钢水检测棒无动力自动输出装置的研究
2021-05-06王孝军
刘 勇,郭 强,王孝军
(山东省冶金设计院股份有限公司,山东 济南 250101)
0 前言
钢铁行业炼钢生产过程中,需要对钢水进行测温和取样分析,传统方式是工人站在炉口手持测枪、安装检测棒(其上安装有热电偶或取样器)、将检测棒插入1 600℃以上的钢水中进行测温取样、拆除检测棒[1-5]。由于测温取样工作频繁重复,比如LF精炼炉每个冶炼周期就需要6至8次测温取样工作,这种传统方式工人劳动强度大,工作环境恶劣,并且存在很大的人身安全隐患[6-8]。
近年来,随着钢铁行业智能化发展进程的推进,机器人技术在钢铁行业得到了越来越广泛的应用[9-12],钢水机器人自动测温取样系统因此应运而生。
1 钢水机器人自动测温取样系统
钢水机器人自动测温取样系统主要包括机器人、检测棒输出装置、测枪等,如图1所示[13-17]。检测棒输出装置可以把检测棒摆放到确定位置,便于测枪准确可靠地插入到检测棒内孔中,同时可以暂存一定数量的检测棒。系统工作时,机器人手臂带动测枪运动到检测棒输出装置处,测枪插取一只检测棒,然后将检测棒插入钢水中进行测温取样。

图1 钢水机器人自动测温取样系统示意图
2 检测棒输出装置存在的问题
钢水检测棒为一次性耗材,除其头部的热电偶或取样器外,主体部分是纸板做成的中空细长管套结构[18],密度较小,表面较粗糙,容易变形或折弯,实现自动输出比较困难。
目前,大部分检测棒输出装置为具有动力的箱型设备[13-16],其驱动部件和传动部件繁多,机械结构复杂,还设有多处检测控制元件,控制程序繁琐。这类检测棒输出装置可以一次性装入几十只检测棒暂存,但因结构复杂,易发生检测棒跑偏、卡阻等问题,故障率高,制造和维修成本也高。
部分钢水机器人自动测温取样系统没有检测棒输出装置,取而代之的是一台安装有特制夹具的机器人,以此实现检测棒自动抓取和拆装[19,20],这种方案需要另外配备检测棒暂存装置,成本高昂,不利于钢厂降本增效。
还有部分钢厂由工人细致地将检测棒依次整齐摆放在检测棒输出装置内部,或者由人工对检测棒进行拆装,没有真正实现自动化,且有一定的安全隐患。
3 检测棒无动力自动输出装置
3.1 结构组成
钢水检测棒无动力自动输出装置是由侧挡板、装棒框、导向板、连接固定杆件、V型导向块、U型卸棒块等组成的箱型结构,其结构如图2所示。
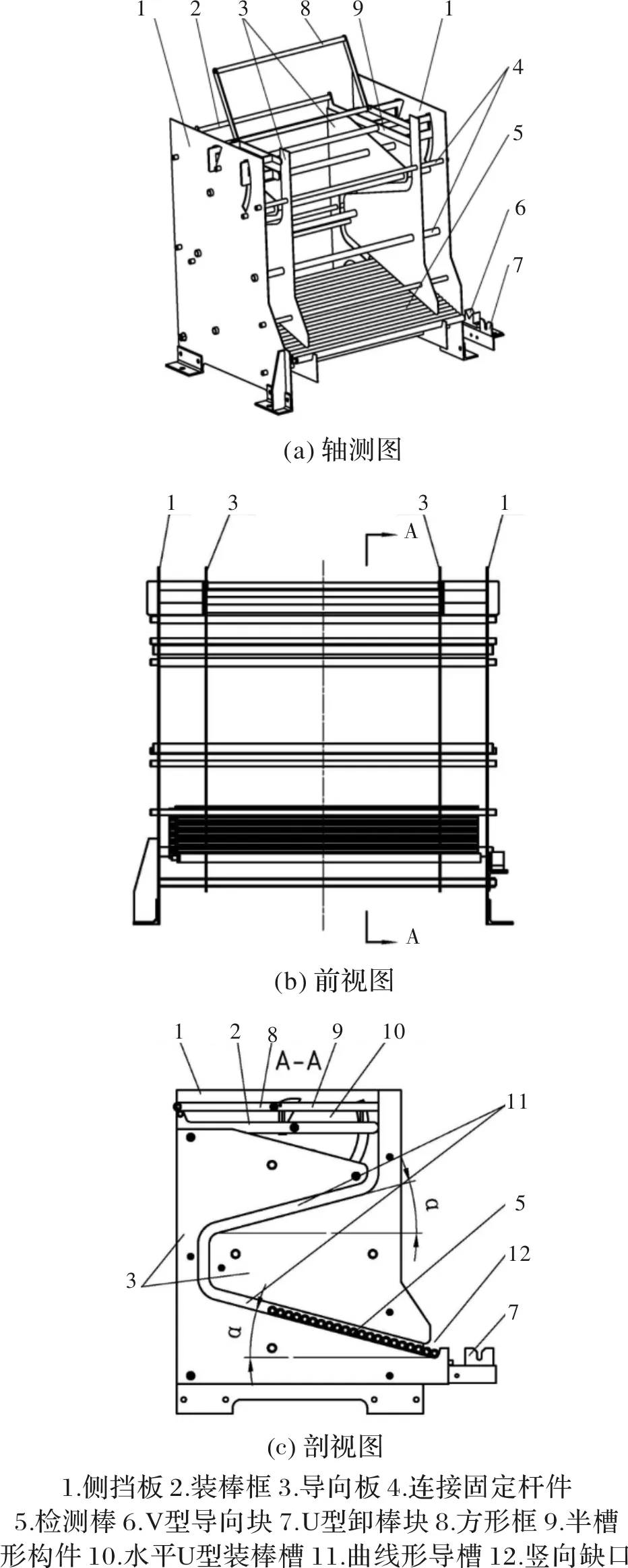
图2 钢水检测棒无动力自动输出装置结构示意图
两侧挡板为支撑部件,分别置于钢水检测棒无动力自动输出装置的左右两侧。连接固定杆件的两端分别固定在两侧挡板上,并穿过导向板上的孔以支撑导向板。两导向板安装于两侧挡板之间的适当位置,其上设置有曲线形导槽,曲线形导槽的下部设有竖向缺口。装棒框由连接固定杆件铰链在侧挡板上部距导向板上边适当距离的位置,装棒框由半槽形构件和铰链在半槽形构件上部的方形框组成,方形框可绕铰链轴上下转动;当方形框绕铰链轴转动到水平位置时,与半槽形构件构成水平U型装棒槽。在钢水检测棒无动力自动输出装置的下部右侧正对曲线形导槽最末端检测棒的位置,设有V型导向块,便于机器人手臂上的测枪准确插入到检测棒内孔中。在V型导向块一侧设有U型卸棒块,测温取样完成后通过U型卸棒块将烧损的检测棒从测枪上脱除下来。
3.2 工作过程
在需要装入检测棒时,首先人工把方形框向上掀起,此时方形框下面形成空位;接着把多只检测棒放入方形框向上掀起而形成的空位内,检测棒靠其自身重力并在人工稍作辅助的情况下,平铺到装棒框的水平U型装棒槽处;待检测棒装满水平U型装棒槽后,将方形框向下翻转至与半槽型构件结合的位置;人工掀起装棒框,当装棒框向上旋转到一定角度时,由于重力作用测温棒从装棒框的水平U型装棒槽中依次流入到导向板上的曲线形导槽中;当曲线形导槽中充满检测棒时停止装棒,这样就实现了钢水检测棒单层整齐排列在曲线形导槽中。
当需要对钢水进行测温取样时,机器人手臂上的测枪在V型导向块的引导下插入到曲线形导槽最末端的检测棒内孔中;插入到位后,测枪带动检测棒向上移动,从曲线形导槽下部的竖向缺口中移出;当取走曲线形导槽最末端的检测棒后,由于重力作用,前面的检测棒会自动填充到被取走的检测棒的位置,依次循环;当曲线形导槽中的检测棒减少到一定数量时,需要用装棒框向曲线形导槽中补充检测棒;当钢水测温取样完成后,机器人手臂上的测枪带动烧损的检测棒卡入到U型卸棒块的U型槽中,测枪向后运动,U型卸棒块U型槽通过阻挡作用将烧损的检测棒从测枪上脱除下来。
3.3 曲线形导槽倾角
为了便于操作使用,检测棒装入频率不能太高,即检测棒无动力自动输出装置应具有一定的检测棒暂存容量。在检测棒无动力自动输出装置的尺寸一定的前提下,曲线形导槽倾斜部分的倾角α的大小决定了检测棒暂存容量,如图2c所示。倾角α过大导致暂存容量太小,倾角α过小检测棒不能顺利沿曲线形导槽滚下输出。
根据滚动运动原理,倾角α的大小应能保证检测棒沿曲线形导槽倾斜部分向下的驱动力矩大于滚动阻力矩,这样才能顺利输出检测棒。根据下式计算倾角α的大小[21]。
GD/2·sinα>Gμkcosα
(1)
式中,G为检测棒重力;D为检测棒主体部分外径;μk为检测棒与导向板之间的滚动摩擦因数。
本研究中检测棒主体部分外径D为2.8 cm,检测棒与导向板之间的滚动摩擦因数μk取0.2~0.3 cm,经计算可得倾角α>8~12°。
3.4 曲线形导槽宽度
当检测棒沿曲线形导槽依次滚下时,如图3所示,一号检测棒就位后,二号检测棒因冲击作用可能会弹跳到图3中位置。如果三号检测棒来到图3中位置之前,二号检测棒不能滑落并与曲线形导槽下缘接触,就会发生图3中的检测棒叠摞现象,从而导致检测棒跑偏、卡阻。根据力学及几何学原理,可按式(2)、(3)计算曲线形导槽宽度最大值[21]。

图3 曲线形导槽宽度计算示意图
Gsinβ>Gμcosβ
(2)
H-D=Dcos(α+β)
(3)
式中,β为二号检测棒重力与其对一号检测棒压力的夹角;μ为检测棒之间的摩擦系数;H为曲线形导槽宽度。
检测棒之间的摩擦系数μ取0.4~0.6,经计算可得曲线形导槽宽度H<1.7D~1.8D。
曲线形导槽宽度最小值应大于检测棒主体部分外径,才能保证可以顺利容纳检测棒。因此,曲线形导槽的宽度取值范围为D 钢水检测棒无动力自动输出装置设置两只检测元件:一只检测元件用于检测曲线形导槽最末端的检测棒是否在位,以保证钢水测温取样时机器人手臂上的测枪能顺利取走检测棒,以完成测温取样;另一只检测元件用于检测曲线形导槽最末端前面第若干只检测棒是否在位,以提前告知曲线形导槽中的检测棒是否将用尽,是否需要补充检测棒。 钢水检测棒无动力自动输出装置不需要驱动和传动部件,结构简单,成本低;可以批量投放检测棒并暂存,效率高;检测棒靠自身重力作用并在曲线形导槽导引下,实现了自动输出,不易发生跑偏、卡阻等现象。 随着钢铁行业的智能化、高质化发展,钢水机器人自动测温取样技术必将获得更大发展。钢水检测棒无动力自动输出装置结构简单、成本低、工作可靠、效率高,对钢水机器人自动测温取样技术的发展和推广应用具有重要促进作用。3.5 检测棒就位及补充检测
4 结束语
