大型环件径轴向轧制成形仿真及试验研究
2021-06-03赵顺治郭卫民张志浩景财年
赵顺治,林 涛,郭卫民,张志浩,刘 磊,景财年
(1.山东建筑大学 材料科学与工程学院,山东济南 250101;2.齐鲁工业大学(山东省科学院)山东省分析测试中心,山东济南 250014)
径轴向环件轧制是生产无缝环件的先进金属成形技术,可满足不同直径、不同壁厚、不同高度、不同截面和不同材料等多维生产需求。轧制过程中环坯初始温度、驱动辊转速、芯辊进给速度等工艺参数不仅对宏观具体的环件圆度、最终尺寸与温度分布造成重要影响而且对微观抽象的晶粒组织、等效应变与能量消耗等发挥关键作用。谷瑞杰等[1]对径轴向轧制成形工艺进行了研究,彭孝国[2]研究了工艺参数对径轴向轧制成形的影响,杨文兵[3]、李波[4]等对环件轧制成形过程进行了数值模拟分析,但这些研究和分析都缺乏直接对应的试验依据,对径轴向环件轧制成形成性规律的研究深度稍显匮乏。然而,径轴向环件轧制是多场、多因素耦合作用下集三维连续渐变、非稳态及非对称等特点于一体的复杂非线性问题,难以通过理论解析、经验总结和反复试验来进行全面研究。因此将径轴向环件轧制成形仿真和试验研究直接关联,进行一系列的工艺参数及成形成性规律研究对大型环件[5]的实际生产具有重要参考价值。
1 大型环件径轴向轧制的模拟研究
通过计算机模拟手段对大型环件的轧制过程进行预先仿真模拟,验证和优化工艺参数,简化传统试错法繁杂的流程,从而起到节省材料成本、减少能源浪费、提高生产效率的良好作用。
1.1 材料参数与模拟参数
(1)材料参数
316 不锈钢材料作为一种奥氏体不锈钢[6],具有良好的抗高温氧化能力、高温强度和蠕变[7]性能以及一定的抗辐照性能,且与其他高温合金相比,在核性能和加工性能方面具有更明显的优势,316不锈钢多在高温、高压等苛刻的条件下服役,被广泛应用于风电、核电等工业领域[8]。
通过Jmartpro 模拟得到316 不锈钢的热物理性能参数,导入Deform-3D[9]中自定义材料参数。
(2)模拟参数

表1 316 不锈钢化学成分 w/%

图1 316 不锈钢热物理性能参数

表2 模拟参数
设备主要部件尺寸参考RAW2500/1250/-16000/3000 型轧环机(如图2 所示);主要部件运动参数是在满足环件径轴向轧制的咬入条件和锻透条件[10]的基础上根据运动速度相等的关系计算得出。

图2 RAW2500/1250/-16000/3000 型轧环机实物图
1.2 建模过程
利用Solidworks 软件建立径轴向轧制装配模型[11](如图3 所示),将各部件生成的STL 文件导入Deform-3D 中,然后根据表1、2 数据对各部件参数化处理。

图3 环件径轴向轧制三维装配模型
在Deform-3D 使用自适应网格重划分技术(ALE)对环坯进行较高密度的网格划分,此举可避免环坯在变形过程中的网格畸变[12],提高计算精度。环坯的网格划分如图4 所示。

图4 环坯的网格划分
最后进行边界条件各计算步长的设定。摩擦边界条件设定:驱动辊、芯辊、锥辊和导向辊分别与环坯组成6 对接触关系,接触类型为面与面接触,锥辊与环件之间为剪切摩擦,驱动辊、芯辊、锥辊与环件摩擦系数为0.5,导向辊与环件之间摩擦系数为0.3;传热边界条件设置:轧辊温度200℃,环境温度20℃,热传导率5N/(s·mm·℃),热对流系数2×10-5J/(m2·s·℃)。在计算步长设定中每步长最大位移为变形体最小单元边长的1/3~1/10。
1.3 初始模拟试验结果
模拟结果显示,根据表2 模拟参数可轧制出最终产品,经过测量得出外径平均尺寸误差≤20mm,圆度误差≤27mm,符合实际生产要求。
(1)如图6 为径轴向轧制过程中等效应变的变化及分布云图。从图中可看出,在环件初始变形阶段,环件的外表面为预先变形区。随后环件内部应变量随变形量增加而增加,呈现正比关系。观察环件截面处应变云图异色分层特征可以发现:应变量由表及里呈递减趋势。原因为:在环件轧制过程中,芯辊与环件内表面直接接触且进给速度较大,环件主要发生沿径向的宽展;而锥辊虽与环件上下表面直接接触但进给速度较小,最终体现为表层材料变形巨大,心部材料变形较小。因此环件内圆和外表面产生的应变大于轴向端面表面产生的应变。
(2)如图7 为径轴向轧制过程中温度场分布云图。从图中可以看出,环件整体轧制过程温度分布符合热轧[13]过程温度梯度[14]分布规律:轧制过程中环件表面与轧辊、空气等多种介质发生热交换[15],因此降温较快;而心部仅与温差较小的表层材料发生热交换,因此降温效应不明显。根据能量守恒定律,在轧制变形影响下环件自身也会产生热量,结合前文所述外表面变形量大于内表面变形量的结论可解释内外表面存在温差的问题。最终轧制过程结束后,环件的最低温度≥850℃,满足316 不锈钢的实际热轧要求[16]。

图5 边界条件设置

图6 径轴向轧制过程中等效应变的变化及分布云图

图7 径轴向轧制过程中温度场分布云图
(3)如图8 为径轴向轧制过程中轧制力能参数变化图。因为芯辊和驱动辊是沿环件对称分布,环件受到的芯辊和驱动辊轧制力的大小基本相等[17],所以仅以芯辊为轧制力研究对象。图8a所示为轧制力的变化规律:在径轴向环件轧制过程中,由于径向的进给量较大,而轴向的进给量较小,所以稳定轧制过程中径向轧制力大于轴向轧制力,且径向最大轧制力大于轴向最大轧制力。轧制开始后,随芯辊进给量增加,环件与轧辊之间的绝对接触面积逐渐增大,所以轧制力迅速上升,然后环件进入稳态轧制阶段。因为环件与轧辊之间的接触边界是非线性的,环件直径扩大的过程中塑性变形过程也是复杂非线性的[15],所以轧制过程中轧制力出现明显的波动现象。图8b 为轧制力矩[18]的变化情况,轧制力矩的变化规律和轧制力的变化规律一致,随着轧制的进行,轧制力矩呈增长趋势,并在一定范围内波动,径向最大轧制力矩大于轴向最大轧制力矩。

图8 径轴向轧制过程中轧制力能参数变化规律
(4)如图9 为径轴向轧制过程中金属流动速度场分布云图。从图中可以看出,金属的流动方向主要沿环件的周向流动[17]。金属流动速度与前文所述环件成形规律一致:外圆变形大故金属流动速度绝对值大;内圆变形小故金属流动速度绝对值小。

图9 径轴向轧制过程中金属流动速度场
2 轧环机型号选择方法研究
2.1 轧制力变化原因分析
在大型环件径轴向轧制[19]实际生产中,轧环机型号吨位的选用是实际生产中面临的关键问题之一。故本研究在保证大型环件最终成形效果理想的基础上从环坯初始温度、驱动辊转速、芯辊进给速度三方面对轧制力的影响进行研究,为实际生产轧环机吨位的优选提供理论支撑。
从轧制力分布数据读出:随环坯初始温度升高,材料变形抗力减小[20],金属流动性提高;但大型环件由于自重大、成形过程复杂,因此对轧制过程稳定性要求极高。所以在适当范围内提高环坯温度对提高设备适用性优化成形效果具备有益作用。综合所述可得出:环坯初始温度≥1100℃可在一定程度上降低设备载荷,延长设备使用寿命[21]。

表3 初始温度对轧制力的影响
从轧制力分布数据读出:随着驱动辊角速度的增加,径向所受的最大轧制力减小。这是因为在芯辊进给速度保持不变的情况下随着驱动辊转速增快,单位时间内环件受力体积增大,对应单位时间内轧制力减少;同时模拟数据表明,随角速度增大轧制力震荡幅度增加,不利于大型环件高稳定成形[24]。综合所述可得出:在本模拟过程中驱动辊角速度ω=0.8rad/s 时轧制力震荡幅度小,且轧制力最大值和众数极大值差距小,对轧环机比较友好;但随驱动辊角速度增加轧制力明显变小,适用于能力较弱的轧环机轧制中大型环件的工厂实况。

图10 不同初始温度对应轧制力变化
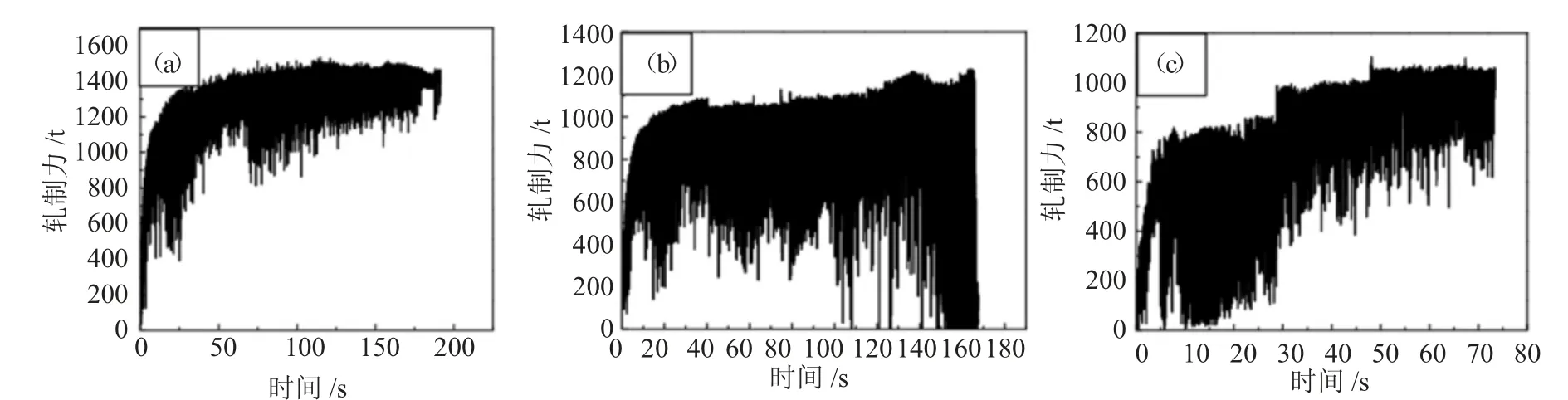
图11 驱动辊不同角速度下对应轧制力变化

表4 驱动辊转速对轧制力的影响
从轧制力分布数据读出:316 不锈钢环件轧制过程中芯辊进给速度对轧制力的影响较大。随芯辊进给速度增大时,轧辊对环件固定作用明显,使环件轧制变形过程中稳定性提高,综合体现为轧制力大幅增大且数据震荡幅度降低。但是过高的进给速度会对轧环机轧制能力提出更高要求。综合所述可得出:在本模拟过程中芯辊进给速度为1.5mm/s 时对轧环机[25]比较友好。
2.2 总结
根据上述分析可得出,实际生产过程中首先应注意环件尺寸与轧环机型号吨位适配;在工厂实况中,轧环机径轴向轧制中大型环件时环坯初始温度应保持在≥1100℃,驱动辊转速可保持在0.8rad/s~1.5rad/s 范围内,芯辊进给速度设置1.5mm/s 左右可以保证轧制成形效果及设备使用寿命。
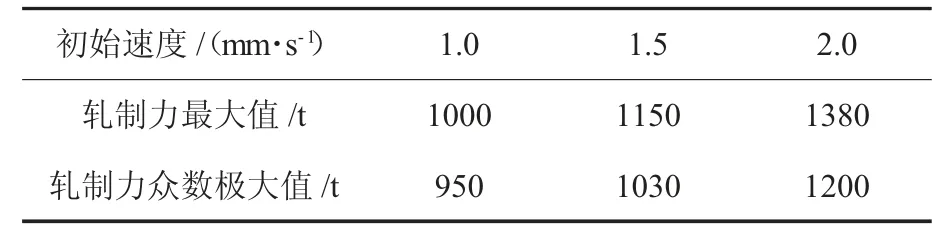
表5 芯辊进给速度对轧制力的影响
3 径轴向环件轧制试验研究
为体现径轴向轧制对316 奥氏体不锈钢材料微观晶粒组织[22]生长的有利作用,对1/3 缩小后的环件进行实验验证。设备选用D53K-630 型轧环机其余主要参数全部参考前文得出的最优参数范围。取样观察金相组织如图12 所示。轧制后的316 不锈钢没有发生相变,组织为奥氏体,经过轧制后晶粒出现了再结晶,晶粒中呈现出孪晶分布[23]。验证了径轴向轧制对晶粒的有利影响。

图12 驱动辊不同角速度下对应轧制力变化
4 结论

图13 不同截面金相组织
(1)利用有限元数值分析软件Deform-3D 对316 不锈钢大型环件径轴向轧制成形过程进行了模拟仿真,将动态轧制过程中的应变场、温度场分布、轧制力能参数、金属流动速度场进行了可视化分析,进而制定了一系列的模拟参数。
(2)针对如何优选轧环机型号的问题进行模拟分析,讨论了初始温度、驱动辊转速、芯辊进给速度对轧制力的影响差异,为实际生产中的环轧机型号优选提供了理论参考。
(3)采用研究所得参数进行实物实验,在成形效果理想的基础上验证了径轴向轧制工艺对大形环件微观晶粒组织具备有利影响。
