真空钎焊设备真空计规管过滤装置设计
2021-04-21刘博乐祁永胜赵建伟范燕涛刘致顺
刘博乐,祁永胜,赵建伟,范燕涛,刘致顺
(北京航空材料研究院,北京 100095)
0 引言
某真空钎焊炉在真空钎焊过程中经常产生可挥发性化学物质,这些物质主要是在炉体内部焊接过程中产生的挥发性气体。当对炉体进行抽真空时,挥发物会在抽真空过程中进入大气,但是其中一部分挥发物会吸附在炉壁表面。当吸附在炉壁表面的挥发物进入到真空测量系统中,测量管灯丝会受到污染,从而影响测量精度。随着真空计规管的不断使用,真空计规管内的灯丝污染会日益严重,最终导致真空计规管报废。对真空计规管前端加装过滤装置,可以有效过滤掉挥发性气体颗粒,保证真空计规管的正常使用。因此,设计、安装真空过滤装置可以解决真空计规管污染、损坏问题。
1 设备介绍及问题
1.1 真空钎焊
真空钎焊是用比母材熔点低的金属材料作为钎料,用液态钎焊材料润湿母材和填充工件接口间隙,并使其与母材相互扩散的焊接方法。这种方法适用于焊接精密、复杂和由不同材料组成的结构[1]。
1.2 真空钎焊炉的工作原理
真空钎焊的主要原理,是将清洗好的零部件在焊接部位涂以助焊剂铺上焊料,如粉状、粒状、片状等,再放上另一需要焊合部件,焊合面同样也涂上焊剂,将两部件定位固定后装入炉内抽真空、升温到焊料熔化的温度即完成焊接。真空钎焊炉主要由真空系统和加热系统两部分组成:真空系统用来满足真空钎焊工艺要求的真空度;加热系统用于零部件加热并熔化钎料,完成零部件的焊接。
真空钎焊的主要工作过程:①对零部件钎焊室内进行抽真空,开动机械真空泵,待真空系统达到300 Pa时,开启罗茨泵进行抽真空,当真空度达到10 Pa时接通扩散泵,经过扩散泵一段时间的抽真空使真空室内真空度维持在5×10-4Pa;②达到该台钎焊炉的真空焊接要求后,开始对整个系统进行加热升温至1200 ℃,加热速度应均匀不宜过快;③加热过程完成后,进行冷却,当炉内温度降至出炉温度时出炉,完成零部件的钎焊工作。
1.3 真空系统的组成及工作原理
设备真空系统主要由真空室、真空泵系统和各控制阀门及热交换器组成(图1)[2]。其中,真空泵系统由机械泵、维持泵、罗茨泵、扩散泵构成,阀门包括前级阀(蝶阀)、旁通阀(蝶阀)、维持泵阀(蝶阀)和真空挡板阀等。当真空系统开启时,需要开启所有阀门,机械泵对整个真空系统进行抽真空;当真空度达到300 Pa时,关闭真空挡板阀、前级阀,开启罗茨泵对钎焊炉室进行抽真空;当真空度达到10 Pa时,关闭预抽阀,打开前级阀对油扩散泵进行抽真空,开启油扩散泵,打开真空挡板阀进行整个系统抽真空;当真空度达到5×10-4Pa时,可以进行钎焊工作。真空计规管在钎焊炉炉室与真空挡板阀之间对真空进行测量。
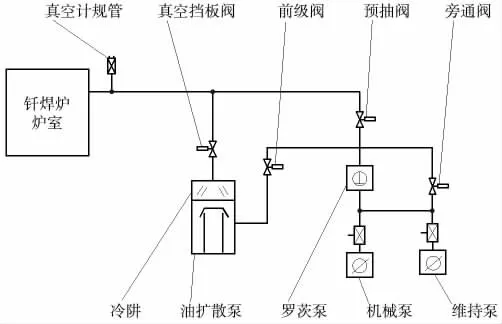
图1 真空钎焊炉真空系统
1.4 设备情况
该台真空钎焊炉焊接方法为软焊接,焊接温度在1200 ℃,其焊接材料涉及高温合金,如钴、铬、钼等。在焊接过程中,其对真空度要求极高。
1.5 出现的问题
(1)钎焊过程挥发气体对真空规管的影响。在真空焊接过程中,焊接材料在熔化过程中挥发产生化学气体。为了保持钎焊室内真空度,真空系统不间断进行抽真空作业,随着抽真空作业的进行,挥发气体进入主管道。因为需要对真空系统进行真空检测,在主管道上加装了真空计规管。虽然挥发气体对真空系统无影响,但是会使真空计规管内灯丝发生氧化,长期运行造成真空计规管的大量损坏,影响真空系统的检测,造成真空系统检测错误,导致钎焊零部件质量不合格等情况。
(2)扩散泵抽真空过程中挥发油蒸气对真空规管的影响。在进行钎焊过程之前,扩散泵需要使用高压油蒸气对钎焊炉室内进行抽真空。由于真空测量规管加装在钎焊炉室与扩散泵之间的主管道上,扩散泵油蒸汽对真空测量规管也会造成影响,导致规管损坏。
2 真空过滤装置的理论设计
2.1 真空过滤装置对真空管道抽速的影响
真空钎焊在实际工作过程中的真空要求为5×10-4Pa,属于高真空工作环境,因此该真空状态为分子流状态[3]。真空计规管过滤装置在设计时应考虑分子流状态,保证真空管道内分子流状态下真空计规管与主管道真空流导保持一致或高于其流导,防止因真空计规管流导低而降低主管道真空系统抽速、真空计规管测量失效等问题。现需对真空过滤系统进行理论设计,这其中主要涉及管道过滤装置对气流的阻碍作用,这一作用体现在抽气管道流导对抽速的影响。
设备管道对气体的流导不仅取决于管道中流动的气体种类和温度,而且与管道的几何形状和尺寸也有关系。因为在管道上加装真空过滤装置改变了管道的形状及尺寸,真空过滤装置的空间大小对主管道流导变化起到一定作用。为了降低主管道的抽真空速度,对真空过滤装置进行理论设计。
由于在钎焊过程中,设备真空处于分子流状态,因此仅需考虑管道抽真空过程中,管道内气体分子流状态下,真空过滤装置的流导,通过真空流导公式进行演算[4]。
2.2 流导的定义及公式
在单位压差下,流经管路元件气流量的大小被称为流导。流导的定义式:

式中 Q——气流量,Pa·m3/s
P1-P2——管路压强差,Pa
C——流导,m3/s
不考虑管口影响时,在分子流条件下,任意截面形状管道的流道计算式可由克努森流导积分公式导出:

B——管道横截面周长,m
A——管道横截面面积,m2
L——管道长度,m
K——管道断面形状修正系数
K值的大小由实验确定。
导出的圆管的流导为:

式中 L——圆管的长度,m
D——圆管的直径,m
当在n个管道元件串联后整个管路的流导公式为:

式中 Ci——第i个元件的流导
可见管路元件串联之后,整个管路的流导等于各元件流导的倒数的代数和的倒数。
2.3 确定设备主管道流导
根据上述理论公式,设备主管道直径D为0.1 m,管道长度L为2 m,因此设备主管道流导Cf=121×(0.1)3/2=0.060 5 m3/s。为了保证设备主管道流导为0.060 5 m3/s,在真空过滤装置设计过程中充分考虑到其流导应不小于设备主管道流导0.060 5 m3/s。
3 真空过滤装置实际设计
针对真空计规管的特点,选用快拆接头方式与主管道进行连接,主要分为底座、过滤筒和过滤芯3部分。在抽真空过程中,为了确保过滤装置的自身强度,其主体材料为45#钢,过滤芯为黄铜材料。在钎焊真空设备的抽真空速率方面,在设计中参照上述理论设备主管道流导参数,综合拆解、更换、测量及时性,连接方式多采用快速连接方式。
(1)底座设计(图2)。此底座与主管道连接方式为快速连接,保证真空过滤装置损坏时与底座快速分离。底座上加装O形密封圈Ф64×4 mm,保证过滤装置密封良好,并且突台结构与过滤筒配合的密封设计可以保证过滤装置的真空度。
(2)过滤筒设计(图3)。为了保证真空计规管过滤装置与扩散泵和钎焊室之间的主管道真空流导的保持一致,或大于主管道流导而不影响设备抽真空速率,需对滤筒的尺寸进行设计。保证滤筒内壁3 mm厚,以保证其抽真空强度。过滤筒上方安装真空计规管,下方与底座法兰连接保证真空度。
(3)过滤芯设计(图4)。过滤芯为气动设备过滤器,加装在底座与过滤筒之间,起到对钎焊产生的化学气体颗粒过滤作用,保证真空计规管正常使用,防止损坏。其为过滤核心,材料铜,宝塔设计下方为丝扣连接,方便更换、清洗;上方过滤网可以有效吸附钎焊过程中挥发的气体颗粒,保证对污染物进行过滤。

图2 底座

图3 过滤筒

图4 过滤芯
(4)真空过滤装置(图5)。最终设计完成的真空过滤装置安装在增压泵与设备主管道之间(图6)。其流导主要分为3部分:底座管道流导、过滤筒流导和过滤筒上方过滤嘴流导。3部分流导串联在主管道上,因此需要对其3方流导进行计算求和:


图5 装配效果

图6 实际装配
经过计算此过滤装置流导为2.43 m3/s,其主管道流导为0.060 5 m3/s,远远高于主管道流导,所以,在真空管道上加装过滤装置对主管道真空系统抽真空速率无影响。
4 具体的经济效益
该真空计规管过滤装置已经完成设计、制作、安装等工作,目前已经装配到真空钎焊炉主管道上,初步已取得良好效果。在未安装过滤装置前,真空计规管的损坏周期为2 d,直接损失为3000元。过滤装置安装后,明显提高了真空计规管使用寿命,降低了真空计规管的更换周期,使更换周期由原来的2 d更换一次延长到3个月更换一次。使用真空计规管后,平均每年节约成本近30万元,并且提高了钎焊产品质量。该真空计规管过滤装置可以应用到其他高真空冶炼设备上,其对高真空冶炼设备真空计规管及其他测量设备具有保护作用,对有效提高使用周期、降低维修成本具有实际意义。
