薄膜收卷机收卷张力分析
2021-06-04刘冠华
刘冠华 ,肖 威
(1.北京机械工业自动化研究所,北京 100120;2.北京机械工业自动化研究所有限公司,北京 100120)
0 引言
流延薄膜的生产方法主要有管膜法、平膜拉伸法,其中平膜法的生产效率和质量高于管膜法,且能够生产出更高幅宽的薄膜,因此被广泛运用,现阶段更多采用的是以此为基础的多层共挤的流延拉伸薄膜生产技术[1,2]。
通常,合格的膜卷一般要求成品膜卷内紧外松,最外侧平整内侧无皱,两端整齐。但薄膜具有宽幅且薄易发生形变的特性,为达到这一效果,需要对薄膜的表面张力以及膜卷内应力进行更为有效的控制,常见方法是在收卷时保持薄膜表面张力的恒定或者形成一定的张力锥度[3]。目前,限制塑料薄膜生产行业发展和生产效率的主要因素变成了薄膜的卷取速度和收卷质量[4]。
1 薄膜收卷现状分析以及相应规律
对于通常的流延薄膜拉伸生产线而言,其生产工序通常应包括原料——计量——挤出——冷却铸片——拉伸——检测——牵引(电晕处理)——收卷等工序,其中收卷作为最后一环,主要用于对已成型的薄膜进行在线卷绕并最终制成产品幅卷。国内在此方面与国外差距较大,将两家主要薄膜拉伸生产线供应商的主线收卷机参数与国外主要收卷机供应商相关参数做出对比,如表1所示,可见在国产收卷机仍停留在低速窄幅的水平,与国外有着较大差距。
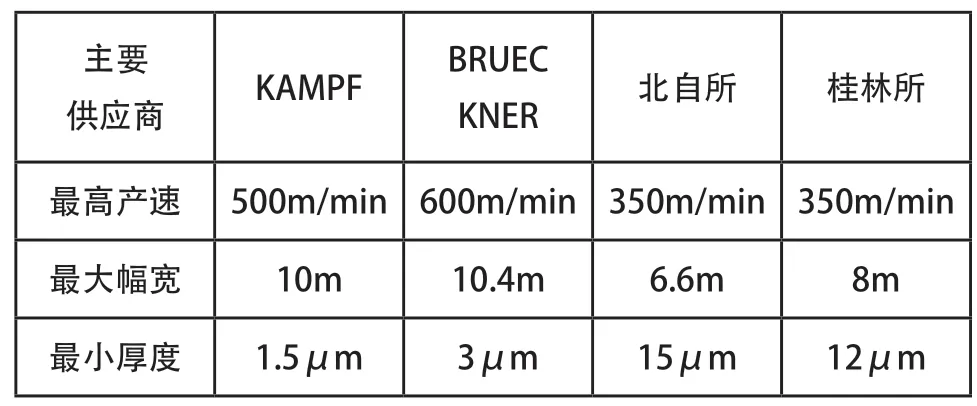
表1 国内外主线收卷机参数对比表
大多数薄膜的收卷都遵守TNT收卷规律[5]。当收取常规薄膜时,薄膜表面张力是控制膜卷内部压力大小的重要因素。随着收卷过程的进行,最新的一层薄膜会对其包裹的内层膜卷产生内压力,从而导致膜卷各层内张力减小[6]。鉴于流延薄膜的特殊性,其不能承受压应力[7],出现负值内张力时,将会出现膜卷褶皱,影响成品膜卷质量。因此须对收卷机进行力学分析,找出合适的收卷张力曲线。
2 中心式薄膜收卷机
中心式收卷即收卷辊直接由电机驱动,该方式利用薄膜表面张力来控制收卷的膜卷的硬度和平整程度[8]。中心收卷模式通常使用双工位工作形式,通过配备自动切膜机构来实现自动换卷。在结构上分为跟踪机构和卷曲机构,跟踪机构主要为跟踪架和跟踪辊构成,跟踪辊一般要求质轻,有刚性,因此常采用惯性较小的碳纤维辊[9]。而卷曲机构是收卷机的主体部分,结合张力辊的张力检测,可实现卷曲过程中的张力控制。
中心式收卷具有效率高无间断工作的特点[10],但是工作过程中,随着卷径的增加,为保证张力恒定或者锥度变化,转矩与转速必须随之变化,这对于电气控制以及机械结构有着相当苛刻的要求,且其转矩的传递通过膜卷的外层薄膜传递,易产生滑脱、褶皱,本文将对该类收卷机展开力学分析。
3 膜卷褶皱产生机理及薄膜张力分析
3.1 收卷辊转矩——力学分析
图1为中心收卷机中收卷辊与跟踪辊的简化模型,图中右侧轴体即为收卷辊,左侧为跟踪辊,在收卷的过程中收卷辊卷径的增大会引起收卷线速度、两辊之间的薄膜张力和收卷辊转矩发生变化,但是通过力矩平衡方程可以较为容易的找出他们之间的关系。
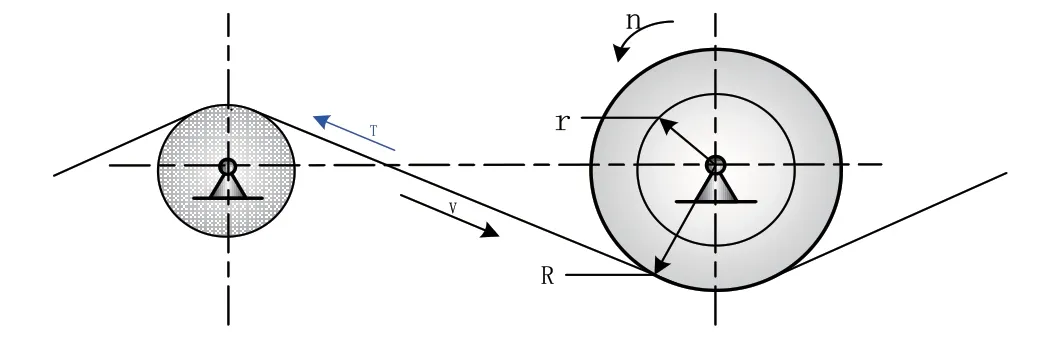
图1 收卷辊——接触辊力学模型
设收卷辊收卷起始半径为r,收卷过程中实际半径为R,收卷转速为n,两辊之间薄膜张力为T,收卷辊轴承摩擦力矩为Mf,电动机(磁粉联轴器)驱动转矩为M,收卷辊等效转动惯量为J,转速为n,角加速度为。有以下力矩平衡方程:

其中收卷辊等效转动惯量包括磁粉联轴器输出轴转动惯量J1、收卷辊无卷时转动惯量J2、收卷状态时实时膜卷(不包括A轴)转动惯量J3。其中J1、J2均为固定值只与选型有关,J3为随收卷半径R和质量变化而变化的函数时间t有一定的关系,则:
J3与卷径的关系需要使用微元法的方式求得,不妨设薄膜的质量体密度为ρ,薄膜的幅宽为h,R为实时收卷卷径,r为A轴原始半径,每收一层薄膜卷径增加d(R),由圆环的转动惯量公式可得:
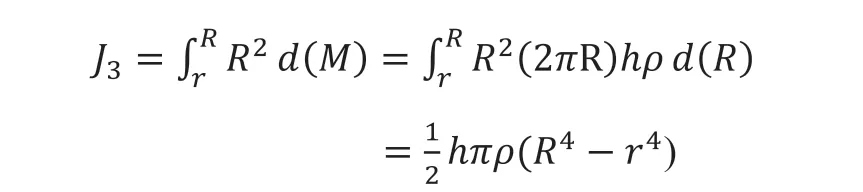
该表达式证明收取膜卷的转动惯量随着卷径R的变化而变化。而角加速α等于角速度ω的时间变化量即:

联立上述二式可以求得关于收卷张力T的表达式(2):

不计跟踪辊辊到收卷辊之间因薄膜变形引起的膜长变化(距离较短),收卷速度等于跟踪辊速度V2。则收卷辊转速n为:

联立式(3),关于收卷张力T的表达式为:

收卷的张力大小是由电动机转矩M、摩擦力矩Mf、收卷实时卷径、收卷转速n、驱动电机轴转动惯量J1和A轴无卷时转动惯量J2决定,由于Mf在电动机转矩M恒定时可以忽略,故通过改变电动机输出力矩M、跟踪辊速度v2以及收卷的卷径大小R来准确控制收卷张力。
3.2 收卷时膜卷内张力变化分析
本节将分析已收取的成品膜卷内层所承受张力的产生原因,并推导随着收卷的进行,膜卷内层薄膜的所承受张力的变化规律。
如图2所示,设微元膜卷收到的均布载荷为p,收卷张力的大小为F,膜卷的初始卷径为r0,收卷进行时外径的大小为rn,张力的方向与水平面的夹角为φ。根据几何关系有微元膜卷的弧长为rn•2φ,同时设收取薄膜的厚度为h。膜卷收卷时膜卷外侧收到均布载荷,张力方向与水平面的夹角φ较小,且微元膜卷受到关于一组对称的张力的影响。即有:
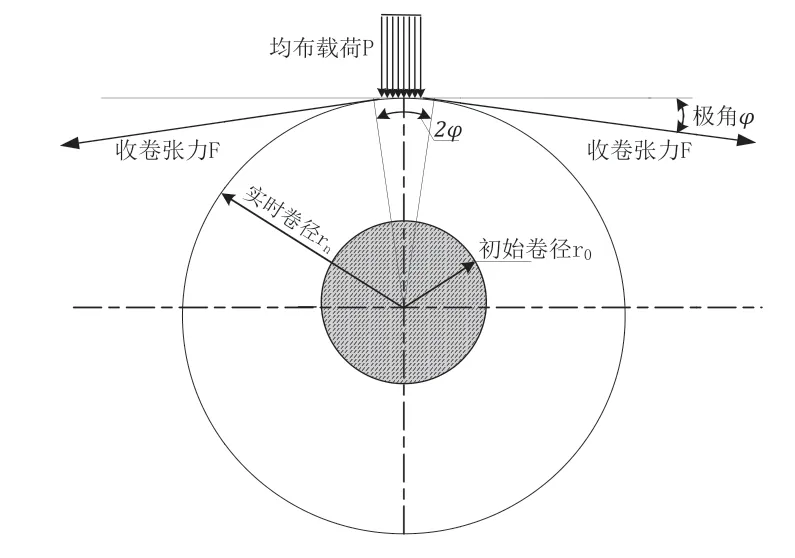
图2 收卷时微元膜卷受力计算分析图

又因为极角φ极小,可以近似sinφ=tanφ=φ,代入上式化简有:

膜卷平面化模型应力分析如图3所示,设对膜卷r处的径向力为σr,环向力为σθ,径向位移为ur,环向位移为uθ,则根据弹性力学,当=0和2π时,有可得B=0。又因为该模型为厚壁圆筒模型,整体为轴对称模型与极角 无关,由此可知K=0、I=0,但力学公式中依旧含有待求未知数A、C,因此还需要寻找相关边界条件:
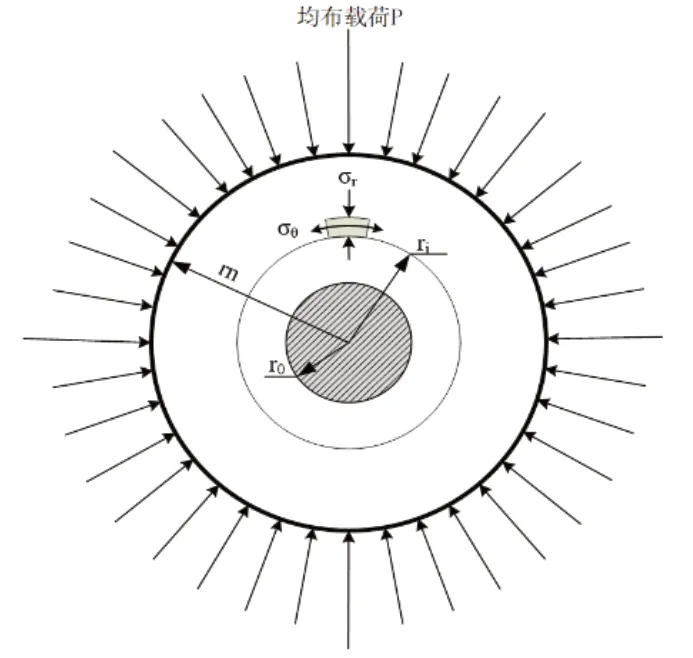
图3 膜卷平面化模型应力分析示意图

上述四式证明了对于卷径r处,径向应变与材料弹性模量E以及泊松比μ有关,在同一膜卷内卷径r越大则径向应变越大,且径向应力,以及环向力均为负值。随着收卷的进行,外侧的薄膜对内侧的薄膜起到一个松弛作用,最终可能将内部应力变为负值产生褶皱。根据式(10)可以得到第j圈对第i圈的环向应力为:

式(11)可以同时求得第j圈对第i圈的环向放松力为Fi,j=σθ(i,j)•h。对于卷径内某一点,设其层数为第i层,卷径最大层数为n,初始张力为Fi,残余张力为Fci。根据收卷规律,收卷后第i层残余张力等于其后收卷的每层薄膜对其的放松张力与其初始张力的代数和。即有:

式(12)即第i层的残余张力计算公式,再根据式(7),式(13)进行简化即:

式(13)即为离散形式的膜卷内第i圈残余张力计算方程,其适用于所有的膜卷任意一点残余张力计算,但是收卷过程中成品膜卷层数基本达到千层以上级别,计算过于庞大复杂,由于薄膜厚度非常薄,通常只有30 μm以下,因此可以近似取:h=dx,记:rj=x,Fcj=Fc(x),上式变为:

式(14)就是残余张力Fci与初始张力Fi关系式。由于是积分方程,已知残余张力时可直接积分求解初始张力,反之要求解这个积分方程。当rN=ri时,有FN=Fcn,也即最终收卷张力等于外层残余张力,符合基本常识。
4 残余张力收卷法介绍
通常将根据所要求的成品膜卷内部残余张力分布情况反推收卷时的初始张力变化曲线的这种方法称为残余张力收卷法。再采用张力与卷辊速度和力矩模式之间的数学关系进行张力控制,即得到满足要求的成品膜卷。下面将进行详细介绍。
4.1 恒残余张力收卷法
设收卷后残余张力为恒定值Fc(a)为常数,记收卷时卷径比为Kr=ri/r0,完成时卷径比Krn=rn/r0,即有Kr=1~Krn,张力锥度比为KF=F/Fn=F/Fcn,则开始时收卷时初始张力锥度比为KF0=F0/Fn,代入式(14)并进行计算有:

设卷辊初始卷径为200mm,收卷完成时卷径为1200mm,恒残余张力为100N,λ=0.4,代入式(14)有并作图如图4所示。
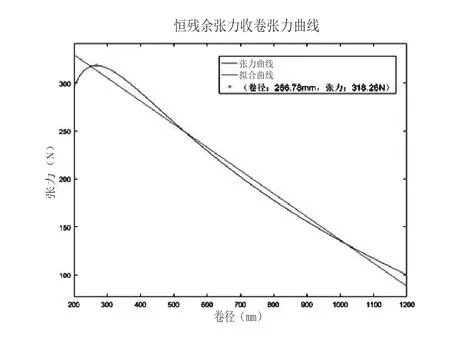
图4 恒残余张力收卷收卷张力曲线
这是获得恒残余张力的收卷曲线。有拟合结果可知,若寻求恒残余张力则要求收卷张力曲线接近于直线。
若以收卷时卷径比Kr为横坐标,张力锥度比KF为纵坐标如图5所示。
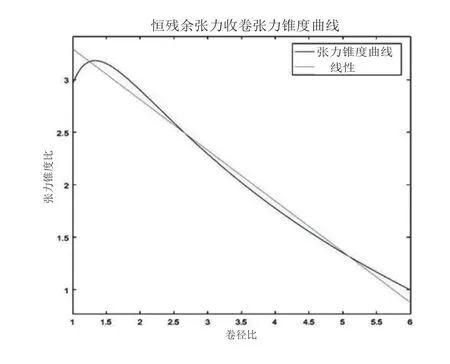
图5 恒残余张力收卷时收卷张力锥度曲线
根据图4和图5所示,收卷即将结束时收卷张力与膜卷内层残余张力几乎相等。收卷张力与残余张力比KF为最大值时,

求得Kr取1.334时,KF为最大值。张力最大值为318.26N。
计算KF0有:
如图6所示,恒残余张力收卷时,根据膜卷最终卷径比Krn与开始收卷时初始张力锥度比KF0基本满足三次函数关系,只需要按照Krn=rn/r0选择KF=F/Fn=F/Fcn即可得到F0的值,而后采用F0~Fn的近似线性的收卷张力变化曲线收卷,就会快速得到接近于恒值的膜卷内残余张力。
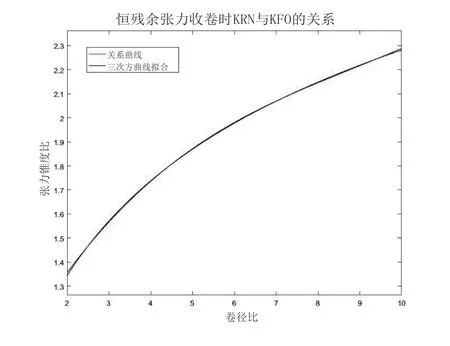
图6 恒残余张力收卷时KrN与KF0的关系
4.2 线性残余张力收卷法
如果要求成品膜卷内圈残余张力大一些,防止褶皱,可采用线性残余张力。如图7所示。

图7 线性残余张力收卷法残余张力曲线
线性残余张力边界条件是:
当r=r0,kr=kr0=1,Fc(x)=kF0FN;当r=rN,kr=kFN=1,Fc(x)=FN;也即有线性残余张力方程:

代入式(14)积分化简,令Kr=ri/r0有式(15):
设卷辊初始卷径为200mm,收卷完成时卷径为1200mm,最内层残余张力为300N,最外层残余张力为100N,代入式(15),使用二次曲线进行拟合,有张力曲线如图8所示。图中可见自卷径大于400mm后,拟合曲线几与张力曲线重合,即收卷时可按二次曲线Fi=186.52ri2-721.02ri+695.4进行张力控制,可使成品膜卷得到近乎线性的残余张力。按照需要的膜卷内残余张力曲线反推收卷张力曲线可以更加定性准确的进行收卷并有效提高收卷质量。
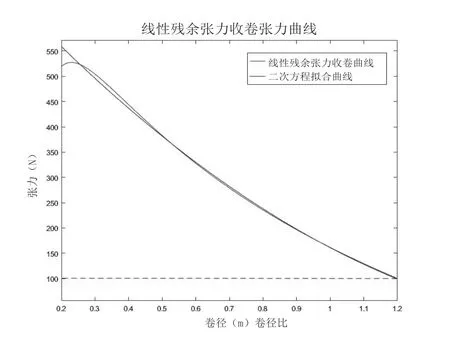
图8 线性残余张力收卷曲线
5 结语
本文简要说明了国内外收卷机的发展现状和相关参数差距。通过分析,得出了中心类收卷机的张力与收卷辊的力矩和转速的数学关系。解释分析了膜卷产生褶皱的机理,给出了膜卷内任意一点残余张力的计算方法,并建立了恒残余张力收卷法和线性残余张力收卷法的张力曲线设计公式和约束条件。这都为收卷机的张力控制提供了基础理论和数据计算方法。
