高频响轻压下辊缝调节装置的开发及应用实践
2021-05-06王训安丘铭军
王训安,丘铭军,郭 佳,张 涛
(1.中国重型机械研究院股份公司 西安市重型机械高端液压技术与装备工程技术研究中心, 陕西 西安 710032;2.新余钢铁集团有限公司第二炼钢厂,江西 新余338001)
0 前言
中心偏析和中心疏松是连铸板坯最主要的缺陷之一,这些缺陷严重影响了板材的质量和性能。随着国内钢铁行业对高品质板材需求的增加,对铸坯质量提出了更高的要求。实践证明,板坯连铸机的动态轻压下技术可以有效地改善和消除中心偏析和中心疏松。
1 辊缝调节技术的发展及存在的问题
轻压下技术是通过在铸坯液相穴末端附近对连铸坯实施一定的压下量,以补偿或抵消铸坯的凝固收缩量,从而使铸坯的凝固组织更加均匀致密,达到改善和消除中心偏析和中心疏松的目的。每个扇形段有四台夹紧液压缸( 扇形段入口和出口各两台) , 液压缸的活塞杆与扇形段的下框架相连固定不动;液压缸缸体与扇形段上框架相连, 通过液压阀控制液压缸伸缩,从而带动上框架及其辊组作升降运动。液压缸上装有位置传感器用于检测液压缸的位移,压力传感器用于检测液压缸两腔压力。根据连铸机铸造工艺要求设定辊缝。扇形段辊缝调节装置是实现动态轻压下的关键设备,根据生产工艺,远程设置合适的辊缝,在凝固末端补偿凝固收缩和热收缩。
上世纪90年代,德马克、奥钢联及达涅利等欧洲公司先后研发出了采用液压电气控制方式实现的板坯连铸机扇形段远程自动调节辊缝的技术。近年来,国内的几家设计院在吸收国外先进技术的基础上也开发出了各自的扇形段远程自动调节辊缝的技术。这些国内外公司的辊缝调节装置虽然在液压回路原理上有所不同,但均是通过远程控制比例阀或伺服阀驱动扇形段夹紧液压缸。这种控制方式在铸坯质量得到有效提高的同时,仍存在问题亟需解决。
(1)电气元件的使用寿命问题。在连铸机生产过程中扇形段长时间受到铸坯的烘烤,二冷蒸汽甚至设备冷却水的喷溅,在这样高温高湿的环境中比例阀、伺服阀的电气元件和位移传感器等检测元件会发生锈蚀甚至损坏。这些元件只能在停机状态下进行更换,严重影响了铸机生产的顺利进行。由于这些液压阀和检测元件多为进口件,价格高,供货周期长,增加了设备维护成本。
(2)液压元件的抗污染问题。扇形段是连铸机中检修比较频繁的设备,检修过程中需要插拔液压回路的快速接头,以便将扇形段吊出。由于连铸机现场环境恶劣,粉尘较多,如果在插拔快速接头的过程中防护不当,会有大量污染物进入液压管路,在扇形段检修完再次工作时污染物随液压油进入伺服阀或比例阀内部。由于伺服阀和比例阀对油液清洁度要求较高,所以比较容易发生卡滞,造成辊缝调节装置无法正常工作。卡滞的伺服阀需到专业厂家进行清洗,维护成本高。
2 高频响辊缝调节技术的改进
为了实现对液压阀和传感器的有效保护,在辊缝调节装置上设置防护罩,如图1所示,在连铸机生产的过程中持续通有干燥的压缩空气。压缩空气通过软管接到每个扇形段,并通过扇形段机上配管接往辊缝调节装置。由于压缩空气的压力高于外部的大气压所以在防护罩内形成正压,防止外部的蒸汽进入,同时,压缩空气通过防护罩排气小孔排出的过程可以带走热量对防护罩内部进行冷却。检修工人可以人工判断排气孔处气量的大小来判断气路是否通畅,完全保证了电气元件始终在一个非常良好的环境中工作。
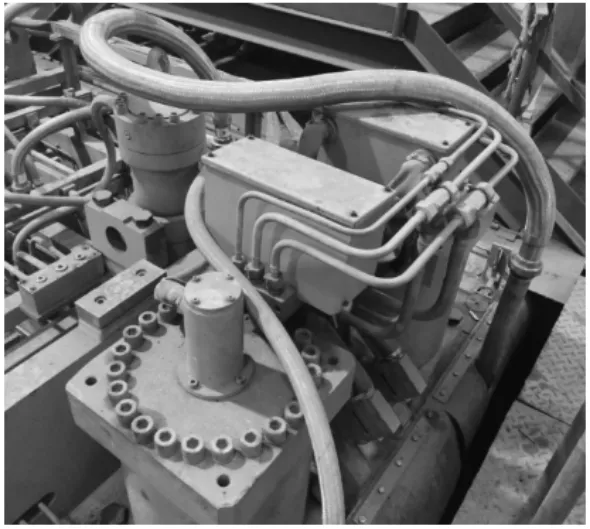
图1 防护罩
在进行轻压下的过程中,辊缝调节的范围非常小,只有几毫米。因此,为了提高液压阀的抗污染能力,采用轻压下快速响应阀的方式代替比例阀或伺服阀,结合轻压下工艺要求,当位置控制和压力控制值与目标值出现偏差时,位置闭环和压力闭环将控制量输出给快速阀。通过仿真试验及实验室内对比试验得出快速响应阀的通径和阻尼参数最佳匹配值,从而确定快速阀响应时间及频响宽度可以满足轻压下工艺要求,避免辊缝超调和液压电气环节的振荡。轻压下快速响应阀与比例阀和伺服阀相比,价格低廉,供货周期短,对油液清洁度要求更低,维护更方便。同时,轻压下快速响应阀不需要放大器,电气控制系统更加简单,投资成本和维护成本更低。轻压下快速响应阀带有指示灯,根据指示灯的亮、灭可以很直观地判断电气线路是否连接正确,便于排查故障。为了清除外来污染物对辊缝调节装置的影响,在辊缝调节装置的进、回油管路之间设置冲洗球阀,当某个扇形段上线安装完成后,首先打开该扇形段上四个辊缝调节装置的冲洗球阀,污染物经球阀、回油管路回到系统的回油过滤器中。对管路进行冲洗约10 min,关闭所有冲洗球阀,扇形段再投入工作,进一步保证辊缝调节装置免受污染物损害。
3 高频响辊缝调节技术的应用实践
近年来,该高频响辊缝调节技术在国内多家钢厂连铸机上得到应用。在完成液压、介质中间管路安装和冲洗后,将中间管路通过软管快换接头与扇形段进行连接。虽然扇形段机上配管出厂前已经进行过冲洗,为了防止在运输和安装过程中有污染物进入液压管路中,打开冲洗球阀对机上配管进行冲洗。对辊缝调节装置进行上电,通过观察指示灯状态,能迅速排查出接线错误。在接线故障排除后,启动液压站,控制辊缝的调节。先后分别采用本地和远程两种方式进行操作,首先在现场操作箱上进行抬起、压下操作,然后在远程辊缝调节模式下,控制系统按照二级模型下达的辊缝值进行位置闭环调节。通过现场测试,观察位移传感器读数,无论是四缸同步还是每个液压缸单独动作,都可以完全达到控制精度要求,如图2所示。在确定辊缝调节装置工作正常后对在线的扇形段辊缝进行标定。扇形段标定方式分为位置标定和压力标定两种模式。位置标定是粗略标定,当液压缸运动到某一位移时认为当前位移传感器的读数即为位置零点。压力标定是精确标定,在设定压力时充分考虑设备实际生产时的工况、机械设备的状态以及实际生产时设备的载荷受力状况,使得控制精度得到了可靠的保证,此标定方法可以很好的消除轴承间隙,为下一步远程调节辊缝提供好的技术支撑和设备保障。

图2 辊缝调节画面
为了提高辊缝标定的效率,扇形段还可以在机械维修区进行离线标定,标定完成后,自动将零点保存到相应的位置,使得在线下标定好的扇形段上线后,能够自动找到对应的标定零点。通过多次实践,辊缝调节装置在维修区液压系统清洁度较差的环境中仍然可以可靠地工作,满足了轻压下位置及力的精准控制要求。
在连铸机经过热试和正式投产后对铸坯取样进行低倍检测,结果表明,铸坯内部质量优良,如图3所示,无中心偏析和中心疏松缺陷。

图3 铸坯取样照片
4 结束语
采用基于高频响技术的辊缝调节装置连铸机自投产以来一直运行稳定可靠,相较于采用比例阀、伺服阀的辊缝调节技术及装置,故障率低,极大地减少了停机事故和维修工作量,提高了连铸机的工作效率,为用户节省了维护成本,同时也为连铸设备的智能化发展提供了技术支撑和设备保障。
