阀套(Cr12MoV)磁粉检测的磁痕显示
2021-04-21马丽,邱斌,赵鹏
马 丽,邱 斌,赵 鹏
(1.四川省科源工程技术测试中心,成都 610091;2.四川航天长征装备制造有限公司,成都 610100;3.四川航天烽火伺服控制技术有限公司,成都 611130)
磁粉检测主要应用于对铁磁性材料的检测,针对零件表面及近表面缺陷的检测具有检测灵敏度高,显示直观,结果可靠等特点。
Cr12MoV钢属于铁磁性材料,细分为高碳高钼莱氏体钢,材料中加入了钼、钒等合金元素,使得钢的使用性能、工艺性能等得到了明显的改善,具有较好的热加工性能和冲击韧度,较高的耐磨性、淬透性、淬硬性、强韧性、热稳定性、抗压强度等,其综合性能优良,广泛应用于很多方面[1-2]。
在实际生产中,为了进一步保证产品质量,控制生产成本,避免质量风险,通常选用磁粉检测对加工过程中的零件进行检测。
在对某批次阀套零件(材料Cr12MoV)进行中心导体法磁粉检测时,发现整批零件(见图1)内孔壁沿轴线方向上有呈线性的缺陷显示痕迹。有的磁痕显示只有一条,有的则呈现多条磁痕显示,长度10~50 mm不等。其显示的严重程度各有差别,有的轮廓清晰、明显,形貌清晰程度与常见的裂纹形貌有些相似;而有的显示痕迹的轮廓较淡、细长,形貌特征与发纹较为相似。

图1 阀套零件外观
由于同批次阀套在检测过程中,其外表面并未发现类似磁痕显示,因此考虑内孔壁的磁痕显示,可能是由操作者磁化规范选择不当或电流过大产生的。
通过对这批零件先进行退磁处理,再根据零件尺寸重新调整了磁化电流,再次对阀套进行磁粉检测,但是内孔壁磁痕显示依然存在,只是磁痕显示略淡。
为了判断磁痕显示的性质及形成原因,在后续试验中采用了荧光渗透检测、金相检验等试验方法进行验证,旨在为零件生产过程中的质量控制提供依据和保障。
1 检测材料与检测方法
Cr12MoV钢的化学成分如表1所示,实测值符合标准GB/T 1299-2014的要求。状态为淬火(1 0201 040 ℃)+低温回火(150200 ℃),热处理后硬度为6064 HRC。

表1 Cr12MoV钢的化学成分 %
先对阀套进行荧光渗透检测复验,验证线性显示是否为表面裂纹;再按轴线方向对零件进行剖切后进行磁粉检测(直接通电法)复验,观察内孔壁部位是否依旧存在磁痕显示;若磁痕显示仍然存在,则对阀套进行金相试验取样,利用光学显微镜进行金相检验。
2 检测结果与分析
2.1 荧光渗透检测
将阀套进行退磁处理后,用超声波清洗机进行清洗,零件表面干净后依据标准GJB 2367A-2005对其进行荧光渗透检测,检测灵敏度为3级,检测结果为阀套表面未发现任何显示。由此可证明,此前磁粉检测所发现的磁痕显示并非表面开口型缺陷。
2.2 磁粉检测(直接通电法)
荧光渗透检测完毕,用超声波清洗机将阀套清洗干净,将零件按轴线方向进行剖切,然后采用直接通电法对其进行磁粉检测复验,发现内孔壁表面相应位置依旧存在磁痕显示(见图2)。

图2 对切后阀套的磁粉检测结果
2.3 金相检验
磁粉检测复验后,针对磁痕部位进行取样,按常规方法制成标准试样,用体积分数为4%硝酸酒精溶液浸蚀,在光学金相显微镜上观察,金相检验结果如图3所示。垂直于磁痕横截面方向分布着较为均匀的点状白亮组织,而沿着磁痕方向分布着条带状白亮组织,有些条带显示较宽,有些则显示较窄。条带状白亮组织与磁痕分布一致。经分析,白色组织为碳化物,磁痕显示是碳化物聚集引起的。
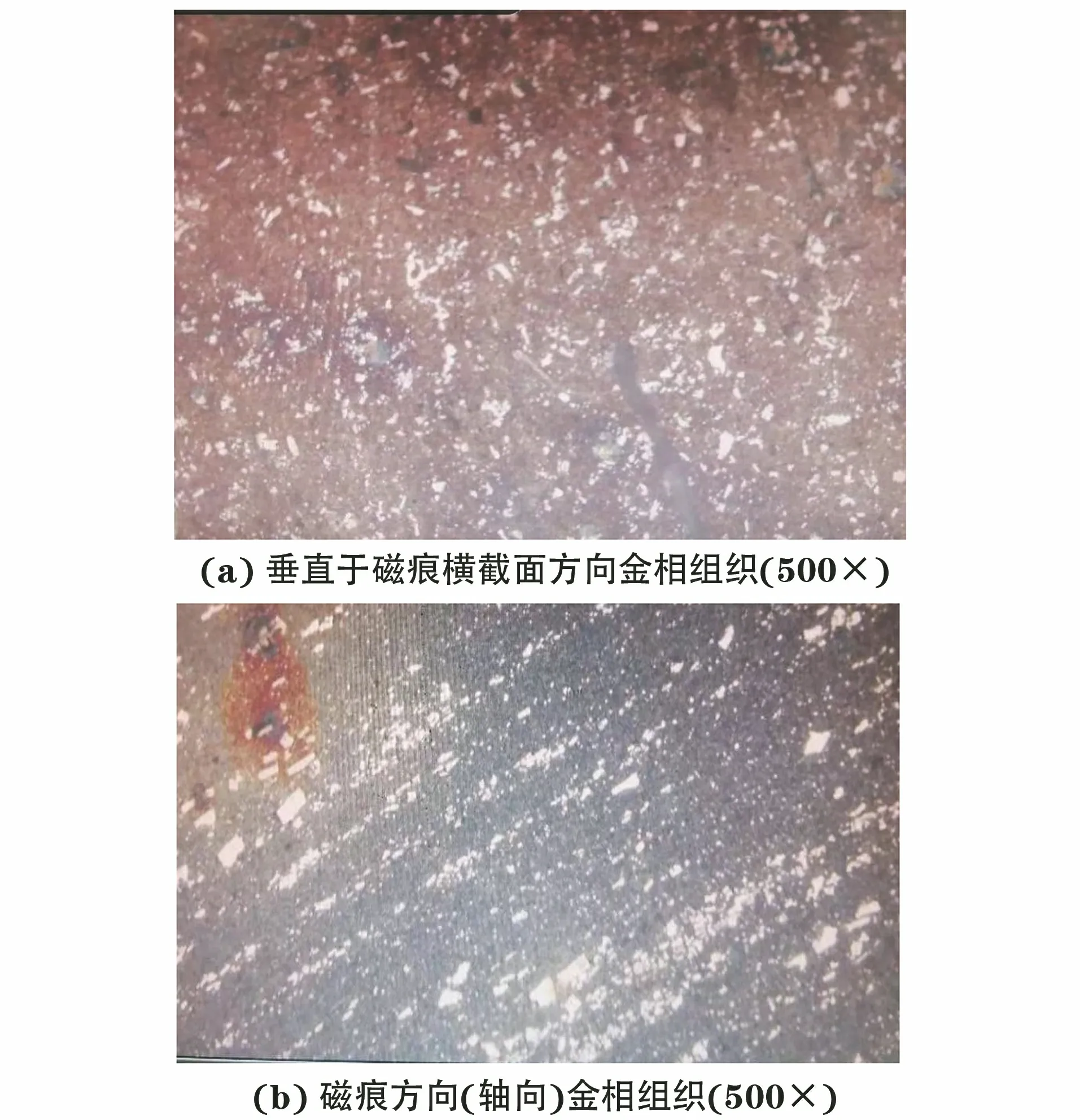
图3 试样的金相检验结果
2.4 磁痕判别及形成原因分析
由以上试验结果可知,Cr12MoV材料阀套内孔壁上经磁粉检测后,所产生的线性显示与碳化物分布相关。由于碳化物分布呈条带状,所以磁痕显示一般呈现为线性连续显示,且根据条带状碳化物分布的密集程度不同,会出现一条或多条磁痕显示。
这种显示若不经仔细判别,则会被误认为是裂纹或发纹,对公司控制生产成本和生产效率都会产生不利影响。观察时可借助3~10倍放大镜,其形貌、成因经仔细判别后与裂纹、发纹有明显差异,裂纹一般呈不规则线性显示,中间部位粗,而两端头尖细,容易形成应力集中,危害性很大;而发纹则是由原材料中的金属夹杂物或气泡在轧制过程中被拉长而产生,显示痕迹一般如发丝状,磁痕显示较淡,两端头较圆,不易产生应力集中。
该批次Cr12MoV阀套是采用热轧料机加而成的,因此棒料靠近中心部位的碳化物容易沿轧制方向呈带状、网状、块状、堆集状分布,而棒料靠近表面的区域由于变形容易,则碳化物容易破碎,不易形成条带状,因此外表面不会因为碳化物而产生磁痕显示。
磁粉检测中零件表面的磁痕显示成因与漏磁场吸附磁粉密切相关,零件本身材料成分组织的不均匀、零件外形结构的变化、制造工艺等都会引起磁力线的畸变,在零件表面形成磁痕显示。在高碳合金钢的原始组织中,影响磁特性最大的就是碳及合金元素,一般随着碳及合金元素(如Cr,Mo)含量的增加,钢的磁导率便会发生变化,且极易产生合金碳化物[2-4]。由于此批次零件的碳化物组织呈条带状相互平行分布、聚集,所以碳化物的磁导率与周围基体组织的磁导率相差变大,在磁化过程中磁力线发生畸变,从而吸附磁粉,在零件表面上形成线性磁痕显示[5]。
3 结语
(1) Cr12MoV材料的阀套内孔壁表面磁痕显示的成因及形貌与裂纹、发纹不同,其是碳化物呈条带状所致。
(2) 碳化物组织呈条带状聚集,与周围基体组织磁导率产生差异,磁化过程中引发磁力线畸变,组织吸附磁粉,在零件表面形成磁痕显示,此显示属于非相关性显示。
