卫星490NG发动机复材支架测调方法改进
2021-05-08徐云甫李继东
周 勇 徐云甫 李继东 赵 婕 段 萍
(北京卫星制造厂有限公司,北京 100094)
1 产品特点
490NG发动机复材支架(如图1所示)是东四平台卫星结构分系统的关键部件,它是与星体之间的物理接口,承受了从研制到在轨运行整个寿命期内的各种载荷。490NG发动机支架测调是卫星结构部装阶段的关键工序,装调精度及效率关系卫星部装质量及进度。
490NG发动机复材支架结构形式与原DFH-4平台490NG发动机支架构造基本相同,由法兰盘、接头1、2和6根碳/环氧复合材料连接杆件以及3个连接角盒组成[1]。支架的角盒、接头以及3组连接杆沿圆周按120 °均匀分布。连接杆与接头之间使用常温固化胶胶接,接头再与法兰盘胶螺。支架通过角盒与承力筒连接,490NG发动机安装于法兰盘面上。法兰盘和角盒为铝(2A12T4)机加件,如图1所示。
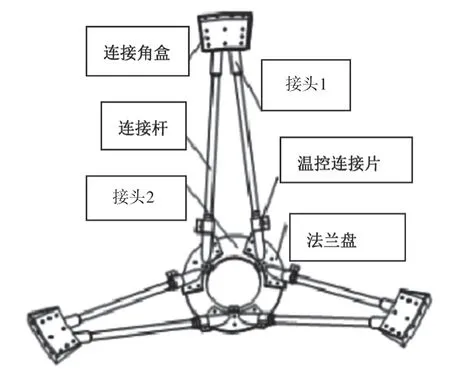
图1 490NG发动机支架示意图
490NG发动机支架安装模板是测调发动机支架所使用的工装,支架和工装的位置关系由3处定位销保证,确保模板中心和支架中心重合,通过测调模板使490NG发动机支架精度满足要求。在整个490NG发动机支架测调过程中,安装模板不仅传递尺寸精度,还保证了发动机安装的正确性,因此发动机支架安装模板是整个测调环节中的关键要素。
2 传统测调方法
2.1 发动机接口状态
2.1.1 支架与发动机接口状态
490NG发动机复材支架接口精度要求主要是为保证490NG发动机的装配精度,其体现形式为位于Ф162 mm分度圆上的3-M5螺纹孔的位置度要求,第一孔从+X坐标轴向+Y坐标轴旋转45 °,3个螺纹孔呈均布状态。490NG发动机安装面离整星基准面的距离为(75±0.2) mm,复材支架与490NG发动机相同。
2.1.2 支架与承力筒接口状态
490NG发动机复材支架与承力筒的接口形式与DFH-4平台卫星490NG发动机支架状态相同,通过3个连接角盒与承力筒侧壁上的M5孔套相连,角盒上Ф6.5 mm连接孔及Ф5 mm公差H9的定位孔在装配时配打,如图2所示。
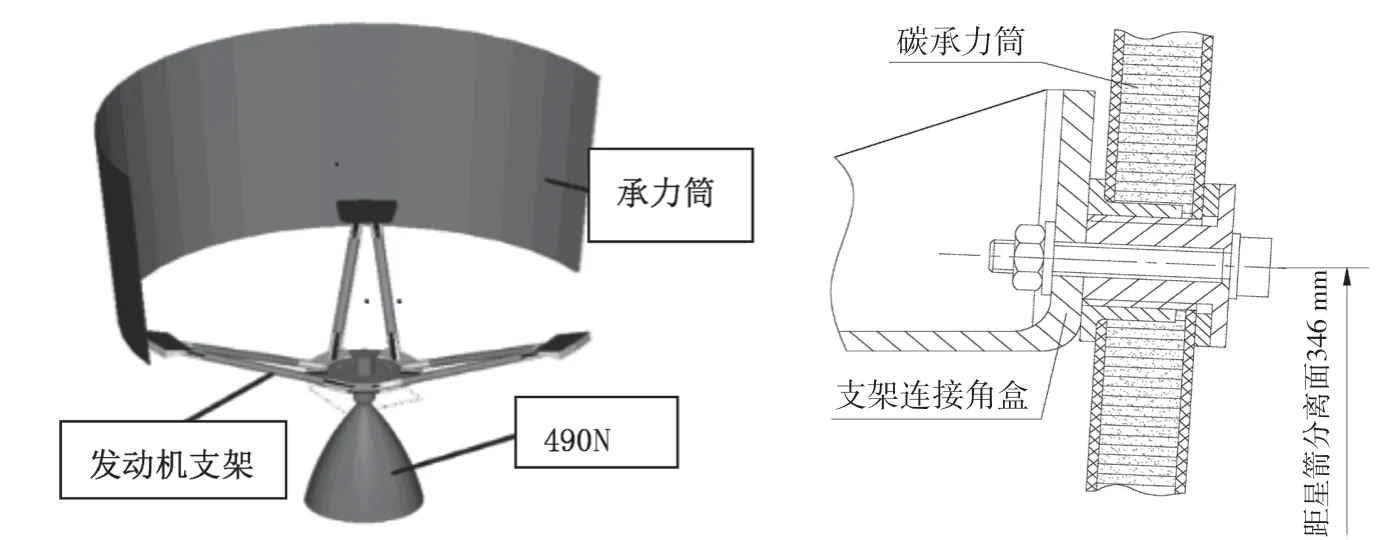
图2 支架与承力筒的连接设计
与中心承力筒安装位置距离对接框基准面高度为346 mm,满足与运载接口要求中规定的发动机支架安装位置与对接框基准面高度大于25.4 mm的要求。
2.2 发动机支架测调指标
490NG发动机支架的精度如下:1) 发动机支架安装面与整星基准面的距离为Z=(75±0.2)mm。2) 发动机支架安装490NG发动机的安装点组成圆的轴线与整星基准轴同轴度为φ0.5 mm。3) 发动机支架对接面与整星基准面平行度为0.2 mm。
2.3 传统测量方法
发动机支架安装模板测调合格后,将发动机支架安装到模板上,如图3所示。因此模板的测调精度需优于发动机支架安装精度,具体要求如下:1) 安装面与整星基准面的距离为Z=(75±0.1) mm。2) 模板定位销组成圆的轴线与整星基准轴同轴度为φ0.3 mm。3) 模板提供的490NG发动机支架安装面的高度偏差小于0.1 mm。4) 支架模板的象限与整星坐标系象限偏差小于0.05 mm。
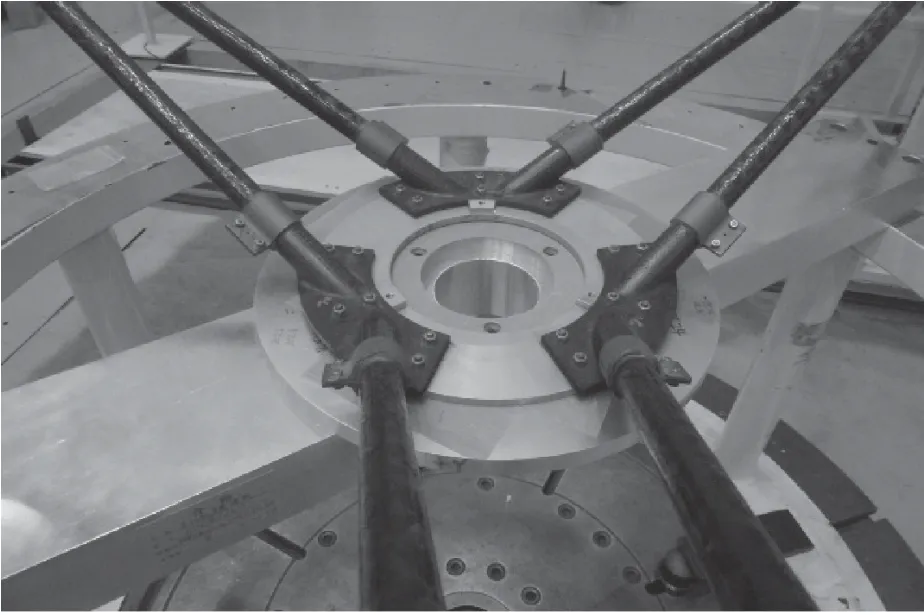
图3 模板测调安装图
模板测调流程如下:1) 建立装配基准,调整整星部装支架与装配平台水平且同轴,用经纬仪配合转台,测量支架模板提供的490NG发动机支架安装面的高度,采用调整垫片方式将安装面高度调整至设计要求值。2) 用经纬仪测量支架模板象限与整星坐标系的象限偏差,在部装支架的象限处作相应标记。部装支架和星体间采用3处定位销严格定位,此时做的象限标记就是整星象限。3) 测量整星和支架模板四处象限线的综合偏差,由+X象限起每次旋转90 °逐个测调,确定其需要调整的方向和位移量,重复上述过程,直至精度指标满足要求,如图4所示。
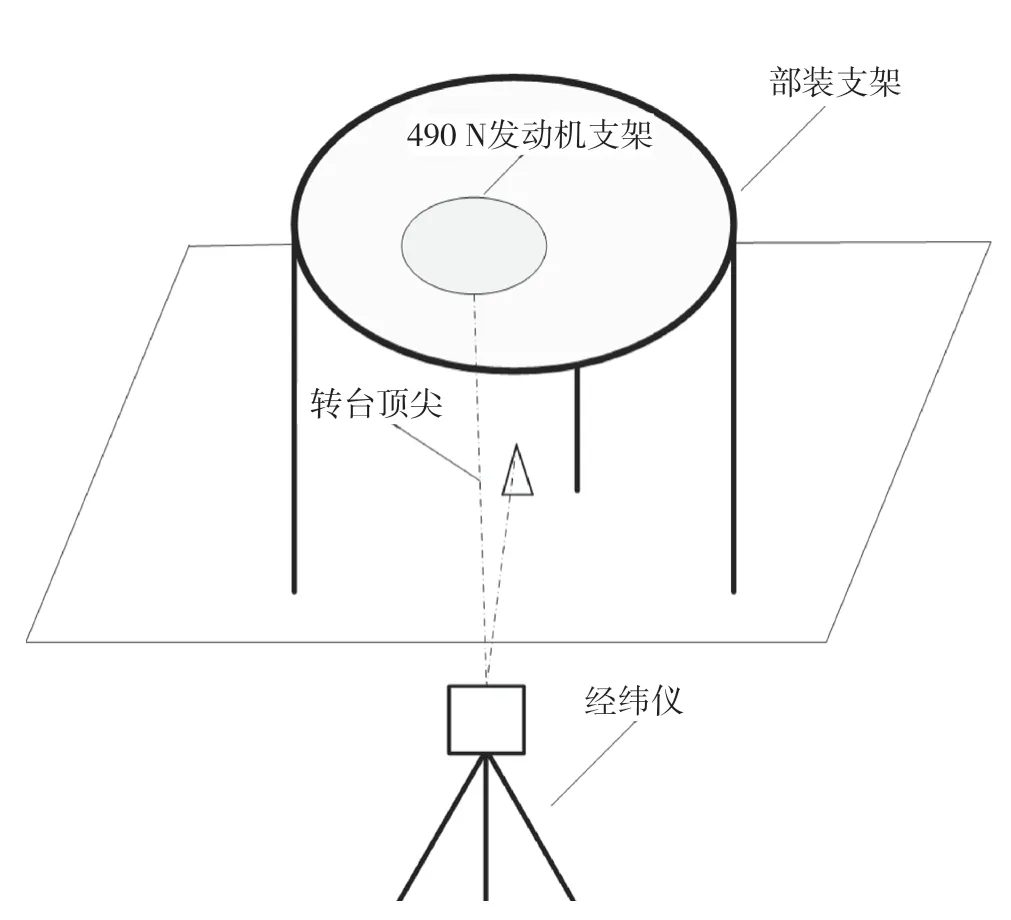
图4 采用经纬仪测调过程示意图
3 问题分析
此测调方法满足设计指标,经过多年飞行验证,证明了该测调方法安装490NG发动机支架的可行性,但是还存在一些问题。
3.1 效率方面
3.1.1 测量时间长
经纬仪需要经过四次象限的测瞄,连续转动转台3次,才能得到完整的象限偏差数据,综合4个数据计算才能确定调整量。
3.1.2 流程烦琐
数据测量和支架模板安装位置调整无法并行。
3.1.3 过程效率低
该方法为目测象限线方式,测量过程无法转换成直观的位移量数值,调节量控制存在一定的盲目性,有依赖操作者的经验。
3.2 精度控制方面
3.2.1 转台回转误差
装调过程涉及多次转动转台,反复调整,平台实际回转轴线对理想回转轴线会有位置偏差,其象限累计误差大于0.2 mm。
3.2.2 系统误差
模板象限线刻线粗细程度和仪器精度会影响最终精度的控制。在发动机销孔位置确定的高精度测调过程中,通过象限线来确定模板位置,存在自身引入误差的隐患。
4 方法改进
为了减少不可控因素,提高效率,尽可能地依靠一些固定的特征要素为数据测量提供支持。采用发动机支架模板表面设计的3个定位销孔,用于安装定位490NG发动机支架。受激光跟踪仪数据可视化启示,通过图纸算出发动机模板三销孔在整星坐标系中的相对位置坐标,采用激光跟踪仪实时监测模式,将测调过程中模板的移动数值可视并量化,能直观、高效地完成测调,并满足鉴定及载荷条件,结构模态阻尼比ζa=0.05的精度要求[2]。以下为具体实施过程。
4.1 测调过程准备
用激光跟踪仪建立整星装配基准,计算发动机支架理论位置以确定调整目标。整星坐标系的原点为发动机支架的几何中心,依靠在直径162 mm分度圆上、以120 °夹角均布的3处定位销,建立统一的装配基准,如图5所示。
按建立的整星坐标系,通过3处销孔的几何位置关系得出理论坐标数据,见表1。该数值即为后续测调发动机支架安装模板上3处销孔的目标值。

表1 整星基准下销孔的理论位置(单位:mm)
4.2 试装发动机支架安装模板
固定并粗调发动机支架模板和部装支架相应位置,确保其能在满足的精度范围内调整。
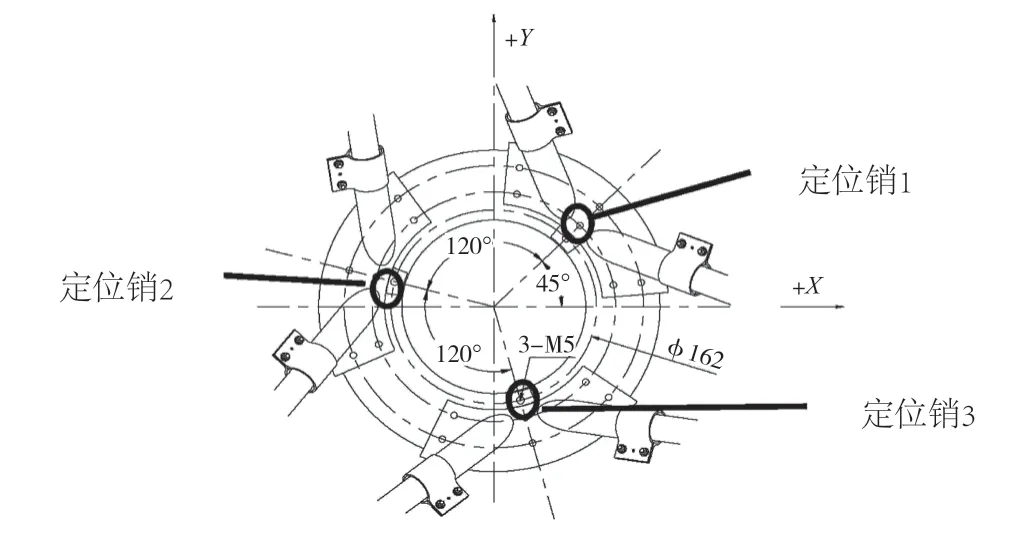
图5 建立测量基准
4.3 数据测调及调整
将激光跟踪仪测量球置于模板的3个销孔处,通过其“实时监测”功能对比得出安装模板上销孔坐标与基准坐的标偏差。采用“分步调整、逐步趋近”的思路,对支架模板三销孔在XOY平面内的位姿调整,确保其最终实际值与测调目标值≤0.03 mm,则发动机支架安装模板测调过程结束。
4.4 精度复测
测调结束后,采用经纬仪复测象限偏差,满足设计要求的象限偏差<0.05 mm的指标,证明此方案可行,见表2。

表2 激光跟踪仪测量和经纬仪复测结果对比(单位:mm)
5 后续改进
为了进一步提高测调效率,应用以下思路对其进行改进。由于上述改进的测调方法每次都需要重新建立测量基准,重新测调发动机支架安装模板的位置。后续可以在部装支架与发动机支架安装模板上配置2处定位销孔,当安装模板满足精度后,用定位销确定发动机支架安装模板与部装支架之间的位置关系,如图6所示。
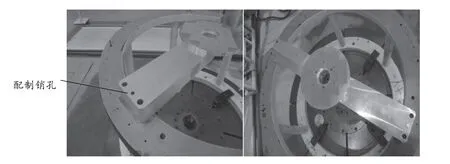
图6 配制工装定位销孔
优点为在后续型号装配中,将发动机支架安装模板用定位销钉与部装支架相对位置固定,只需要调整部装支架位置精度合格,就可以确定发动机支架模板精度合格。经过试验验证,该方法可以满足设计精度的要求,见表3。
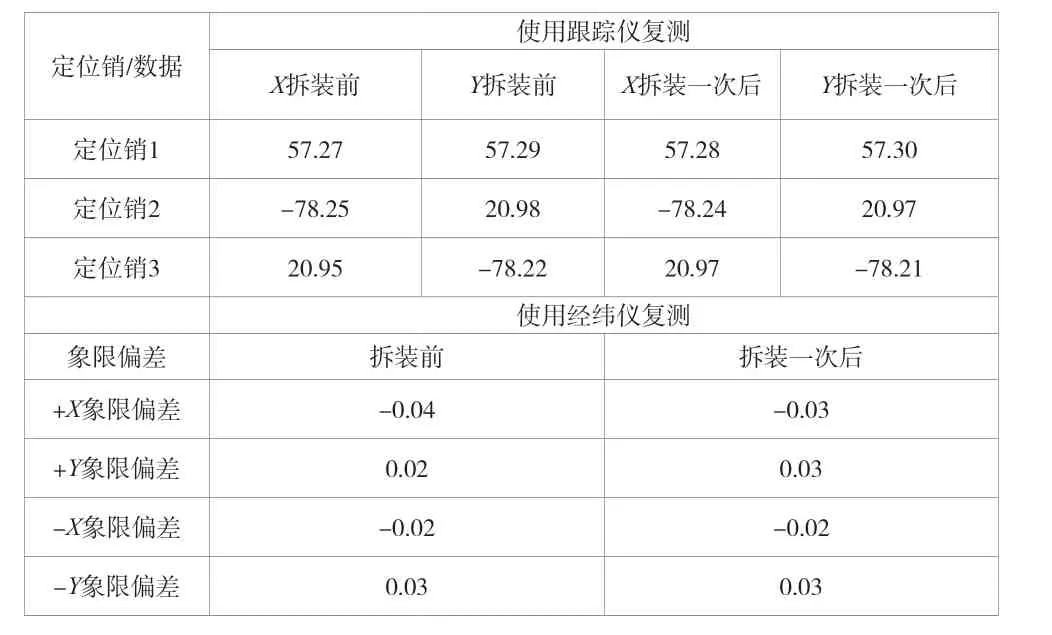
表3 使用定位销固定安装模板前后数据对比(单位:mm)
6 结果及效益分析
结果及效益分析如下:1) 490NG发动机支架模板和部装支架进行改造,只需要将在模板与部装支架两者间安装定位销,复测精度即可使用,不需要重新测调。2) 测调490NG发动机支架模板的方法固定了特征要素和测量基准,消除了旋转转台导致的测量误差,精简了繁杂的测调步骤,避免了多次复验,同时使测调过程更直观和迅速,使产品精度和生产时间变得更加可控。3) 490NG发动机支架目前应用于所有东四平台及部分其他平台卫星,改进后的方法测调效率提高了50%以上,经济效益得到了明显的提升。
7 结语
根据大型卫星结构产品大尺寸、高精度、多品种以及小批量的特点,提高效率、保证质量、降低成本、快速反应是目前航天制造领域探寻的新的重要模式。利用该方案对490NG发动机支架安装模板测调的新方法,优化和缩短了测量流程,提高了测量效率和精度,有效地避免了人为误差和设备旋转误差,解决了测量过程烦琐和不准确的问题。在对同类卫星的关键部件进行测调时,此成功经验有借鉴作用。
