冷轧机窜辊装置的改进技术
2021-04-29黎友华王田
黎友华 何 可 王田
(武钢有限设备管理部 湖北 武汉:430080)
随着冷轧汽车板、冷轧家电板应用日益广泛,用户对带钢板型质量更加严格。目前冷轧带钢生产广泛采用六辊CVC冷轧机,六辊CVC冷轧机通过使用中间辊窜辊技术,通过连续变凸度曲线设计来提高冷轧机对带钢轧制过程中板型控制的调节能力,进而提高冷轧带钢的板型质量。
某冷轧厂2280 mm六辊CVC轧机,是2004年从德国引进的重要设备,目前国内同类冷轧机有4套。为改善轧制带钢板型,该轧机配置中间窜辊装置。但长期以来存在故障率高、备件储备多等问题,导致设备运行成本增加,因此有必要开展轧机中间窜辊结构优化研究。
1 冷轧机窜辊装置的基本工作原理及现状
五机架冷轧六辊CVC轧机是目前世界上最先进的轧制设备之一。作为冷轧大型轧机板型控制核心部件——中间窜辊装置(如图1所示),其由三位液压缸来实现窜辊换辊位、连接位和轧制位三种不同位置切换。在需要换辊时,连接装置脱开,中间辊抽出检修,从而实现中间辊与窜辊装置的快速断开与连接。窜辊装置能否准确稳定工作,直接影响轧机设备稳定运行和产品质量。

图1 冷轧窜辊装置结构图
由于中窜辊连接装置结构比较复杂,精度要求高,在线拆装又受空间限制,检修调试难度大,往往难以达到设备精度要求。如果装配精度不够,可能导致窜辊连接装置工作不到位,锁紧销不能正常离合,换辊后中间辊与窜辊装置不能正常连接,就会导致轧机故障停机。现有轧机中间辊窜辊系统结构复杂,在线换辊后中间辊与耦合装置连接不良,导致轧机窜辊轧制位、非轧制位及换辊释放位三种状态无法正常工作,造成轧机在线停机故障。同时,中间辊窜辊是在很大的轧制负荷下进行的,对窜辊装置带来很大的轴向力和磨损,这也会导致窜辊装置故障频发。研制一套适应轧制工艺要求的新型窜辊装置,开发一种冷轧窜辊装置平稳高效运行的新技术。解决滚针轴承易损坏、辊颈形状难测量以及上下窜辊装置不能互换,备件储存成本高等问题非常必要。
2 冷轧机窜辊装置的改进方案
2.1 窜辊装置主承座的改进
原设计上下辊窜辊装置主承座不通用,因而造成上下辊窜辊装置不能通用。在实际的换辊维修过程中十分不便费时费工,而且生产现场必须长期准备上下辊窜辊装置备件若干件,增加了备件费用。为了满足生产现场备件需求,又要省时省力,减少备件现场的存放数量,对主框架的滑道进行技术改造(如图2所示),实现上下辊窜辊装置通用。

图2 主承座改造图
2.2 研制中间辊轴颈检测样板
中间辊轴颈经常磨损,降低了中间辊与窜辊装置的配合精度,造成窜辊装置故障多发。而且中间辊磨损量难以测量,为此设计制作了中间辊轴颈检测样板(如图3所示),精确测量中间辊磨损量,保证窜辊卡爪与中间辊轴颈配合精度。
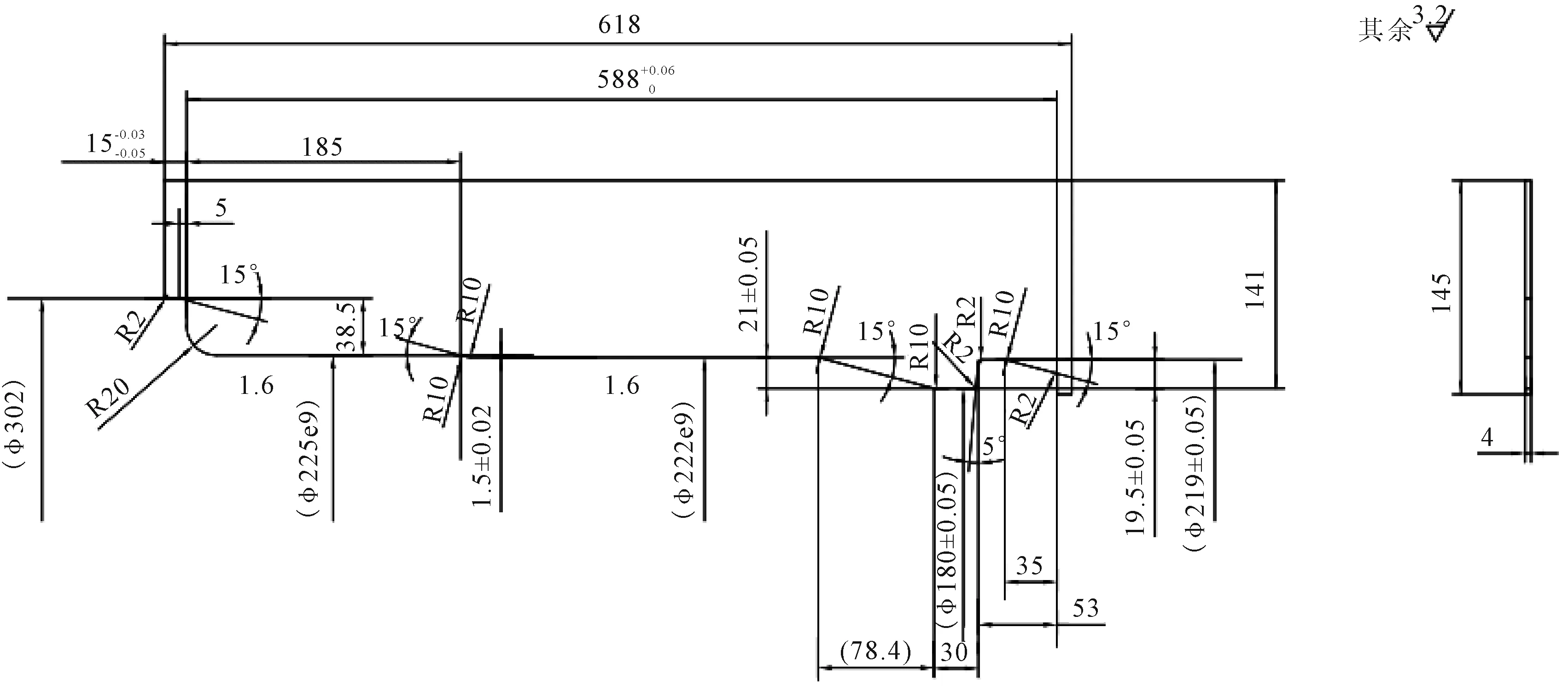
图3 轴颈检测样板
2.3 滚针轴承替代改进
窜辊装置锁紧杠杆原设计为滚针轴承(轴承型号:RNA22032RS),由于底部三个轴承直接带动锁紧块锁紧,在使用过程中,由于该轴承承载能力差,轴承容易破损。滚针轴承破损后导致锁紧装置无法锁紧到位和锁紧装置无法解锁,造成无法完成窜辊动作。采用三个铜滚轮替代滚针轴承(如图4所示),铜滚轮的耐磨性和承载能力均远高于滚针轴承,在滑动过程中不会破损,锁紧装置锁紧和解锁自如,顺利完成窜辊动作。
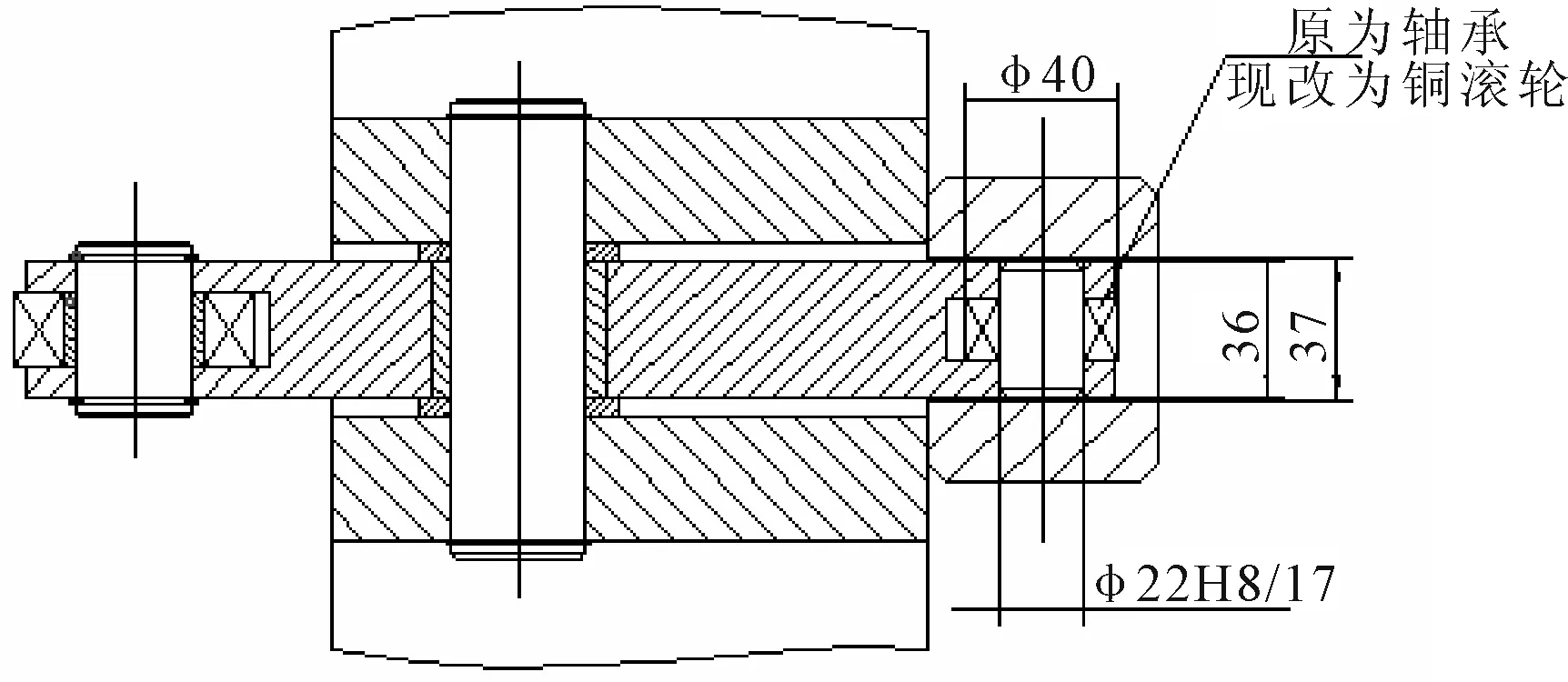
图4 窜辊装置锁紧杠杆装置
3 结语
通过对窜辊装置进行上下窜辊装置互换、研制中间辊轴颈检测样板、滚针轴承替代改进等改进研发,实现窜辊装置故障时间减少30%以上,窜辊块备件储备减少40%,提升了冷轧机运行效率,降低了生产成本。
