型钢矫直常见缺陷及处理方法
2021-05-26王俊北
王俊北,澎 奎
(马鞍山钢铁股份有限公司,安徽 马鞍山243000)
H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面高效型材,其截面模数、惯性矩及相应的强度均明显优于同样单重的普通工字钢[1],广泛应用于各种民用、工业建筑结构、大型桥梁、重型设备等方面。
矫直作为精整工序的重要一环,决定着产品的曲直和精度,对于H型钢的工程应用至关重要。然而,H型钢的矫直是一个极其复杂的过程,矫直过程中型材弯曲部分承受一定正向和反向弯曲或拉伸,利用钢材弹塑性特性,使其内部纵向纤维或纵向截面以及横向纤维或横向截面逐渐变得平直[2],从而实现型钢矫直。本文就H型钢矫直过程中常见缺陷进行分析,并提供对应处理方法,从而减少矫直缺陷,提高矫直质量。
1 辊式矫直机矫直原理
型钢矫直的主要作用是消除其内部残余应力,并纠正其拱翘(上下弯曲)、侧弯、扭转等常见缺陷。生产中型钢的矫直多采用辊式矫直机,其矫直原理是轧件经冷床冷却进入辊式矫直机后,在交错安装的上下矫直辊外力作用下,弯曲部位产生反弯曲,随之发生塑性变形,轧件离开矫直机后,钢材弹性回复后趋于平直[3]。
1.1 小变形矫直方案
辊式矫直机的小变形矫直方案是利用各个矫直辊压下量都能够单独调整实现矫直的一种方案,各个单独矫直辊的反弯曲率能够消除前一矫直辊产生的最大残余曲率,从而实现最终矫直[4]。小变形矫直方案矫直过程比较缓慢,但具有能量消耗小、轧件受到的总变形曲率较小的优点。
1.2 大变形矫直方案
大变形矫直方案是通过矫直辊对型钢进行数次剧烈的反弯作用消除轧件原始曲率的不均匀性,使轧件内部形成单一曲率,然后利用矫直机后续矫直辊按照矫直单一曲率方法对型钢进行快速矫直。该方案具有利用较少数量矫直辊即可实现快速矫直的优点[5],但大弯曲变形会造成轧件内部残余应力增大,从而增加矫直过程能耗。
2 矫直常见缺陷及处理方法
图1 为常见的十辊悬臂式矫直机。型钢矫直过程中受轧机轧制张力、冷床冷却时间及矫直辊压下量等因素影响,常出现有上下弯曲(拱翘)、左右弯曲、矫裂、扭转与翼缘斜度超差等缺陷。
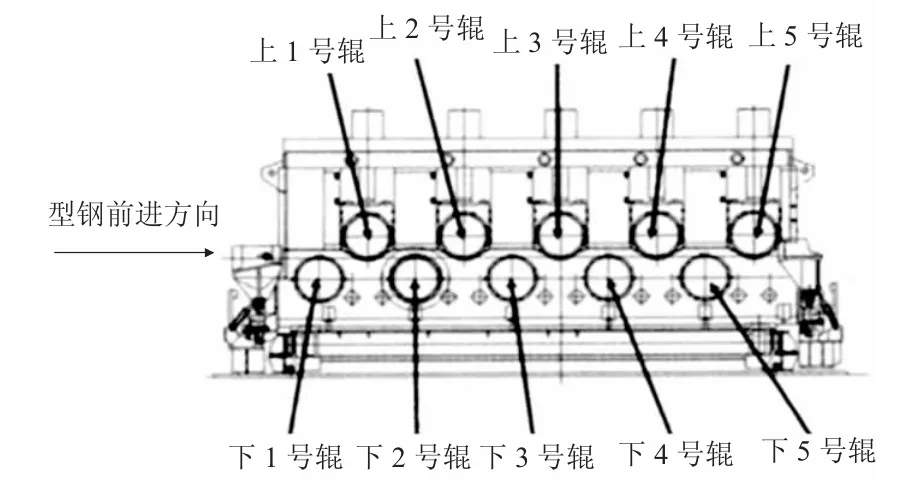
图1 十辊悬臂式矫直机
2.1 上下弯曲
型钢的上下弯曲通常也称之为拱翘,具体包括上弯、下弯、S弯及头部弯曲四种形式,产生此类缺陷的原因有:轧机轧制时采用下压力轧制,轧件下表面延伸率大于上表面延伸率,造成上弯缺陷,反之,造成下弯缺陷,见下页图2;轧件头部在冷床冷却时,其冷却速度较快,首先收缩上弯,其上表面冷却水积聚,进一步加快上表面冷却速度,进一步造成整支轧件产生上弯缺陷;矫直时,各矫直辊压下量的分配不合理。
调整方法:确保矫直辊主变形区上2号辊有足够压下量,能够达到型钢塑性变形要求,消除原有变形,使整支型材达到统一变形趋势;根据型钢弯曲情况,对上4号辊、上5号辊压下量进行适度调整。具体地,型钢矫后上翘时,减少上4号辊压下量,增加上5号辊压下量;反之,增加上4号辊压下量,减少上5号辊压下量。
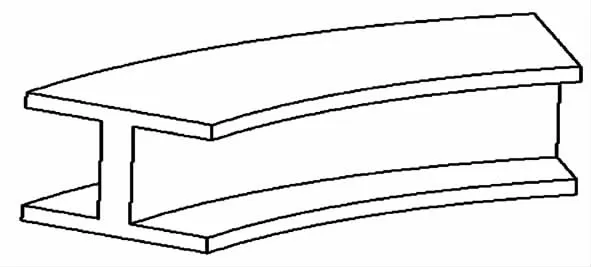
图2 型钢上下弯曲缺陷
2.2 左右弯曲
型钢的左右弯曲即侧弯见图3,其形成原因主要有三个方面:型钢轧制过程中,轧机两侧压下量不同,压下量大的一侧延伸率大,延伸快,向压下量小的一侧弯曲;型钢在冷床冷却时,翼缘两侧冷却不均匀,冷却速度慢一侧向冷却速度快一侧弯曲;型钢矫后侧弯,与上1号辊、下1号辊轴向调整不到位有关。
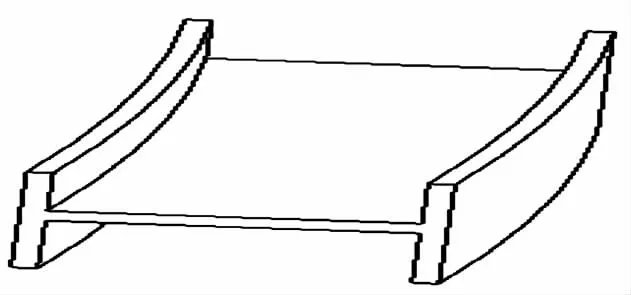
图3 型钢左右弯曲缺陷
调整方法:型钢轧制过程中,控制轧机两侧压下量,确保型钢出成品机架后保持平直;尽可能保证型钢翼缘两侧在冷床上冷却均匀,保持两侧冷却速度一致;型钢侧弯时,将矫直机上1号辊、下1号辊轴向向弯曲的相反方向调整,使钢向反向弯曲,减小弯曲剧烈程度。
2.3 矫裂
矫裂缺陷是型钢矫直过程中最严重的问题,直接影响使用。矫直过程中造成矫裂的主要原因有:轧机轧制过程中,型材腹板与翼缘的延伸二者不平衡;型钢在冷床上的冷却不合理;矫直过程中型材受到的矫直压力过大。
解决措施:合理设定轧机辊缝,使腹板、翼缘延伸率相匹配,避免腹板因延伸过快,出现中间厚两边薄现象;合理控制矫直压力,同时科学设定矫直辊R角大小,增大R角与轧件的接触面积,提高轧件抗剪切能力;使轧件在冷床上尽可能按照“I”型方式冷却,减小轧件内部残余应力。
2.4 扭转
H型钢扭转是指其断面沿某一轴线发生旋转[4],造成型钢一侧翼缘端部不能平齐放置。造成型钢扭转的原因有:型钢出成品机架时,其出口卫板的高度调整不合理;矫直机各矫直辊轴向相差太大,在过程中受到力偶作用,从而产生扭转。
解决措施:合理调整成品机架出口卫板高度,避免轧件受到卫板对力偶的作用;调整矫直辊各轴向错位,加大矫直压力[5]。
3 结语
在型钢实际矫直工作中,有时往往伴随有多种缺陷存在,对矫直机压下量和轴向调整时要统一兼顾。同时,矫直过程中要保持与轧钢操作台的沟通,根据冷床来料情况,实时对矫直机进行调整,才能保证矫直质量。