箱上有4个转换开关和8个按钮。
设计遵循防雨、防灰的原则,操作箱需安装在合适的位置上。
3.2.3 软件设计
(1) 扩展I/O模块的安装
因为原来的除尘系统的I/O点用完了,必须扩展I/O模块。需准备的东西有:两个SM信号模块、一个IM接口模块、PROFIBUS总线及DP接头、导轨等。首先先将所有的模块按顺序固定在导轨上,从左到右依次为:IM、DI、DO,然后再通过PROFIBUS总线建立与CPU的通讯连接,如果有多个分站用PROFIBUS连接的话,必须保证只有最后一个分站的DP头上的开关打在“ON”的状态上,前面所有的DP头上的开关打在“OFF”的状态上,否则CPU会报“BF”总线故障。然后,对其进行组态,使其有效的与原PLC链接在一起。
(2)WinCC人机界面设计
①在原有石灰窑成品除尘系统画面中加入刮板机图形。工作状态为绿色,停止状态为灰色。
②加入3-6#星型卸灰阀图形。工作状态为绿色,停止状态为灰色。
③并加入对应状态“PLC”“自动”“故障”。PLC与自动状态一经选择,对应“PLC”“自动”显示为绿色,否则为灰色。一旦处于故障状态,对应“故障”显示为红色,非故障则为灰色。
④如果在WinCC画面上选择手动工作模式,可以随时通过鼠标点击WinCC画面上的对应画面来启动和停止刮板机或卸灰阀。
(3)程序编译
确定刮板输送机与卸灰阀的各个操作运行点位。其中部分点位来自除尘系统的主体程序,也是设备工作自动运行的前置条件,新加入的点位主要为画面的操作点位与现场的输入点位和PLC的输出点位。
由于1#刮板运输机与2#刮板运输程序编译原理相同,3#—6#星型卸灰阀程序编译原理相同。所以,在此以1#刮板运输机与3#星型卸灰阀为例简述程序工作原理:
①刮板运输机:1#刮板机由I2.6这个点位分为远程及本地操作2种方式,当现场操作箱打至“本地”操作由现场操作箱控制。当打至“远程”则由M21.0这个点位分为WinCC画面手动与自动操作2种方式。自动状态下,满足前工序运行条件M15.0、M15.1、M15.2、及除尘主程序条件M2.7,刮板机自动运行。手动状态下,则通过画面M21.6、M21.7点位进行手动操作,如图1所示。
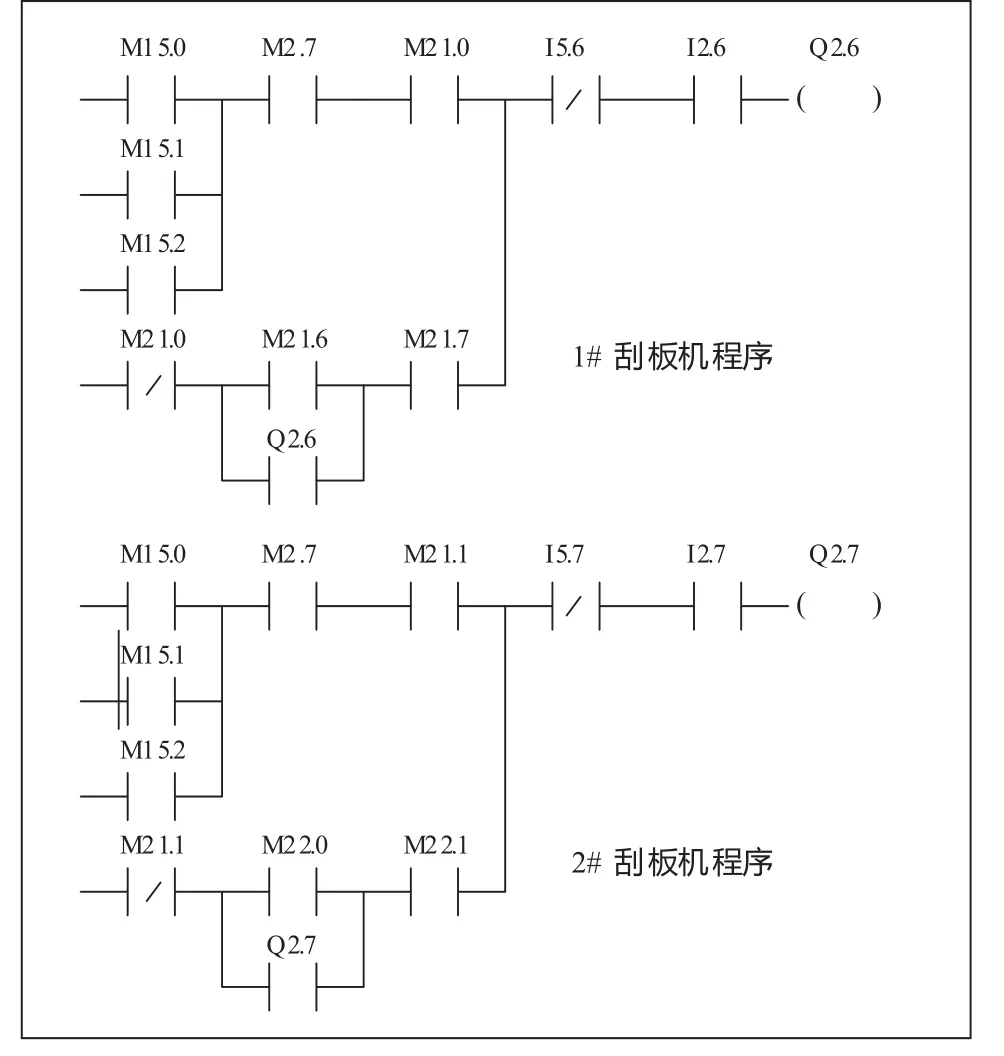
图1 1#、2#刮板运输机程序
②卸灰阀:3#卸灰阀由I20.0这个点位分为远程及本地操作2种方式,当现场操作箱打至“本地”操作由现场操作箱控制。当打至“远程”则由M21.4这个点位分为WinCC画面手动与自动操作2种方式。自动状态下,由之前除尘程序的自动条件M15.1来触发3#卸灰阀的自动运行,而且与2#刮板机运行有联锁保护,如果2#刮板机因故停止运行,3#卸灰阀也同时停止运行,避免因刮板机停止运行,卸灰阀还在工作而导致的刮板机堵死现象。如图2所示。
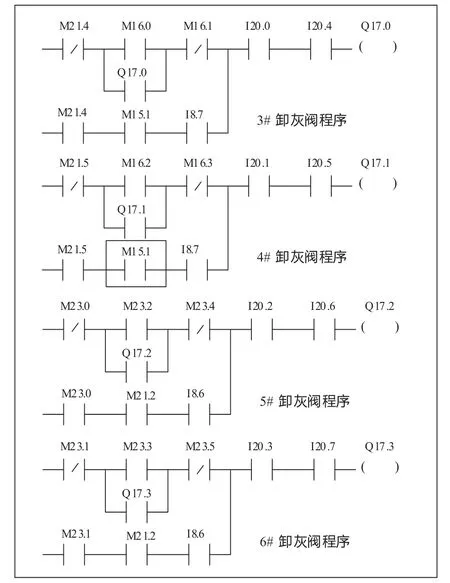
图2 3#—6#卸灰阀程序
4 热调试及效果分析
■4.1 热调试结果
本次技术改造完成后,对刮板运输机及星型卸灰阀进行了热调试,在模拟生产中投用设备,设备运转正常,动作流程顺畅。运转过程中会出现一些小故障,在程序及电路上进行了一些必要的调整与优化。
■4.2 三个月效果分析
实际生产投用后三个月,对刮板运输机及星型卸灰阀从多个方面进行效果分析得出结果:
(1)在人力资源方面:对比改造前,操作工劳动时间从每天8小时降至2小时,其主要工作为清理余灰,基本不需要进行手动卸灰操作。在投用一个月后,操作岗位人员从5人降至2人,预计人力资源成本节约12万/年。
(2)除尘效果方面:技术改造后石灰窑现在每天的输灰量达到了之前的3-4倍,输灰量的提高使得整个除尘效果显著提升,大大改善了周边环境。
(3)生产产能方面:技术改造前石灰窑月产能2000吨,技术改造后首月试运行超产500吨,后续2个月持续超产,第三个月产量达到3000吨。为单位带来了近一半的经济效益。
(4)设备运行方面:三个月的持续生产中,据维修三班故障台账统计,刮板运输机及卸灰阀未发生任何电气故障,也未曾发生阀体堵塞的情况。节约了设备的维修成本。
