纺机移丝嘴陶瓷配件成型工艺研究*
2021-06-01刘鑫朱曰春马宇峰
刘鑫 朱曰春 马宇峰
(1.浙江工业职业技术学院机械工程学院,浙江绍兴 312000;2.绍兴华裕纺机有限公司,浙江绍兴 312000)
0.引言
近年来,纺织机械行业深入推进产业升级,在新型高效、低能耗、柔性化、自动化、数字化、智能化等多方面取得了不同程度的进展,技术创新和结构调整支撑了行业的稳定高速增长。与此同时,纺织机械的机器运转速度也随之大幅提高,整个机器上与丝束密切接触的零件在丝束的高速运动下磨损速度急剧增加[1]。以前的纺机配件大多采用碳钢经过热处理或者镀铬等工艺来提高耐磨性,随着丝束的高速运转会导致零件磨损并在和丝束接触处产生凹槽容易将丝束挂断,甚至零件磨损严重而产生报废[2]。现在通常采用陶瓷零件来解决这个问题,陶瓷材料化学稳定性好,具有硬度高、强度高、耐高温、耐磨损和耐腐蚀等非常优良的性能,已成为众多高新技术领域的重要材料,纺机配件采用陶瓷材料,使用在纺织机械的送丝机构上,可以成倍的提高纱线和纤维的生产速度,同时提高纺织机械零件的使用寿命,已广泛应用于加弹机、倍捻机、细纱机、纺纱机、络筒机、喷水织机、电脑绣花机、织袜机等纺织机械领域[3]。
1.制件结构分析
移丝嘴是倍捻机丝道上的其中一个关键零件,随着机器的高速运转,在送丝机构上做往复运动,由于移丝嘴长期和高速移动的线束接触,需要较高的硬度和耐磨性,选择陶瓷材料来满足使用要求,从而提高产品的使用寿命,移丝嘴产品结构图如图1所示。
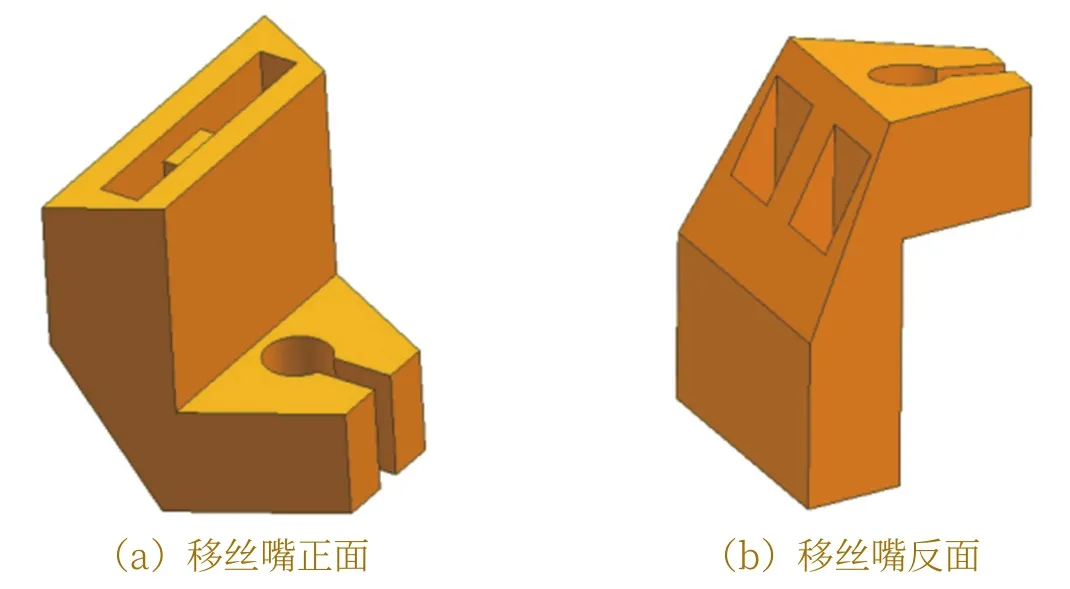
图1 移丝嘴产品结构
2.移丝嘴成型工艺方案确定
移丝嘴产品采用陶瓷材料,与之前的金属材料的成型工艺相比区别很大,陶瓷材料的成型工艺主要采用粉末冶金工艺。传统的陶瓷粉末模压成型工艺有很大的技术局限性,为了保证顺利顶出,产品只能在模具的压制方向上有复杂形状;同时在模压过程中由于粉末与模具之间摩擦力导致模压产品内部密度不均匀,从而造成模压产品在烧结工艺中出现尺寸收缩甚至开裂等缺陷。
陶瓷粉末注射成型(CIM:Ceramics Injection Molding)是一种新的陶瓷材料零部件制备技术。该工艺是将塑料注射成型原理引入到陶瓷材料粉末冶金工艺中而产生的一种崭新的零件成型工艺。通过将陶瓷粉末和聚合物粘结剂相互混合均匀,经注射机螺杆的旋转产生压力将混合后的粘塑性流体注入对应的模具进行成型,产品顶出模具后再脱除粘结剂后进入高温烘箱进行烧结,从而得到致密的各种陶瓷零件。陶瓷粉末注射成型工艺具有常规的粉末冶金工艺和金属机加工工艺无法比拟的优势。该工艺成型的陶瓷零件组织密度均匀,烧结后没有孔隙;零件的硬度高、强度高、耐高温、耐磨损性能优越;零件成型尺寸精度高,无需后续的机加工工艺,可以实现连续、批量生产[4-5]。
因此,移丝嘴产品采用陶瓷粉末注射成型进行生产,通过对纺织机械陶瓷零部件粉末注射成型工艺研究,并对生产的陶瓷纺机零部件性能进行分析,从而制备高精度、高光洁度和低能耗的陶瓷零部件来满足高速化纺织生产的需求,通过广泛应用先进技术,提升企业智造水平,不断实现工艺和产品升级,进而提高纺织机械的市场竞争力[6]。
3 陶瓷移丝嘴成型工艺过程
在陶瓷移丝嘴零件的陶瓷粉末注射成形生产过程中,氧化铝粉末原料颗粒细小并且形状不规则,经过和粘结剂混合形成的喂料在注射成型过程中需要更加精准的控制注射成型工艺参数,后续的脱脂、烧结、抛光等每个工序都密切影响陶瓷移丝嘴产品的质量。陶瓷移丝嘴零件的陶瓷粉末注射成型生产工艺流程图见图2。
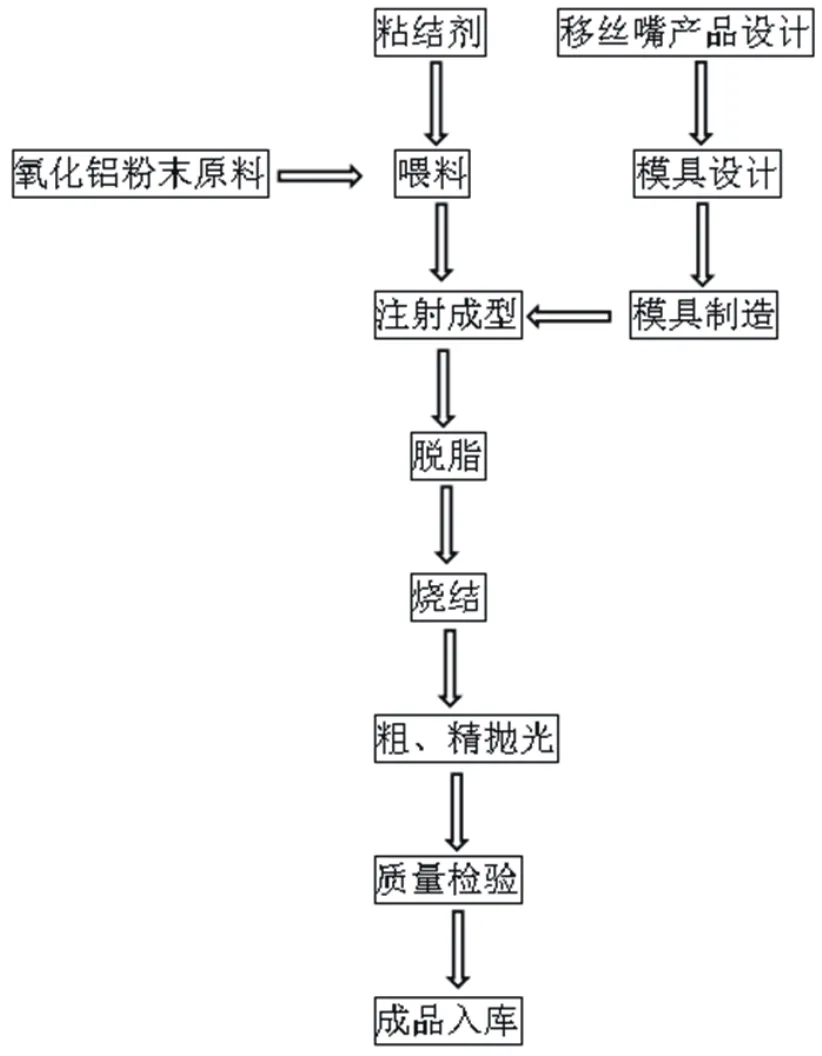
图2 陶瓷粉末注射成型工艺流程图
3.1 喂料的制备
喂料制备是将陶瓷粉体与适量的有机载体按一定配比在一定温度下进行混炼,然后干燥、造粒,得到注射喂料。用作注射成型的氧化铝陶瓷喂料需要具备足够高的固含量,良好的流变性以及热力学稳定性。喂料的性能主要取决于粉体的性质和粘结剂的选择,移丝嘴喂料选择氧化铝粉末和粘结剂按一定比例混合,如图3所示。
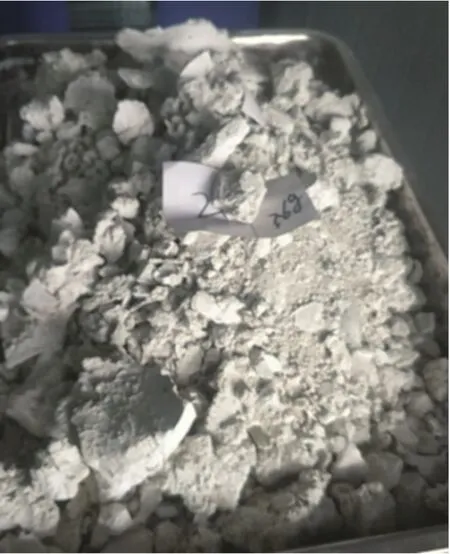
图3 均匀混合的原料
3.2 移丝嘴模具设计与制造
根据移丝嘴产品结构特点和产品具体使用要求,在UG NX10软件中进行产品的模具设计。该产品结构难度一般,产品按照两个方形孔轴向方向摆放,选择单分型面模具结构,为提高模具生产效率,采用一模六腔环型布局,同时需要考虑到陶瓷材料后续脱脂和烧结过程会产生收缩,根据材料性能选择合适的产品收缩率来保证成型后的零件尺寸精度。
根据设计完成的模具图纸进行模具的加工和装配。与常规塑料相比,陶瓷粉末和粘结剂混合后的喂料容易对模具产生较大的磨损,为了提高模具使用寿命,模具关键模仁部分选用S136模具钢进行制造。
3.3 注射成型
移丝嘴注射成型主要成型工艺参数为:喂料熔体温度180℃、注射压力30MPa;产品在注塑机中完成注射成型、冷却后由顶杆定出,人工去除料头及浇口凝料后得到移丝嘴注射成型肧件,分别如图4、图5所示。
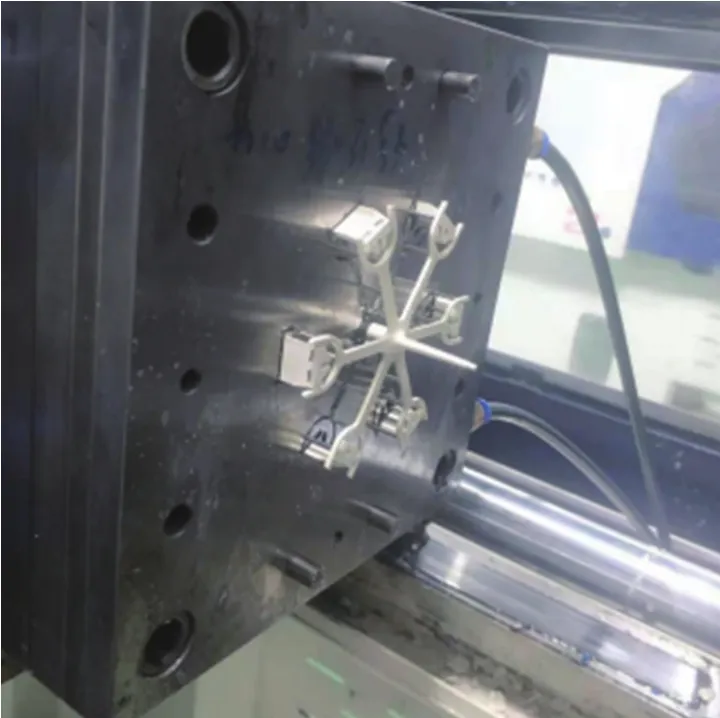
图4 注射成型过程
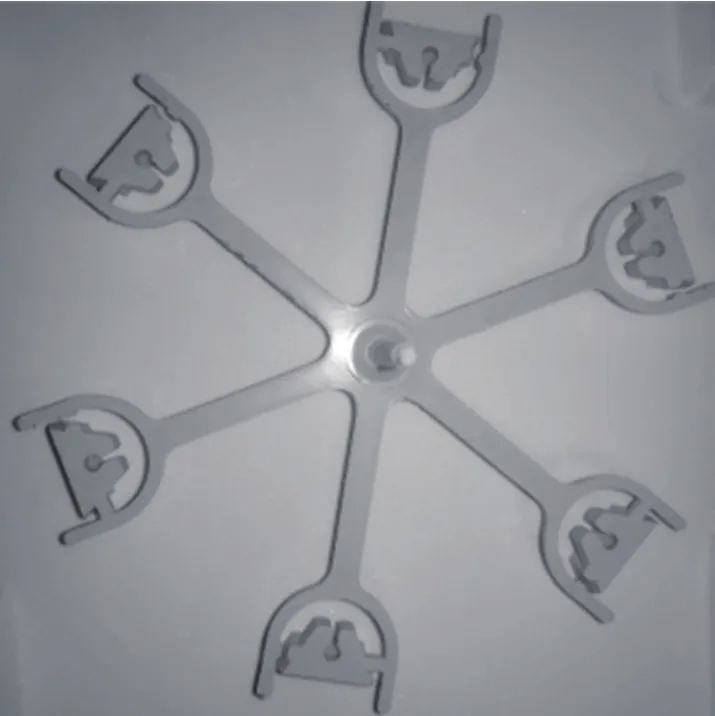
图5 移丝嘴注射成型肧件
3.4 脱脂烧结
脱脂和烧结工艺对移丝嘴产品质量的影响至关重要,处理不当极易产生裂纹、破碎、变形等缺陷。脱脂工艺主要是将注射成型完成的移丝嘴肧件中的粘结剂移除,烧结工艺是将强度和密度较低的移丝嘴肧件经高温烧结得到高致密度、高强度的产品。移丝嘴摆盘烧结过程如图6所示。

图6 移丝嘴摆盘烧结
3.5 抛光
烧结成瓷的移丝嘴产品为进一步提高表面精度,使用软质弹性或粘弹性的工具和微粉磨料,使工件表面达到镜面的光洁度,利用磨料前端的微小切削作用除去表面凹凸,移丝嘴产品抛光如图7所示,最终完成的移丝嘴成品如图8所示。

图7 移丝嘴产品抛光
图8 移丝嘴成品
4.结语
(1)利用陶瓷粉末注射成型工艺制造的移丝嘴陶瓷产品具有高精度、高光洁度、耐磨损和低能耗的优点,可以有效解决纺织机械与丝束接触的零件磨损导致的断丝问题,满足高速化纺织生产的需求。
(2)与传统的模压成型工艺相比,陶瓷粉末注射成型工艺成型的移丝嘴陶瓷产品经高温烧结后密度均匀一致,产品内部没有孔隙,提高了产品的性能特征,避免因密度不均匀而造成的裂纹和断裂现象。
(3)通过开展对纺织机械陶瓷零部件粉末注射成型工艺研究,提升企业智造水平,不断实现工艺和产品升级,进而提高了纺织机械的制造水平和市场竞争力。
