卷烟厂卷包车间SPC系统功能设计
2021-04-25杨萍曹晓冬朱江罗赛朱金华
杨萍 曹晓冬 朱江 罗赛 朱金华

摘要:本文主要介绍烟草行业卷包SPC系统的功能构建,应用SPC技术对设备参数、卷接包过程质量指标、质量成本等数据进行多维度监控、分析、评价,实现卷接包过程工艺参数化、精准化控制,推动管理与技术创新,为提质降耗和质量创优核心工作提供基础保障。描述利用SPC工具对卷接包过程质量数据进行管理、分析、评价和改进。
关键词:卷包SPC;卷烟厂;信息化
中图分类号:TP311 文献标识码:A
文章编号:1009-3044(2021)09-0003-02
开放科学(资源服务)标识码(OSID):
1背景介绍
卷烟厂MES系统质量管理模块一直缺少对卷包在线质量数据支撑,未对卷包数采系统的实时数据进行集成与利用,这些数据一直是卷包质量过程控制迫切需要的。目前卷包车间应用系统现状是卷包数采数据存在但未利用,完全是对数据资源的浪费,而部分综合测试台的数据为事后人工检测数据,未能达到实时数据的要求,对质量过程分析应用控制能力较弱。质量管理模块一直缺少对动力车间在线质量数据支撑,未对动力车间的环境温湿度等实时数据进行集成与利用,从全厂质量管控的角度出发,这些数据一直是盲区[1]。
2需求分析
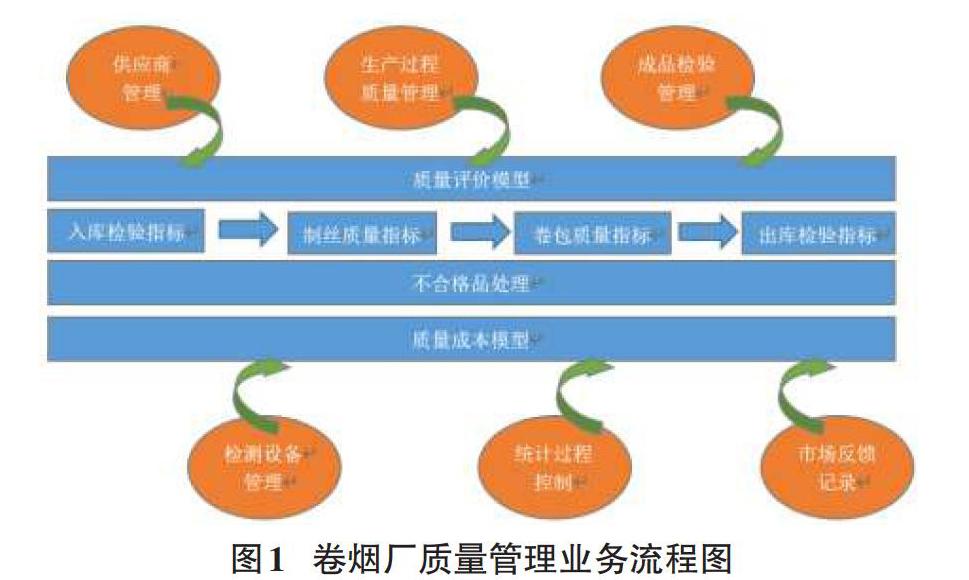
为保证产品质量连续稳定,生产过程控制始终坚持“设备为工艺服务、工艺为质量服务”的理念。设备在管理方面坚持事前控制、事中控制、事后控制进行科学有效的监督和分析。事前控制的重点放在设备的维修、保养、润滑等工作方法的制定上,放在各种管理漏洞的查找上,为科学化、精细化操作提供支持,从机制上减少质量隐患[2]。事中控制重点做好过程的监视与测量,从原辅材料的出库、使用及过程产品质量的抽查,确保生产过程中各个环节做到严格检查、快速整改、及时反馈,维护工艺技术标准的严肃性。事后控制是要对发生的产品质量问题的快速反应,无论是生产现场、市场反馈的质量问题,高度重视,认真加以持续改进,不断提高产品质量。如图1所示,基于质量管理部门及车间建设质量管理体系的要求,为了对质量评价模型、质量成本、供应商评价等业务进行支撑,如下图所示,需要重新对一头一尾和中间过程的质量数据流进行梳理,对缺失的部分如卷包实时质量数据进行补充,夯实数据基础,为建设全面质量管理体系及系统做准备[3]。
3 功能设计
(1)完成系统与卷包数采系统、动力车间系统数据集成硬件环境搭建。
尽可能利用现有服务器及实时数据库软件,不再在硬件上投入成本。
(2)完成系统与卷包数采系统、动力车间系统实时数据集成功能。
采集的数据内容包括五类,基础数据类如通讯协议、PLC通讯状、机器类型、车间号、机台号、日期、时间、班次、当前班次开始时间、当前班次结束时间等。生产数据类如总产量PROC、总废品量PROC、废品率PROC、利用率PROC等。质量数据类,如质量_SRM_烟支外形_重量_设定值、质量_SRM_烟支外形_重量_当前值、质量_SRM_烟支外形_重量_短期标准偏差_当前值等。设备数据类如状态、状态信息、机器速度、停机时间秒数、停机次数等。消耗数据类如本班耗纸盘(米)、本班耗水松纸(米)、本班盘纸单耗(米/箱)、本班水松纸单耗(米/箱)等。
(3)完成系统与封装箱机缺陷检测设备实时数据集成功能。
采集的数据内容包括主机通道全息检测类,如封签歪斜、无封签、盒皮歪斜、盒皮印刷错误、小盒折叠错误等。辅机入口全息检测类,如封签粘贴歪斜、无封签、小盒倒置、盒皮印刷错誤、盒皮歪斜等。辅机透明纸飞包检测,如烟包飞包等。缺盒检测类,如条中缺盒。装箱机条烟入口全息检测类,如条透明纸折叠异常、拉线错位、其他明显变形及异常等。装箱推烟全息检测等,如缺条、缺层、倒垛和箱倒置、贴码歪斜、无码、无胶。
(4)基础标准设置
在系统中对工艺事件、异常处理时需要事先对异常以及事件类型进行定义,供其他功能调用。
(5)质量过程监控
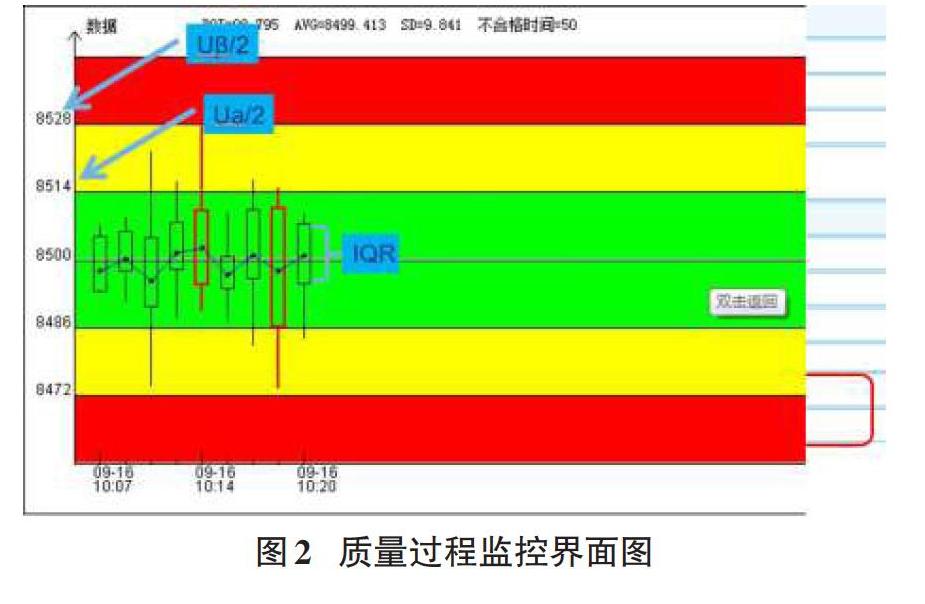
系统展示该工序监控参数的箱线彩虹图。图中根据箱子的高度判断这一组10个数据的波动情况。箱子的中心点表示这10个数据的平均值。如果连续的几个箱子都比较高则说明这短时间内数据波动都比较大。箱子的中心点到了黄区或者红区说明数据里工艺标准中心线偏离大,生产已经有点失去控制,连续几个点在黄区或者红区这一段时间属于失控状态。系统则会根据预报警规则进行预报警,图中会有红、黄灯进行预报警提示。各种指标进行当前生产的判断,如DQI、AVG、SD、不合格时间等。DQI表示当前生产的实施QI得分。AVG表示当前所有数据的平均值。SD表示当前所有数据的标准偏差(数据的偏离程度)。
(6)参数分析
参数是生产的最小控制单元也是评价体系中最基础的单元,参数的控制好坏直接影响到工序的整体生产情况。故在系统中把参数单独列出来进行分析。系统中可以直接查看每个参数的具体统计指标,以及该参数的时间序列图。
(7)质量分析
质量分析模块分为两个主要模块,一是生产过程的分析,便于相关人员及时准确的了解生产现状,做出有效判定。另一个是通过分析,找出问题点,为改进提出方向。关键工艺参数质量评价趋势图--通过看趋势图能直观的掌握各机台参数的变化趋势,是否在可控范围内。机台参数对比图—包括产量、烟用材料消耗、废品等项目,掌握机台的生产状况,提出改进方向。
4 总结
通过开发卷包车间SPC系统,将烟厂制丝、卷包、动力实时数据均在MES中进行集成,并以实时判定方式进行呈现,可以为后续实施全面质量管理的进行支撑。
参考文献:
[1] 张弛.HC公司生产管理流程改进研究[D].北京:首都经济贸易大学,2018.
[2] 寇建立,孙建华.基于J2EE轻量级框架的能源管理系统设计[J].电脑编程技巧与维护,2019(3):101-102,112.
[3] 鞠翠.MES对过程控制系统的数据采集[J].中国高新区,2018(9):220.
【通联编辑:梁书】
