复合材料整体成型过程分层缺陷动态扩展研究
2021-06-03王雪明谢富原
王雪明, 谢富原
(1.中航复合材料有限责任公司 复合材料检测技术中心,北京 101300;2.合肥工业大学 工业与装备技术研究院,安徽 合肥 230009)
复合材料因具有高比强度、高比模量、可设计性强、耐疲劳等优点而在航空航天等军用领域和交通、体育、风电等民用领域得到了广泛应用。复合材料常常在制造过程中因为空气、挥发份、夹杂以及使用过程中受到的鸟撞、冰雹等各类冲击而造成层间分层缺陷/损伤。分层缺陷/损伤的存在对复合材料压缩强度和承载能力带来极大的影响,常常因为屈曲导致分层扩展发生破坏。因此,关于分层缺陷/损伤的成因、机理及其对力学性能的影响长期以来一直是复合材料领域的研究热点[1-10]。但已有的研究多数关注于复合材料在使用过程中的分层损伤问题,而对制造过程中分层缺陷研究相对较少。笔者前期研究结果发现分层缺陷是复合材料构件成型过程中出现比例最高的一种缺陷[11-12],利用概率分析方法和群子理论模型,对不同构形复合材料构件分层缺陷进行了评价[13-15],并采用4种不同预埋材料模拟分层缺陷[16]。因此,复合材料制造过程中分层缺陷的机理分析、表征方法以及质量控制值得业内关注。
对于复合材料整体化结构,往往根据结构形式和成型质量要求而选择共固化(两个或多个元件均未固化,组装一起后固化成型)、胶接共固化(两个或多个元件,有的已固化,有的未固化,与胶膜组装在一起后固化成型)、二次胶接(两个或多个元件均已固化,与胶膜组装在一起后固化成型)等热压罐整体成型工艺以及液体成型工艺。对于复杂的复合材料整体化结构,在热压罐胶接共固化和二次胶接工艺中,需要进行多次进罐、固化处理。在这个过程中,有可能因复合材料结构因素和成型过程中的温度场和压力场等因素对已固化层板中存在的原有缺陷产生影响使其扩展而导致制件报废。但目前关于分层缺陷在成型过程中扩展的相关报道较少。因此,研究分层缺陷的扩展问题对复合材料结构尤其是整体化结构至关重要。
笔者前期研究发现隔离纸实验模拟分层与实际分层缺陷最为类似[16]。本文采用预埋隔离纸模拟分层缺陷,研究其分层扩展行为,对分层扩展的驱动力进行了计算分析,考察了热循环对T300/QY8911复合材料层合板界面性能的影响,研究了裂纹尖端能量释放率与界面性能对分层扩展的影响,研究结果对优化复合材料结构设计和控制复合材料整体成型质量具有指导意义。
1 实验部分
(1) 实验材料。
① T300/QY8911热熔法预浸料,含胶量32wt%,中航复合材料有限责任公司;
② 辅助材料(四氟布、可剥布、A4000、Airpad橡胶、密封胶条、透气毡),美国Airtech公司。
(2) 仪器设备。
① 热失重分析仪,STA 449C,德国耐驰公司;
② Sisc IAS图像采集系统,北京中科科仪计算技术有限责任公司;
③ CMT5105电子万能试验机,最大试验力10 kN,深圳市新三思计量技术有限公司。
(3) 实验方法。
① 含分层缺陷层合板预制:层合板固化成型前,铺叠过程中在特定位置预埋入隔离纸(即预浸料用离型纸)来模拟分层缺陷,铺层方式为[45/-45[0/90/45/-45]s]s,夹杂材料放置在第7、第8层的+45/-45间,层板大小为:200 mm×150 mm。固化工艺制度为:从室温升温并抽真空→105~115 ℃,保温10min后加压0.6 MPa→185 ℃,保温2 h→195 ℃,保温4 h→70 ℃,降压并停真空;升温速率为1.5 ℃/min。
② 层间剪切强度测试:标准GB3357-82进行测试。
2 结果与讨论
2.1 分层动态扩展现象分析
从笔者已有研究发现[16-18],复合材料层合板在整体成型工艺过程中出现的分层扩展与整体成型温度密切相关,分层扩展随着整体成型温度升高而增大;分层扩展到一定程度而停止扩展,提高后处理温度而继续扩展,直到扩展到层板边缘而不再扩展(见图1);不同夹杂材料模拟分层与制造分层有所不同,引入隔离纸模拟的分层与制造分层最为类似;分层扩展因分层类型不同而有所不同,隔离纸模拟的分层最易发生扩展。

图1 夹杂分层扩展路径
2.2 分层扩展驱动力分析
复合材料层合板受外力冲击易产生分层损伤,且在外力作用下发生扩展,而复合材料在热压罐整体成型过程中原有分层缺陷有时会发生扩展,分层缺陷根据成因又可分为夹杂分层、气孔分层、脱粘分层、应力分层等。本文从低分子物质膨胀、气泡压力、残余应力三方面对分层缺陷在整体成型过程中扩展的驱动力进行了分析。
2.2.1 低分子物质膨胀
复合材料在人工铺叠过程中由于夹杂不同材料而形成夹杂分层,其中以夹杂隔离纸和四氟布最为常见,本文对T300/QY8911层合板内这两种夹杂材料在整体成型工艺中因高温是否产生小分子物质进行了热失重分析,结果如图2所示。

图2 夹杂材料热失重结果
由图2可见,隔离纸与四氟布的热失重历程几乎完全相同,分别在107 ℃和96 ℃产生了拐点,在拐点之前均失重2%左右,之后质量保持率较高且变化不大。隔离纸和四氟布的失重拐点均接近水的沸点,因此可以认为拐点之前的失重均是夹杂材料表面吸附水分失重的结果。由于隔离纸的大部分成份为纤维素,而纤维素在240 ℃下质量的损失较少[19],因此可以认为隔离纸在240 ℃以下不会因热降解而产生小分子物质(H2O、CO、CO2)。此外,夹杂材料上吸附的水分通常在层合板成型过程中树脂凝胶前通过加压溶于树脂或通过树脂流动而消除,所以,层板内所形成的夹杂分层不会因低分子高温下膨胀而发生扩展。
已制备层合板在存放过程中可能会吸湿,已有缺陷中就会有水分,高温下水分会转化成水蒸汽。假设:蒸发热ΔHV恒定,且蒸汽为理想气体。根据Clausius-Clapeyron方程,孔穴中水蒸汽的压力由温度决定[20]。
(1)
则蒸汽压力与温度的关系如下:
(2)

(3)
当整体成型工艺中的最高温度为473 K时,可得最大蒸汽压力为1.567 MPa,相对于层合板的界面强度和基体强度小很多,所以复合材料层合板在整体成型过程中的分层扩展不会因低分子物质膨胀而扩展。
2.2.2 气泡压力
对于由较大气孔引起的分层,由孔隙形成理论模型可知[21],如果某一温度下树脂压力大于气泡压力,则气泡不会产生或已产生的气泡可以溶解;若树脂压力小于气泡压力,则气泡将会产生,并且温度越高所需的气泡压力越大;若气泡产生后,随着树脂的凝胶,树脂压力增大,当树脂压力与气泡压力达到平衡后,气泡停止生长。对于T300/QY8911体系加压点(110 ℃)的压力为0.6 MPa,由于树脂压力小于外压0.6 MPa,所以树脂凝胶后气孔内的气体压力也小于0.6 MPa。假设气孔内气体为理想气体,初始温度为20 ℃,气体压力为0.6 MPa(实际要小于0.6 MPa),气孔体积为V0,当层合板再次升温加热到205 ℃时,假设气体体积不变仍为V0,而此时气体压力应为0.98 MPa。可见,气泡压力相对于层合板的界面强度和基体强度较小,所以复合材料层合板在整体成型过程中的分层扩展不会因气泡压力增大而扩展。
2.2.3 残余应力
复合材料作为一种由两种及两种以上材料组成的材料,在经过高温固化成型然后降到室温后,由于树脂与基体、层合板各层间热物理特性不匹配,必然会在材料内部形成残余应力。残余应力主要是在层合板固化成型过程中形成的,而层合板不均匀受热后也会对残余应力产生影响。复合材料的残余应力可以分为基体与纤维间的细观残余应力和层间的宏观残余应力[22]。对于含有分层缺陷的层合板,在整体成型工艺中重复经历热历程后,不均匀温度场或“过热”均会产生残余应力,从而有可能在分层缺陷的非连续区产生裂纹引起扩展。复合材料大型整体化结构的残余应力在热压罐成型过程中对成型质量的影响尤为突出,这需要在复合材料结构设计中避免出现非对称、非等厚、小曲率半径等结构形式[23],在成型工艺中降低非均匀温度场带来的影响。
2.3 热循环对T300/QY8911层合板界面性能的影响
分层缺陷在整体成型过程中发生扩展现象除了与层合板残余应力有关外,还与材料特性密切相关。笔者研究发现,T300/QY8911层合板分层扩展沿着层间开裂,断面内存在基体断裂和基体/纤维界面脱粘两种破坏模式[17]。因此,与分层扩展相关的材料特性主要包括两方面:① 复合材料临界的应变能释放率Gc(Gc的大小与层间断裂韧性相关);② 基体与纤维的界面性能。T300/QY8911层合板的层间断裂韧性在文献[17]中已系统研究,本文选择层间剪切强度作为基体/纤维界面性能表征量,研究热循环对T300/QY8911层合板界面性能的影响。
本文对比了T300/QY8911一次固化成型层合板(见图3中的a)、固化成型后分别经历一次185 ℃(见图3中的b)、205 ℃(见图3中的c)、220 ℃(见图3中的d)、235 ℃(见图3中的e)处理,以及先后经历4个温度循环(185 ℃、205 ℃、220 ℃、235 ℃,见图3中的f)处理后层合板的层间剪切强度,结果如图3所示。
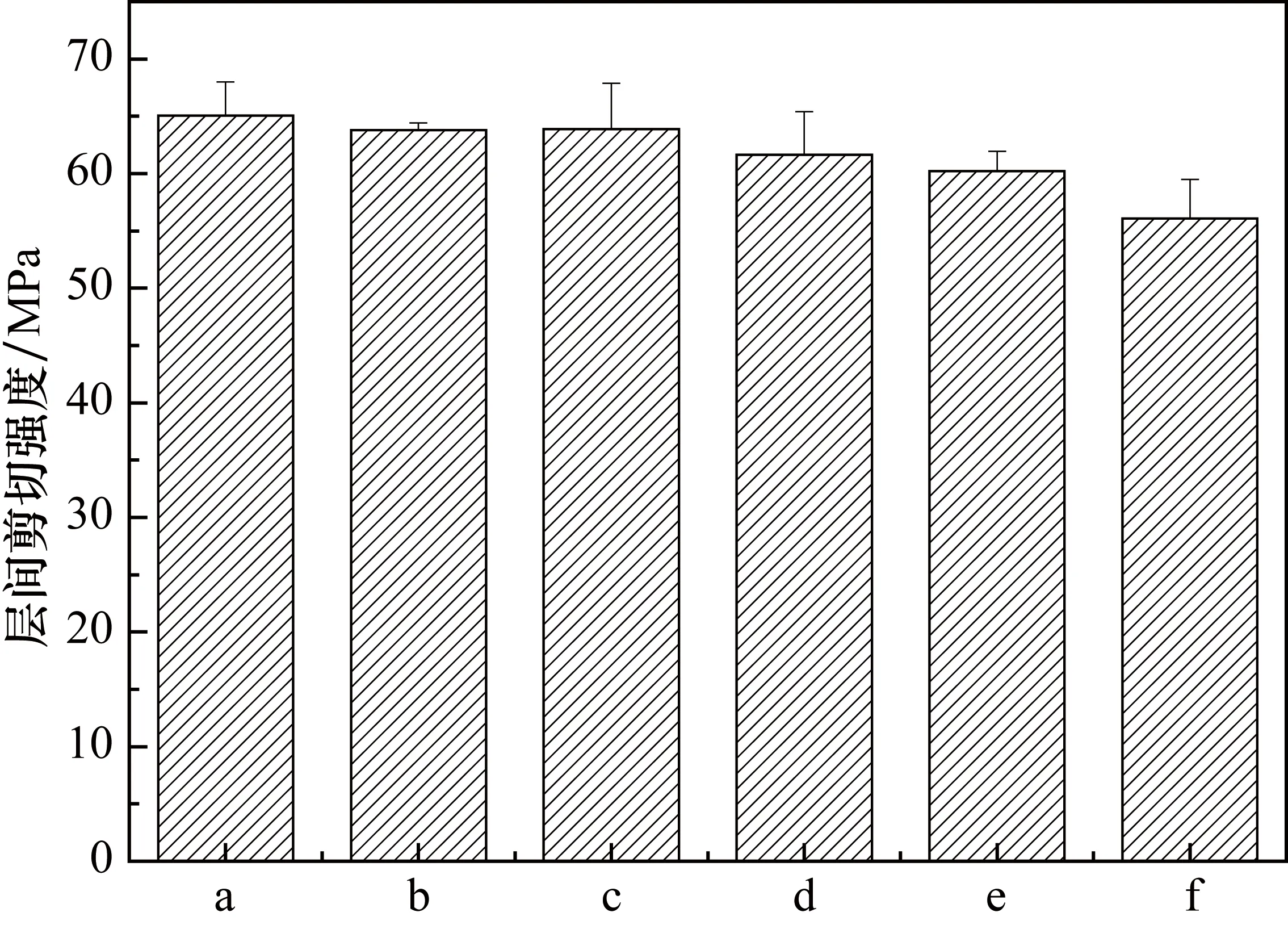
图3 热循环对T300/QY8911层合板层间剪切强度的影响
由图3可见,与未经历热循环的完好层合板相比,经历一次热循环后T300/QY8911层合板的层间剪切强度逐步降低,但降低幅度不大,经历235 ℃处理后层合板(见图3中的e)的层间剪切强度下降了7.4%;随着热循环次数的增多,T300/QY8911层合板的层间剪切强度下降程度加剧,经历4次不同温度热循环后,T300/QY8911层合板(见图3中的f)的层间剪切强度下降了13.8%。因此,提高热循环温度和热循环次数会增大分层缺陷扩展的概率。
2.4 裂纹尖端能量释放率与界面性能对分层扩展的影响
本文采用ABAQUS有限元程序,在含分层缺陷层合板最大应力的层间处加入无厚度的界面单元,计算分析了不同裂纹长度裂纹尖端的能量释放率Gc,并以不同温度下发生分层扩展的临近部位的层间剪切性能来表征裂纹尖端界面性能,以考察裂纹尖端能量释放率与界面性能对分层扩展的影响,结果如图4与图5所示。
由图4可见,随着裂纹长度的增加,裂纹尖端的能量释放率Gc下降很快,这说明随着裂纹长度的增加,裂纹扩展的能量释放率降低,不会出现裂纹的失稳扩展。而图5表明不同温度扩展后的层间剪切强度相当。因此可以推断:在易发生分层扩展的温度制度下,分层扩展是一个动态过程:在降温过程中,随着残余应力的增大,界面性能的增大,裂纹逐渐扩展,应力得到释放,能量释放率降低,当能量释放率降低到低于层间断裂韧性值时扩展停止;待再提高后处理温度经历一次热历程后,界面性能继续降低,则裂纹继续扩展,直至扩展到边缘后应力得到彻底释放而停止。

图4 裂纹尖端能量释放率随裂纹长度的变化图
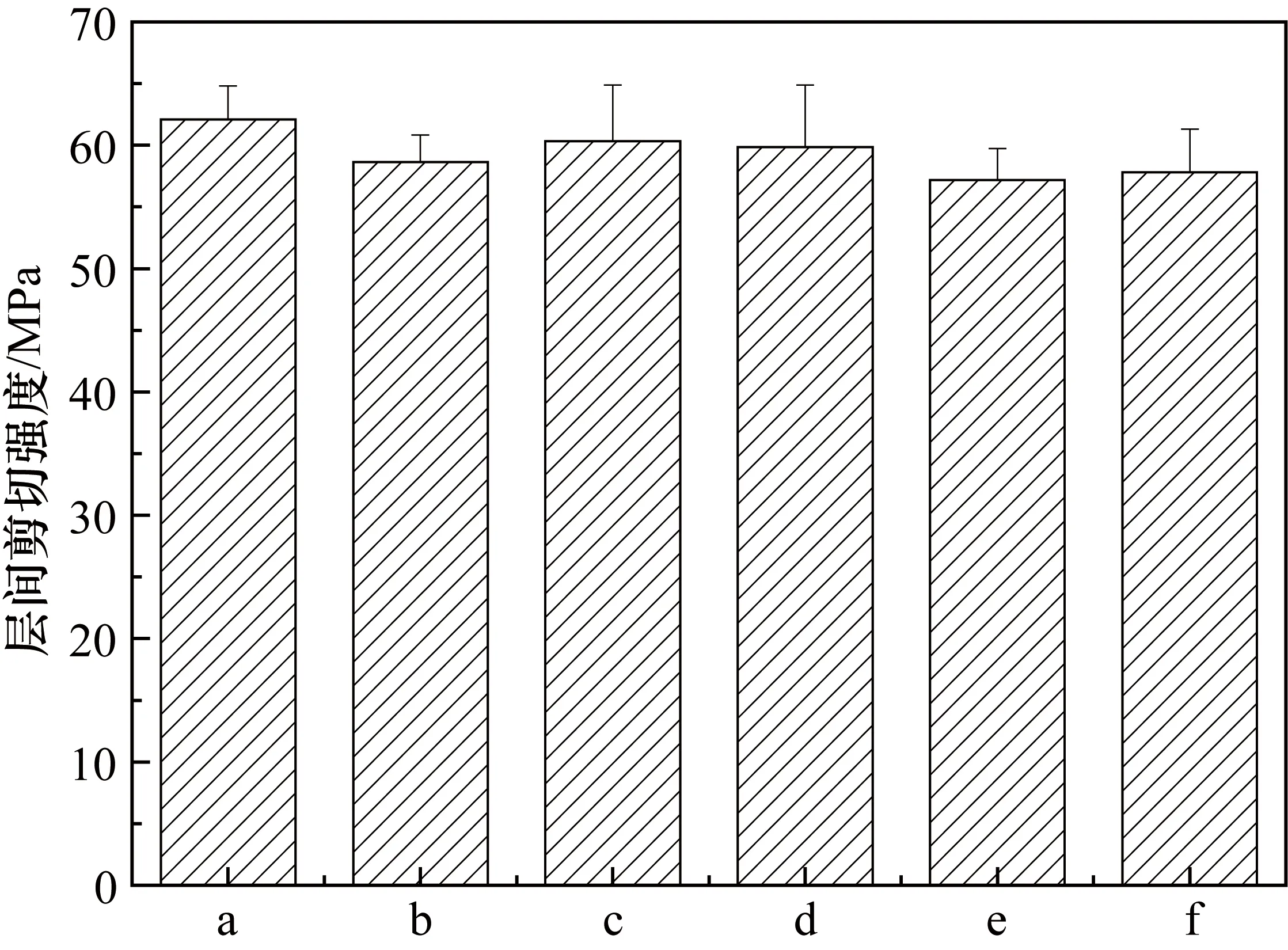
图5 T300/QY8911层合板裂纹尖端层间剪切强度
3 结论
① T300/QY8911复合材料层合板整体成型过程中发生分层缺陷扩展主要与热残余应力密切相关,与低分子物质膨胀和气泡压力关系不大。
② 增加热循环次数会显著降低T300/QY8911层合板的层间剪切强度,经历4次不同温度热循环后,T300/QY8911层合板的层间剪切强度下降了13.8%。提高热循环温度和热循环次数会增大分层缺陷扩展的概率。
③ T300/QY8911复合材料层合板整体成型过程中的分层扩展是一个动态过程:在降温过程中,随着残余应力的增大,裂纹逐渐扩展,应力得到释放,能量释放率降低,当能量释放率降低到低于层间断裂韧性值时扩展停止;待再提高后处理温度经历一次热历程后,界面性能继续降低,裂纹继续扩展,直至扩展到边缘后应力得到彻底释放而停止。
