石油工艺管道中高低点设置及维护研究
2021-04-28胡昌平
胡昌平
(中化珠海石化储运有限公司,广东珠海519050)
0 引言
GC2 工业管道为常见的石油化工企业、油库等场区内外管道,对高低点设置具有典型特点。因此此类管道使用频繁,且在原始设计时考虑管道清洗等因素,均在管道龙门架处设置了大量的高低点。高低点为管道中的薄弱环节,极易在高低点处形成腐蚀环境,沿高低点根部进行深度腐蚀,给后续管道的使用维护造成很大风险。通过多年的使用维护及改造经验,对石油工艺管道高低点设置及维护进行了深入的研究,提出了具体的解决办法和思路。
1 原有设计形式
石油化工工艺管道高低点主要用于吹扫、管线清洗、放空、导凝等,高低点设置一般为DN25-DN50 口径,带法兰短接加法兰或阀门。
高低点焊接主要有6 种焊接方式。在GC2 工业管道设计中,由于此类管道较短、压力以中低压为主,且为保障管线的通球操作,高低点的设计一般采用对接式焊接支管的方式。在主管道上设置马鞍口,打磨后高低点短接与主管进行对接焊接,形成根部焊缝。
2 现有高低点现状及分析
2.1 存在大量腐蚀
工艺管道高低点由小口径管道、法兰、垫片及阀门、盲板组成,存在间隙腐蚀、材质腐蚀、电化学等多种腐蚀形式。从实际使用情况来看,在高低点短接焊缝及焊缝的热影响区域范围内存在晶间腐蚀,短接上出现腐蚀坑、焊缝层剥落[1]。
尤其是在保温管线中,腐蚀问题更加严重。主要是因为在高低点短接处由于保温破损、保温密封不严等,存在破损渗水情况,且积水无法及时排除,使高低点根部长期处于潮湿环境,造成焊缝、短接、阀门处腐蚀减薄严重。同时,高点下引变形严重,存在腐蚀减薄、腐蚀穿孔,震动断裂的安全隐患风险。
2.2 存在泄漏风险
按照某企业1 根2.5km 的库区至码头的工业GC2级管道计算,设计的高低点数量将近75 个,每个高低点按照4 处泄漏点计算,1 根管线高低点就存在300 个泄漏点。此类泄漏风险一般为高风险,尤其是在管道长期运行、带压状况下,输送腐蚀性、易燃易爆性物料时,泄漏风险增加。库外管道一般要穿过道路,有些可能在居民设施范围内,位于高后果区,也存在环保风险。
2.3 维护保养困难
高低点管径一般在DN25~DN50,管道壁厚、法兰及阀门较小,腐蚀余量有限,需要定期进行保养或更换。例如,更换阀门、垫片,根部及短接进行防腐等,维护量大,且作业风险高。如需要进行打磨动火,管线清洗困难,更换阀门需要清空管线物料等。从实际使用情况看,高低点每年均需进行维护防腐,垫片每5年需更换一次,海边盐雾地区时间更短,造成很大的维护难题。
3 解决策略
3.1 修补、包裹
采用高分子材料对已发生腐蚀的高低点金属部位进行修复,修复后采用防腐材料进行包裹,隔绝空气。此类做法,从实际使用来看,效果较好。
3.1.1 修复材料选择
针对管线高低点选用高聚金属修补剂与高聚陶瓷流体金属涂层材料进行修复。此修复及防护材料属于进口高性能高分子材料,已被各国企业用于设备修复和防腐。该材料是具有金属性能的非金属高密度聚合材料,作为一种添加陶瓷等耐磨材料的高分子与硅钢合金的混合物,使材料具有优异的耐磨性能和良好的抗汽蚀防腐性能[2]。
3.1.2 修复工艺流程
(1)基材处理:首先对管道及管接附件区域进行表面处理打磨。去除所有油漆层以及基材表面浮锈,并清洗干净。
(2)修补:采用高聚金属修补剂对以上部位进行修补增强,刮涂2~3 遍(修补量约2mm 厚度)。
(3)包裹:对以上部位使用增强带进行加强保护,增强带包裹2~3 层。增强带可以使用精蜡类材料。
(4)涂层:采用高聚陶瓷流体金属涂层,涂刷1 层防腐隔绝层,防止表面腐蚀。
3.1.3 修复效果
采用进口修复材料和防护材料修复可达到的最大压力容限系统是300psi(相当于20kg 压力,机械表面处理)。管线高低点表面修补复合材料具有金属特性,易于加工。
3.2 彻底切除
高低点切除属于高风险作业,涉及动火、高空等特殊作业,还需要停产清油,需制定具体、详细的施工方案[3]。
3.2.1 工艺管道清洗
在高低点作业前,管线需清洗完毕且经检测合格,管内充满氮气保护。在作业前,须在拟切割处检测可燃气体及氧含量,确认检测合格,同时与其他支管线、辅助管线连接处加盲板隔离或断开。经排空、清洗、置换、检测等处理合格后,交付进行施工,且在动火作业期间,向管内注入氮气应保持微正压。
3.2.2 材料准备
(1)修补贴板材料。以钢材为20#无缝钢管、厚度5~10mm 为例。为保证贴合效果,板材曲率半径宜与待处理管道曲率半径一致(见表1)。
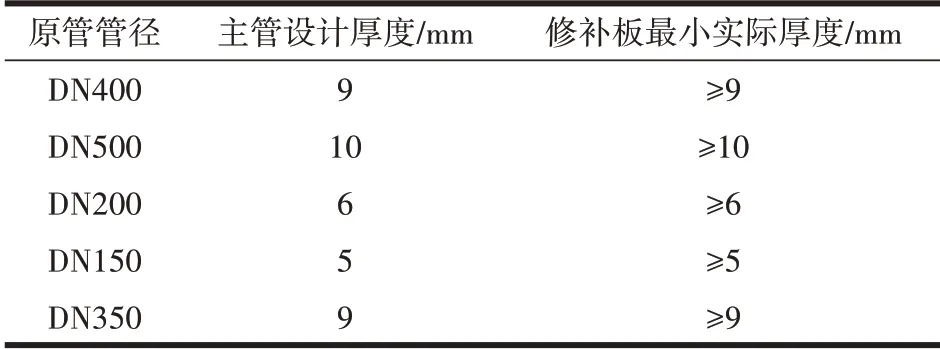
表1 主管设计厚度与修补板厚度表
钢管应符合相关规范要求,应具备质量证明资料。在使用前,需进行外观检查,并做好记录。
(2)修补板预制
(a)量好尺寸切割下料,相应钢管切割成正方形修补板(投影)。
(b)下料尺寸根据待处理高低点排空管根部管径确定:对于1’’排空管,修补板边长至少大于排空管根部外径20mm,且不小于60mm;对于2’’排空管,修补板边长至少大于排空管根部外径40mm,且不小于100mm。
(c)打磨修补板内外壁,并修边去除毛刺,内外壁应光滑,边缘平滑,无明显沟痕。
(d)管线高低点在处理前1 天,需将相应管线所有修补板预制好,经现场负责人检查确认合格后,提前放置于现场备用。
(3)其他辅材
保温防护层及保温棉:保温防护层采用0.5mm 厚的铝板,保温棉采用50mm 厚的复合硅酸铝保温棉。
防腐涂料:底漆采用环氧富锌底漆,中间漆采用环氧云铁中间漆,面漆采用聚氨酯面漆。
耗材:焊条需要合格、有资质的厂家生产。在使用前,应检查焊条外观、质量,焊条需存放在干燥处。
3.2.3 施工准备
1 根管线按照2~3 个作业小组,每组3~4 人,1名焊工的标准进行设置。高处作业要搭设作业平台,作业人员需具备高处作业资质。施工机具、临水用电,应进行验收,具备一机一闸一保护。劳动保护用品要满足焊接动火、高处作业要求。
3.2.4 维修工序
维修流程:材料准备(采购螺栓、垫片、精蜡等)—方案评审及JSA 分析—固定脚手架搭设(外单位)—高低点处保温拆除—检查测厚—工艺管线处理(生产部按照业务计划逐根处理、交出,交出1 根做1 根)—高低点维护—试验验收—保温恢复—脚手架拆除。
维修工序:现场准备(脚手架平台、短接内残油收集桶、铜质工具、机具、PPE 等)—拆卸盲板螺栓—法兰面清理(露出密封纹路)—更换垫片、螺栓、盲板(螺栓最好采用镀锌螺栓)—高低点短接整体做防腐—整根管线气压试验—验收合格[4]。
3.2.5 维修工艺
(1)排气及检测。打开放空管阀门排气,进行可燃气体、有毒气体及氧含量检测。必须将排空管末端拆除,按要求排气后,才能进行后续作业。严禁直接使用电动工具切割排空管。
(2)排放空管切割。管道气体检测合格后,用角磨机带切割片从根部切断放空管。并保持氮气供应,确保排气氧含量低于7%,在较大惰性气体放空流量保护下,切割放空管。放空管切割完毕后,戴手套使用洁净棉布擦拭主管管口内壁,尽可能减少管口周围管壁残留的物料,注意擦拭时将棉布一端留置管外,防止棉布全部掉入管道,无法取出。再次动火前将棉布远离动火区域。
(3)原焊根及修补板焊接区域打磨。气体检测合格,确保气体氧含量低于5%。在氮气保护下,使用角磨机打磨,去除原残根和焊肉,同时对修补板覆盖区域及焊接影响区域进行打磨,去除主管表面的油漆、铁锈及氧化层等,动力除锈标准应达到St2.5 级。
(4)修补板焊接。气体检测合格,确保气体氧含量低于5%。佩戴好个人防护用具,在氮气微正压保护状态下,用预制好的修补板进行贴补焊接,若板管间隙较大或无法有效贴合,先处理成合适形状后再进行焊接。
3.2.6 焊接及检验要求
(1)焊接采用手工电弧焊。焊条选用应与管道材质相适应,角焊缝焊脚高度不小于60%的修补板厚度。
(2)在焊接前,对距离焊缝50mm 范围内的铁锈、毛刺、油污和防腐涂料必须先进行清理。
(3)在焊接前,对容易飞溅的部位进行遮挡。
(4)焊接后的焊渣、飞溅物等需打磨清理干净。
(5)焊接技术要求:
(a)所有焊缝的观感质量应外形均匀,成形较好,焊道与焊道之间,焊道与母材之间应平滑过渡,焊渣和飞溅物应清除干净。
(b)焊缝尺寸应符合规范要求,焊缝表面应完整,并与母材圆滑过渡。
(c)不得有表面裂纹、气孔、夹渣和飞溅物等缺陷。
(d)咬边深度应小于0.5mm,且每道焊缝的咬边长度不得大于该焊缝总长的10%。
(e)焊缝加强面的高度不得大于该管道壁厚的30%,且不大于5mm,焊缝加强面宽度应焊出坡口边缘2~3mm。
(f)焊缝表面凹陷深度不大于0.5mm,且每道焊缝的凹陷长度不得大于该焊缝总长的10%。
(6)在焊接后,需进行检验,检验合格后方可进行表面处理和防腐。焊接安装施工质量应达到相关法律规范要求,焊工自查合格后提交现场负责人检查。
3.2.7 管道气压试验
(1)因管道高低点割除,无法完全排出管内气体,影响水压试验升压,强行升压可能会造成局部气体聚集压力过大产生危险;同时,码头管线长、分支多,水压试验压力升压至1.5 倍设计压力较为困难,故不推荐水压试验方式。焊接安装及检测完成后,可进行气压试验。
(2)气压试验压力原则上应为管道设计压力的1.15 倍,考虑安全性,以不低于最大操作压力为宜。
(3)试压前先确定好排气、注气方式和升压方式,升压方式主要通过交换站供气升压。
试压前应经多人重复检查,确认试压流程是否正确,与当前试压无关的分支、跨线是否被盲板隔离。
(4)将注气点与压缩空气/氮气管线连接,自压注气达到试验压力。
(5)试压步骤:
(a)升压、降压应缓慢,不得超过0.1MPa/min。
(b)缓慢升压至试验压力的一半,然后暂停升压,检查压力是否正常,各拆开阀门法兰、高低点焊接处是否漏气。若漏气立即泄压并将阀门打上盲板,直至正常后重复并继续升压。
(c)缓慢升压至试验压力,稳压10min 并检查,再将压力降至试验压力稳压30min,以压力表不降,管道所有部位无漏气为合格。
(d)如发现有泄漏点,不可直接补焊或打紧,应泄压后进行返修。然后再进行压力试验至合格。
(e)补焊处,不可直接堆焊,应用砂轮角磨机或手电钻去除缺陷,开坡口补焊,补焊后需重新进行压力试验。
3.2.8 排气
试压合格后,方可进行排气,控制排气速度以减小噪声,可多点排气,但应在排气点设置警戒线或警示标识。
3.2.9 表面处理和防腐
试压合格后,对管道补强区域进行表面处理和防腐,具体为修补板外表面及各焊缝周围50mm 内原焊接打磨区域。
如具备动火条件,可采用角磨机带碗状钢丝刷或角磨砂轮片进行表面处理,主要去除主管表面的浮锈等,动力除锈标准应达到St2.5 级,局部打磨不到处可采用钉锤、手柄钢丝刷、砂布等打磨处理。
如不具备动火条件,可用铜刷进行表面处理,手工除锈标准应达到St2 级。
防腐体系采用环氧富锌底漆+环氧云铁中间漆+聚氨酯面漆,干膜总厚不应小于120μm。
3.2.10 恢复保温防护层
待防腐工作完成后,恢复保温防护层。
先检查原先拆除的保温防护层有无缺失、破损或变质,如完好可利旧恢复,但应注意将原高低点开孔处使用复合硅酸铝保温棉和铝板进行封堵。封堵高点开孔处的铝板应安装在主管保温防护层外侧,封堵低点开孔处的铝板应安装在主管保温防护层内侧,防止雨水进入。如不便利,建议更换新的保温棉和铝板,均应符合前述材质及厚度要求。铝板应提前预制,保温棉绑扎牢固,外防护层固定及与原主管防护层连接宜采用铆接固定。
4 结语
目前,尤其是一些港口型石油化工企业,在新建项目中已不再设计工艺管道高低点,因为现有的清管方法无需进行高低点设置。对历史遗留的高低点,在管道大修时或具备清管维修的情况下,对高低点进行了彻底切除,从根本上确保了设备的使用安全,杜绝隐患。对一些管道局部部位要设置或保留高低点的,在设计时,应考虑极端情况下,采用带补强圈的安放式焊接,并做好防腐。对暂时处理不了的高低点,应采用修复、包裹等措施,减缓腐蚀并加固。同时,在日常使用中,加强检查和巡检,建立状态监测台账,定期进行跟踪分析,确保设备安全。