绿化养护矩形修剪打捆一体机设计与试验*
2021-05-11奚小波王昱冒荧亮赵映张剑峰张瑞宏
奚小波,王昱,冒荧亮,赵映,张剑峰,张瑞宏
(1. 扬州大学机械工程学院,江苏扬州,225127; 2. 农业农村部南京农业机械化研究所,南京市,210014)
通讯作者:张瑞宏,男,1960年生,江苏扬州人,博士,教授;研究方向为农业工程与装备。E-mail: zhang-rh@163.com
0 引言
绿化是城市乡村建设的主要组成部分,随着社会经济的快速发展,绿化建设成为改善环境的重要举措[1-3]。作为绿化经济重要的组成部分,公路绿化带可以减弱相向行驶车辆灯光的炫目感,减轻车辆擦肩而过时的危险感,同时也可缓解因长时间驾驶产生的疲惫感[4-6],而绿化带的宽度和高度会对驾驶人员产生影响,且绿化带生长周期较快,因此定期的修剪与养护成为了公路尤其是高速公路维护的一项重要的工作[7]。
从20世纪初期开始,西方国家开始将机械设备应用到园林绿化作业中。经过约20年的发展,日本、美国等国家开始使用车载悬臂式园林机械,这种园林机械可满足不同植物的修剪要求。80年代后,一些欧美国家开始使用园林机械进行公路绿化养护。进入21世纪后,发达国家公路绿化养护已经实现机械化,但是由于国外高路公路的里程数较少,其使用的修剪机械大多是草坪和灌木修剪的通用设备,在高速公路绿化修剪机方面未见特殊设备[8]。
我国绿化园林机械的研究起步较晚,现阶段我国高速绿化修剪以“人工+小型绿化机具”为主,且这些机具大多功能单一,自动化程度低[9],其中应用较多的为绿篱修剪机,该机械只能实现一面修剪,需进行三次修剪才能将绿化修剪成矩形,作业效率低且成本高;同时修剪后的枝屑直接落在高速公里路上,需要进行二次清扫,存在安全隐患[10-11]。基于上述现状,设计了一种车载式绿化养护矩形修剪打捆一体机设计,以期实现绿化的修剪、收集、打捆一次性高效作业。
1 整机结构与工作原理
绿化养护矩形修剪打捆一体机主要由矩形修剪装置和枝屑收集打捆装置两大部分组成,如图1所示。整机装置由运载车搭载,支撑调节臂通过液压系统与齿轮转盘机构实现修剪装置的位置调节,使之处于合适的工作位置。修剪装置为矩形式,以符合绿化养护修剪的形状要求,其顶端与两个侧部均设置了电动修剪机构。修剪后的绿化枝屑在经过粉碎装置二次粉碎后,通过输送带运至风管口,风管口与离心风机连接,粉碎的枝屑通过管道并经旋风分离器作用分离至输送带处,通过输送带喂入打捆机完成修剪枝屑的收集打捆。如此完整整个修剪过程。机具的主要工作参数见表1。
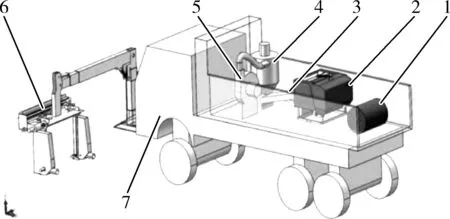
图1 绿化养护矩形修剪打捆一体机总体结构Fig. 1 Overall structure of rectangular trimming and baling machine for green conservation1.枝屑捆 2.打捆机 3.输送装置 4.旋风分离器 5.离心风机 6.矩形修剪装置 7.运载车
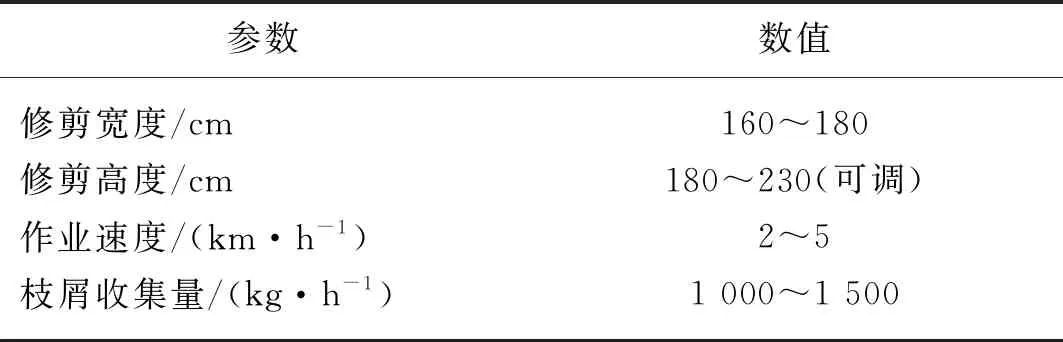
表1 机具主要工作参数Tab. 1 Main working parameters of trimmer
2 矩形修剪装置设计
矩形修剪装置主要由主臂、悬臂、挂臂、液压调节杆、修剪机和回转装置等组成,如图2所示。主臂、悬臂、挂臂等杆件用铰链连接,连接关节处用液压调节杆实现各臂的位置调节。主臂底部为液压驱动的回转装置,用于调节修剪机与车身的位置,机具不进行修剪作业时可将修剪机回转至车身前方,以利于道路行驶;挂臂为三级伸缩杆,可完成修剪机的位置收放,悬臂液压调节杆用于调节修剪机的高度位置,以适应不同高度的绿化修剪要求;挂臂液压调节杆用于调节修剪机竖直位置状态,以保证修剪出的绿化带为矩形形貌。

图2 矩形修剪装置总体结构Fig. 2 Overall structure of trimming device1.修剪机 2.挂臂 3.挂臂液压调节杆 4.悬臂 5.悬臂液压调节杆 6.主臂 7.回转装置
矩形修剪装置各部件连接关系如图3所示,是由主臂、悬臂、挂臂三个杆件的六自由度决定,其相互间的连接方式为串联。主臂与悬臂确定工作机头尾部的空间位置,挂臂与悬臂的夹角决定工作机头末端的空间姿态。修剪作业时,修剪机的割刀部分应始终保持与地面平行,以保证绿化修剪齐平,因此悬臂液压调节杆需保证θ1和θ2始终相等。根据运载车相关参数及修剪机整体布局要求,确定矩形修剪装置主要尺寸参数,如表2所示。
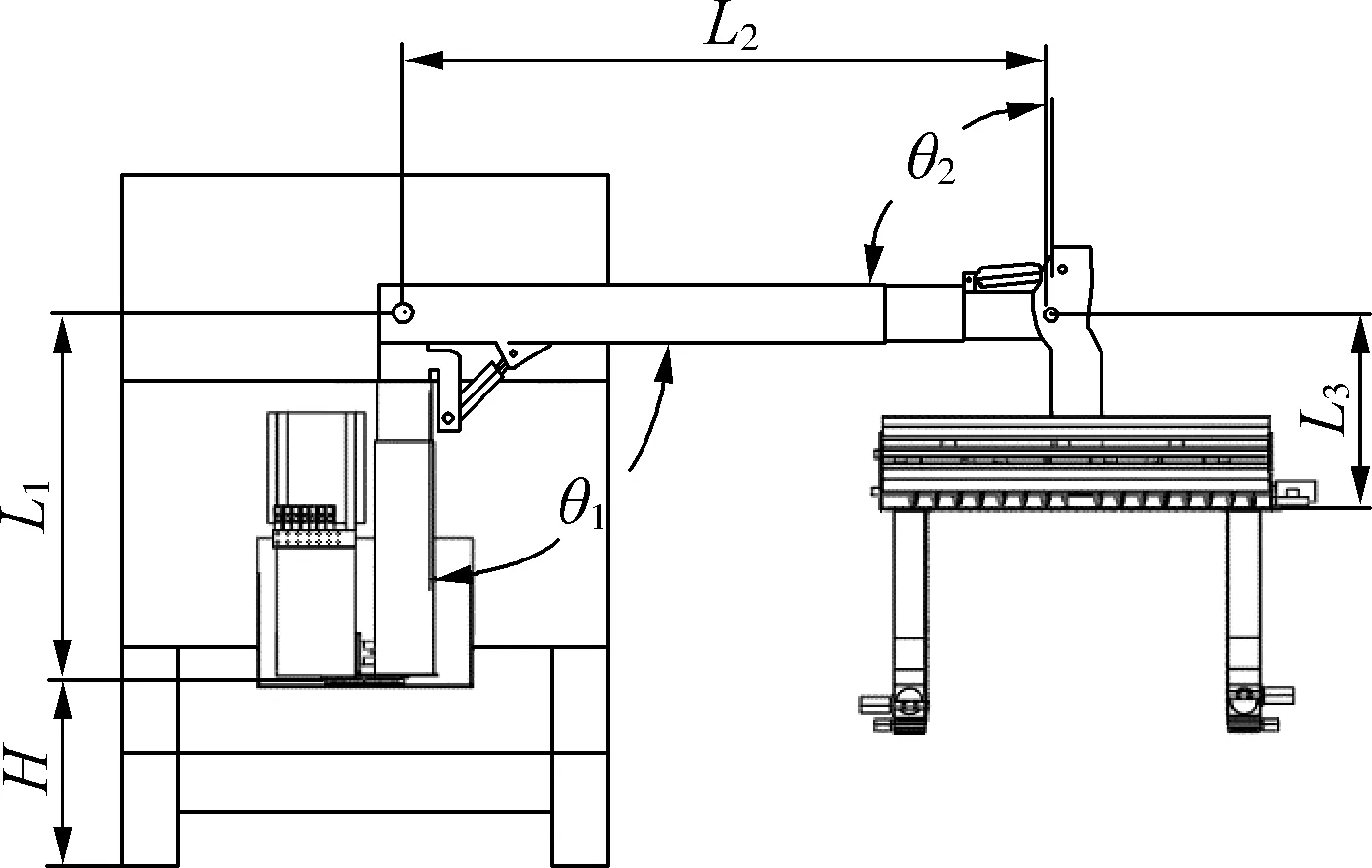
图3 矩形修剪装置各部件连接情况Fig. 3 Each component connection condition of the rectangular trimming device

表2 矩形修剪装置主要尺寸参数Tab. 2 Main dimensional parameters of the rectangular trimming device
2.1 修剪机
修剪机主要由修剪刀、拨禾轮、绞龙、粉碎刀组、输送带等组成,如图4所示。

图4 修剪机总体结构Fig. 4 Overall structure of trimmer1.输送电机 2.粉碎电机 3.粉碎刀 4.导料板 5.出料口 6.蛟龙驱动电机 7.绞龙 8.拨禾轮 9.水平修剪刀 10.垂直修剪刀 11.输送带 12.风管口
该修剪机可同时对绿化带的顶端及两侧进行修剪,达到矩形修剪效果,而普通平口修剪机只能修剪一面,本修剪机的效率是其三倍。工作时,拨禾轮将待修剪植株顶部喂入水平修剪刀口,拨禾轮下后方为绞龙,该绞龙为两段左右旋绞龙组合而成,可实现将枝屑修剪后向两侧分散输送,并与两侧垂直修剪刀修剪下来的枝屑一起经导料板落至下端的输送带,枝屑经输送带强制推送进粉碎刀组,经二次粉碎后从风管口传送至后方收集装置,强制输送粉碎装置的结构如图5所示。
修剪机中螺旋输送器,其主要由螺旋轴和螺旋叶片组成,螺旋线叶片绕着轴旋转,输送物在螺旋叶片的作用下向一端,右螺旋反时针旋转,左螺旋顺时针旋转,其行程如图6所示。

图5 强制输送粉碎装置结构Fig. 5 Structure of forced conveying crushing device1.输送带电机 2.输送带 3.粉碎刀电机 4.导料板 5.粉碎刀组 6.风管口

图6 螺旋叶片的行程图Fig. 6 Stroke diagram of screw blades
由于螺旋叶片同一元线各点的半径不同,各个螺旋角也不同,外径螺旋角ak最小,内径处螺旋角ar最大,螺旋角和升运速度有关,螺旋角越小,升运速度越小。为了使水平修剪后的枝屑能顺利排出,螺旋角应该满足以下条件[12]。
(1)
式中:φ——物料摩擦角,绿化枝屑的摩擦角约为45°。
代入式(1)求得外径螺旋角ak约为22°,内径螺旋角ar为45°。
修剪刀选择的是往复式切割刀,其具有结构紧凑、割幅大等特点[13-14],往复式割到由两组刀片组成,定刀片不动,动刀片在曲柄连杆机构的驱动下相对于定刀片做往复运动,从而切割绿化植物,如图7所示。图7中ω为曲柄转速,r为曲柄半径,l为连杆长度、a为动刀片滑道支撑位置与曲柄支点距离,配重的作用是消除曲柄运动产生的惯性力。

图7 往复式修剪刀的工作原理Fig. 7 Basic working principle of reciprocating trimmer1.配重 2.定刀片 3.动刀片 4.连杆 5.曲柄
修剪刀的单刃长30 mm、宽19 mm,在水平修剪绿化带时,修剪刀有效切削刃数为42个,修剪宽度为2 m。运载车工作速度约为0.5 m/s,刀刃切削的重复率为50%,因此修剪刀的往复运动频率为1 000次/min。动定刀片对绿化带上枝条进行修剪时,必要的修剪条件是夹住修剪枝条,为满足该条件,动定刀片必须满足式(2)。
a1+a2<λ<Φ1+Φ2
(2)
式中:a1——动刀斜角;
a2——定刀斜角;
Φ1——动刀对修剪枝条摩擦角;
Φ2——定刀对修剪枝条摩擦角;
λ——夹住修剪枝条的刀片斜角临界值,且随着切割深度而不同,λ设计选用50°。
考虑到绿化带枝条含水量通常处于20%~40%的区间里,因此可将刀片对枝条的力可等效成软固体切压问题[15],枝条的压切受力模型如图8所示,刀刃作用于枝条上的力
(3)
式中:FN——切压的正压力分力;
FT——切割运动方向分力;
R——枝条纤维的断裂韧性;
w——刀具刃口和枝条截面的瞬时切割线长度;
ξ——刀具刃口进给速度在切向与法向的分量的比值。

图8 枝条的压切受力模型Fig. 8 Pressure and shear force model of branches
v1与v2分别为动刀片和定刀片的切入速度,则两种刀片的切入速度的法向速度和切向速度分别为v1cosα1、v1sinα1和v2cosα2、v2sinα2,两刀片切压比ξ1与ξ2分别为tanα1、tanα2,则刃口作用于枝条上的力可表示
(4)
最终可计算得刀片修剪枝条时合力
(5)
绿篱枝条的平均直径约2 cm,枝条纤维的断裂韧性R取4.825 MPa·mm1/2,设计中修剪刀动刀片与定刀片与底边夹角均为110°,则可得α1和α2均为20°。当两刀片的切割线在枝条外圆上第一次相交时,此时所需切割力最大,此时刀具刃口和枝条截面的瞬时切割线长度w1=w2都等于Dcosα。将上述参数代入式(5),可得刀片的单个槽口所需的切割力为96.4 N。水平修剪刀有效切削刃数42个,竖直修剪刀有效切削刃数23个,根据单个槽口切割所需的力,可得水平修剪刀工作时所需切割力为4 048.8 N,竖直修剪刀工作时所需切割力为2 217.2 N。得到这两个力后,还需要计算连杆的惯性力矩MI、法向惯性力Fx′、切向惯性力Fy′、动刀片惯性力Fd′、动刀片滑动轨道的约束力N,以计算得电机的驱动力矩Mo和电机功率P以供电机选型[14]。

(6)
式中:mR——连杆质量;
mD——整个动刀片质量。
计算可得水平修剪刀电机与竖直修剪刀电机的功率分别为2.61 kW与1.35 kW。根据计算功率与转速需求,水平修剪刀电机与竖直修剪刀电机分别选用Y2-132M-8型电机与Y2-112M-8型电机,该种Y型号电机效率高、耗电小、体积小、重量轻,且为全封闭自扇冷式,可有效防止灰尘与枝屑的进入,两电机参数如表3所示。
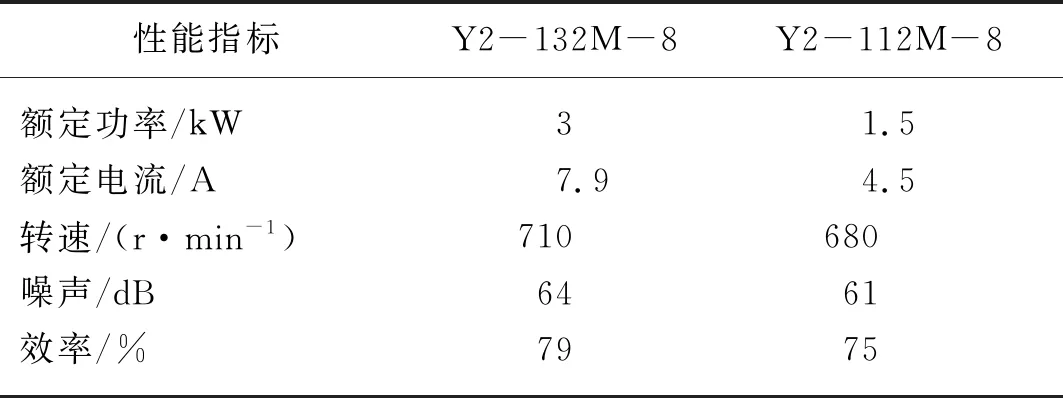
表3 修剪刀电机的主要参数Tab. 3 Main parameters of trimming scissors
2.2 回转装置
回转装置用于支撑整个修剪机的同时实现修剪机的回转收放,其主要由底座、转动台、传动齿轮、从动齿轮、电机、中心轴、固定套等组成,结构如图9所示。固定套固接在转动台上,修剪机的主臂与固定套相连,电机驱动传动齿轮转动从而带动从动齿轮工作,从动齿轮固接于转动台,实现转动台的整体回转,如此实现修剪装机的回转。传动齿轮需带动从动齿轮转动,要求转速慢,传动比小,其主要参数如表4所示。
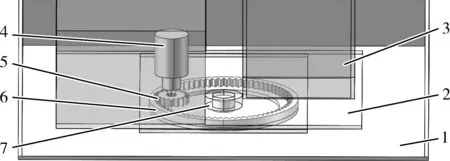
图9 回转装置总体结构Fig. 9 Overall structure of swivel gear1.底座 2.转动台 3.固定套 4.电机 5.传动齿轮 6.从动齿轮 7.中心轴
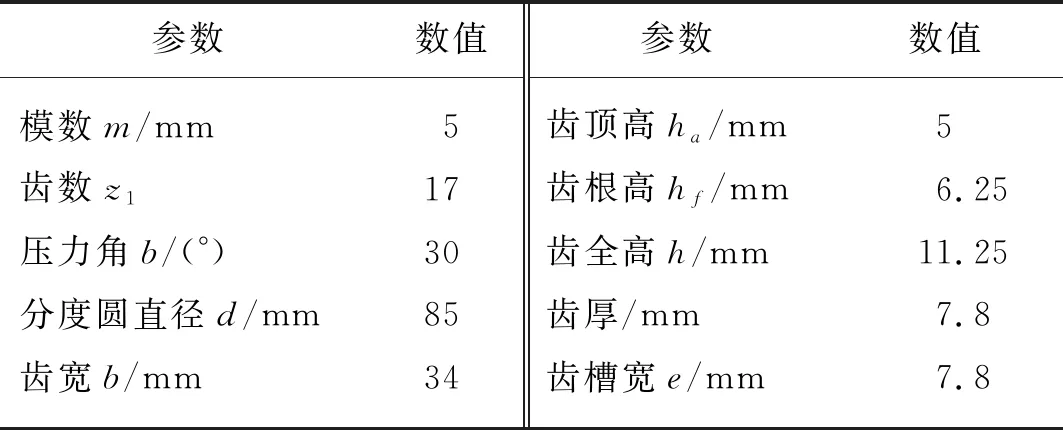
表4 传动齿轮主要参数Tab. 4 Main parameters of transmission gear
3 枝屑收集打捆装置设计
3.1 主要部件选型
枝屑收集打捆装置主要包括离心风机、管道、旋风分离器、带式输送机、打捆机等,如图1所示。经强制输送粉碎后的枝屑在风管口由离心风机作用被吸入管道内,而后被传送至运载车车厢。管道的末端连接旋风分离器,旋风分离器工作时,夹杂着枝屑的气体便会从气固两相入口进入分离器内,螺旋形构造使得惯性较小的气体从顶部空气出口排出,而具有较大惯性离心力的枝屑便会被甩到外壁面并且不断下落,枝屑掉落在底部的输送带被传入打捆机内进行打捆作业。相关主要部件参数由表5、表6所示。
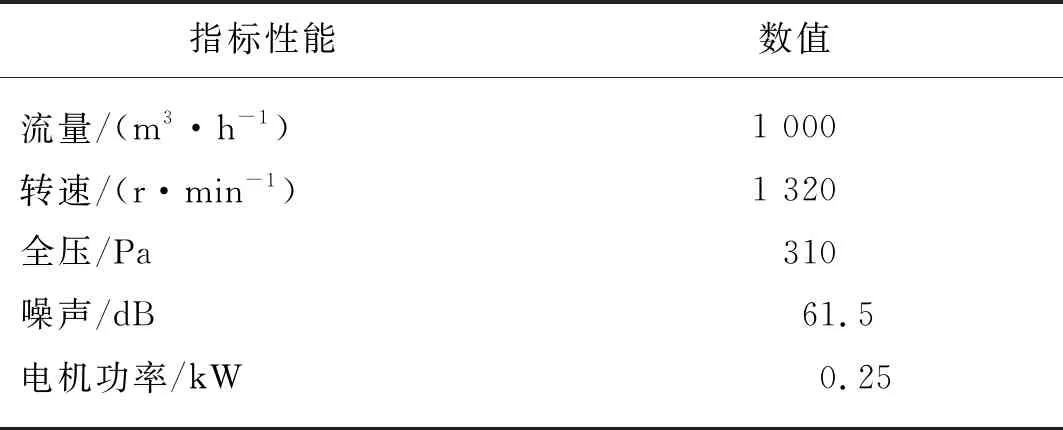
表5 GDF2.5-8型离心风机参数Tab. 5 Parameters of GDF2.5-8 centrifugal fan

表6 CJK02型旋风分离器参数Tab. 6 Parameters of CJK02 cyclone separator
离心风机作为关键的传输部件,它把粉碎后的枝屑通过气压吸到后面的清选装置和打包装置处。为保证离心风机工作的稳定性,需要其满足适用性好、工作平稳、噪声低、结构紧凑、安装方便等要求。GDF2.5-8型离心风机可满足需求,并可与管道直接连接方便拆装,且经济性好。
旋风分离器的主要功能是使气体与固体、液体相分离以确保机器的输送管道和相关设备的安全性和可靠性,其需要满足分离性能优异,适合随车携带,结构简单,易于维修等需求。CJK02型旋风分离器满足需求并且体型较小,分离效率高。
3.2 打捆机设计
打捆机将疏松的枝屑收集压缩以达到节省空间、提高收集量的目的,收集作业也因此避免了枝屑修剪后在道路上被吹散,从而降低了养护作业的安全隐患。本设计采用圆捆打捆机,捆绳选用麻绳,相较于铁丝与塑料绳,麻绳的优点是可直接与枝屑一并处理,且成本低廉[16]。打捆机的打结器使用最多的是C型和D型,C型打结器打的是活结,具有捆绳拉力小、结构复杂、结绳稳定性好等特点;而D型打结器打的是死结,具有成结质量高、结构相对简单、易于拆装、所成草捆密度大等特点[17-18]。在进行修剪枝屑打捆时,草捆密度大、打捆拉力大,因而本设计中打结器选用D型打结器。
在卷捆机构中,卷捆室由辊子环绕组成,为使得卷捆室有足够容积,打捆机辊子数选用12根,而且为让枝屑能够顺利成捆,设计中将12根辊子分成四组,底部推送组,上部提升组,顶部导引组,前部卷引组,其各需要4、4、2、2根,如图10所示。12根辊子围成圆柱形空间,各个辊子作用不同,辊子1、2、3、4为一组,其作用是水平输送枝屑;辊子5、6、7、8为一组,其作用是使枝屑爬升;辊子9、10为一组与11、12为一组的辊子作用都是调节草捆的成形与密度。

图10 卷捆机构导送辊子布置图Fig. 10 Arrangement of guide roller for binding mechanism
在打捆机工作时,修剪下来的枝屑由输送带送至卷捆室,在导送棍子摩擦力的作用下,枝屑被输送,然后被卷起来,当枝屑被卷起到一定高度后,枝屑在重力的作用下掉落与输送进来的枝屑绕在一起形成捆芯;而随着输送进来的枝屑逐渐增多,草芯越卷越大从而成为草捆,当草捆大到所设定的要求值后,打捆机便会停止卷草,捆绳器把捆绳绕到草捆上,再由打结器打结,最后从卷捆室内卸出。其工作原理如图11所示。

(a) 形成枝屑捆芯

(b) 枝屑捆直径逐渐扩大

(c) 枝屑捆形成

(d) 枝屑捆卸出图11 打捆机工作示意图Fig. 11 Working progress schematic of baler
3.3 打捆机机架模态分析
机架作为打捆机中的主要支撑部件,其结构对打捆机整机的正常工作影响显著,机架的振动特性不好便易与运载车形成共振,从而导致打捆机的紧固件、传动件失效。为此使用ANSYS软件对机架进行模态分析,首先将机架模型导入ANSYS软件中进行材料属性定义与网格划分,如图12所示。
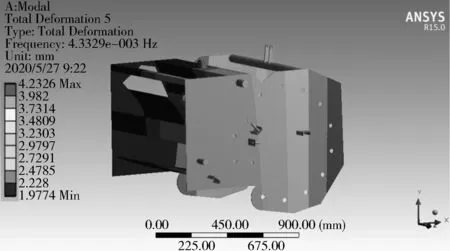
打捆机正常工作时,导送辊子的转速为220~280 r/min,每个辊子的转动频率为3.66~4.67 Hz,一般情况下车辆受路面的激励频率在0~50 Hz[19]。图13为打捆机机架不同模态振型,可以看出机架在不同频率下,振型趋势不同,但总变形量较小,在4.23~5.20 mm范围内。表6为打捆机机架不同模态固有频率,可以看出,最小固有频率为55.564 Hz,该频率大于辊子转动频率与路面激励频率,所以卷捆作业时辊子、机架与运载车不会发生共振现象,设计合理。

图12 打捆机机架网格模型Fig. 12 Mesh model of baler frame

(a) 一阶模态振型

(b) 二阶模态振型
(c) 三阶模态振型

(d) 四阶模态振型
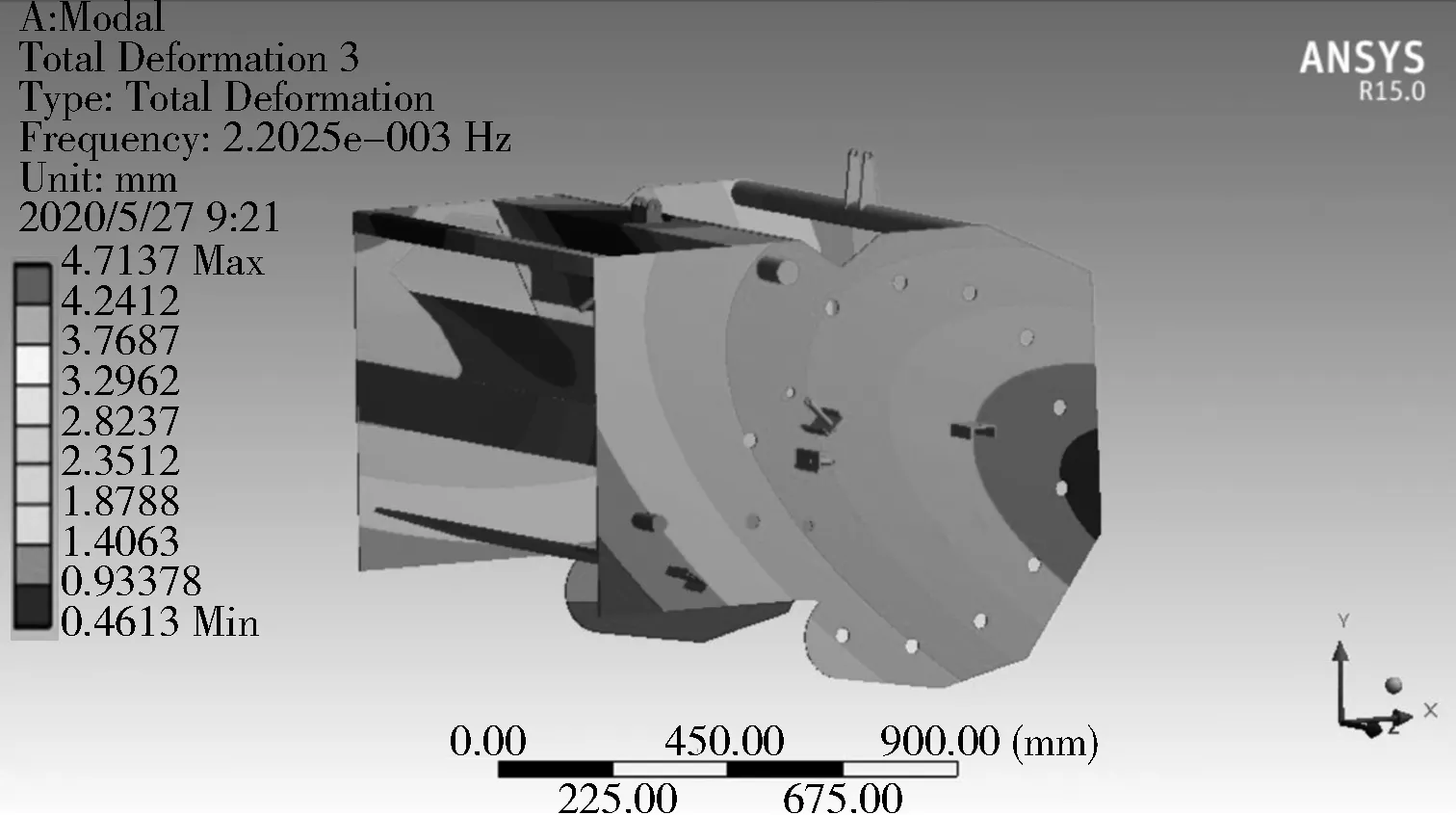
(e) 五阶模态振型

(f) 六阶模态振型图13 打捆机机架不同模态振型Fig. 13 Different modal vibration modes of baler frame
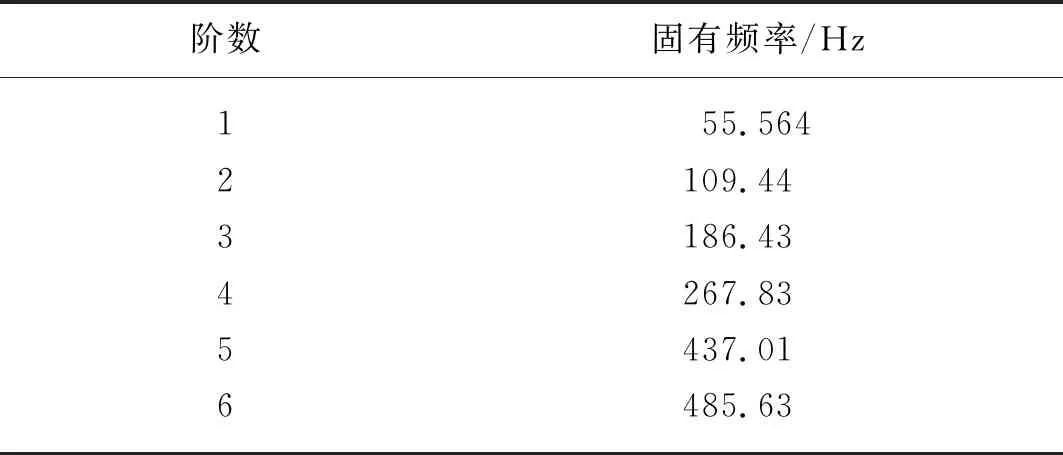
表7 打捆机机架不同模态固有频率Tab. 7 Different modal natural frequencies of baler frame
4 样机试验
为了验证设计的合理性与可行性,试制了矩形修剪打捆一体机。2019年10月在江苏宁靖盐高速公路兴化段进行了试验使用,样机及作业现场如图14所示。修剪绿化为桧柏,修剪前柏木高度在2.0~2.1 m内不等,宽度在1.6~1.8 m内不等。将修剪装置调整到合适位置后开始作业,修剪速度为3 km/h,修剪距离2 km。修剪后桧柏平均高度为1.9 m,平均幅宽为1.6 m,误差在2 cm范围内,修剪后桧柏顶面与侧面整齐统一,符合《城市道路绿化规划与设计规范》[20]要求。修剪后的枝屑可实现在线收集压缩打包,未有大片枝屑撒落堆砌在地面,收集打捆装置工作性能稳定,枝屑处理能力为1 280 kg/h。经实地试验,矩形修剪打捆一体机修剪效果可与人工修剪效果相当,其修剪效率为普通绿篱修剪机的3倍,并可在修剪同时收集打捆落下枝屑,实现其设计要求。

图14 矩形修剪打捆一体机作业现场Fig. 14 Working site of the rectangular trimming and baling machine
5 结论
1) 所设计的绿化养护矩形修剪打捆一体机主要由矩形修剪装置和枝屑收集打捆装置组成,修剪装置的顶端与两侧面设置了往复切割剪刀,顶端枝屑修剪后由绞龙向两侧分散,与两侧修剪枝屑共同落至强制输送粉碎装置,经二次粉碎后通过风机吸送至车厢,后经收集打捆装置捆包处理。
2) 采用圆捆打捆机将收集的枝屑打包压缩便于车载储运,对打捆机机架进行了模态分析,机架在不同频率下的总变形量为4.23~5.20 mm,最小固有频率为55.564 Hz,作业时辊子、机架与运载车不会发生共振现象,设计合理。
3) 桧柏修剪试验显示,修剪后的桧柏平均高度1.9 m,平均幅宽为1.6 m,误差在2 cm范围内,修剪后桧柏顶面与侧面整齐统一,收集打捆性能稳定,枝屑处理能力为1 280 kg/h。
