Active Only半连续保护气氛铝钎焊炉
2021-04-21武声阳
武声阳,梁 成
(西科沃克瑞泰克热处理设备制造(天津)有限公司,天津 300385)
国内某换热器制造公司引进一种先进的新型半连续保护气氛铝钎焊炉生产线,这是该种炉型在亚洲第一条,全球第三条应用。该炉型可用于钎焊工程车辆、空分站用重型板翅式换热器或类似产品,这类换热器受结构和材料原因限制,在传统工艺中必须在真空炉中完成钎焊,但真空钎焊存在效率低下、设备复杂、生产成本高等问题。此种半连续铝钎焊炉结合了气氛钎焊和真空钎焊的优点,具有非常广泛的适用性,可以部分代替成本高昂的真空炉使用。
1 铝合金的NOCOLOK钎焊和真空钎焊
1.1 NOCOLOK钎焊
NOCOLOK是加拿大Alcan公司在20世纪70年代末发明的一种无腐蚀钎剂技术,在全球应用已有40年历史,这种工艺具有焊成率高、成本低、易操作、无污染、适合大批量生产的优点,是目前应用最广泛的铝合金钎焊技术。
NOCOLOK钎剂是由KF- A1F3系构成的氟铝酸钾混盐,其化学总式可表示为nKF·AlF3(n一般为1~3),熔点为565~572 ℃,在熔融状态下可与Al2O3发生复杂的电化学反应以破坏铝表面的氧化膜[1]。图1为典型的钎焊接头结构。

图1 典型的钎焊接头
钎焊过程首先是工件被加热到565 ℃以上,钎剂开始熔化并破除铝合金表面的氧化膜。然后升温至577 ℃左右,钎料(Al-Si复合层)开始熔化并润湿结合面,液态钎料通过毛细作用填充接头间隙。再通过进一步的升温和保温,钎料和芯材间相互扩散,经冷却后最终形成稳定的合金接头。
工业上基于NOCOLOK钎焊工艺的常用设备称为可控气氛铝钎焊生产线(以下简称CAB生产线)。CAB生产线主要由干燥炉、钎焊炉、气氛冷却室、终冷室和其他一些辅助装置组成,生产线通过一条闭环的耐热钢网带相连,用于从前到后输送产品。其中干燥炉用于除去钎剂中的水分及其他有机物(如黏结剂),工作温度一般为250 ℃左右。钎焊炉为生产线的核心,内有耐热钢制成的马弗,马弗内通入高纯度的氮气形成低氧含量的保护气氛;钎焊炉分为若干个独立的控温区,工件在运行过程中逐渐达到钎焊温度。气氛冷却室由马弗、夹套、冷却风机(或水冷套)等组成,用于将工件在保护气氛中降温至350 ℃以下的出炉温度。终冷室也称空冷,用于将工位在自然气氛中降至室温。典型的CAB生产线组成见图2。

图2 CAB生产线组成示意图
CAB生产线在使用上有一些限制:
(1)在加热过程中为限制氧化物的生成,要求气氛中O2含量必须低于100×10-6(最好低于50×10-6),另外氟铝酸钾钎剂会与水反应产生有强腐蚀性的HF,会使焊接质量劣化、影响产品外观并腐蚀设备,且HF有毒,因此炉内气氛还要求露点小于-40 ℃,同时产品、夹具和网带都会将氧气和水分带入炉膛,因此需要从炉膛中部向马弗内充入高纯氮气以稀释炉内有害气氛。一般气源取O2含量小于5×10-6、露点-70 ℃以下高纯氮气,其消耗量根据马弗大小在100~250 m3/h(标准)。马弗内废气会向马弗进、出口扩散并排出,同时消耗大量热能。以上原因导致CAB生产线使用中会有大量的高纯氮气消耗并降低炉子热效率。
(2)在NOCOLOK焊剂钎焊中,芯体材料中金属元素的含量是受限制的,尤其对镁元素最为敏感。镁会与氧化膜中的氧元素结合生成难熔的MgO,影响铝表面氧化膜的去除;镁会与氟铝酸钾反应生成MgF2、 KMgF3和K2MgF4,导致钎剂熔点上升,降低钎剂的流动性甚至使钎剂重新凝结。因此,在气氛钎焊中,铝合金中镁元素的含量一般应控制在0.5%以下,超过这一限制时需要增加氮气的注入量以降低氟化氢的浓度或使用特殊的含铯钎剂。当合金中的镁含量超过1%时钎剂就会失去膜能力,故一些高强度的铝合金,如6061,无法在CAB生产线中钎焊。
1.2 真空钎焊
真空钎焊是目前铝制换热器生产中另外一种得到广泛采用的技术。铝的真空钎焊较气氛钎焊最大的不同是无须钎剂。真空铝钎焊的去膜是在Al-Si钎料中加入Mg作金属活化剂并通过一系列复杂的物理化学作用实现的。Mg化学性质活泼,蒸气压较高(在427 ℃时约为1.3 Pa),在真空中极易挥发。Mg的活化作用可用以下三个化学反应式表述:
3Mg+Al2O3=3MgO+2Al
(1)
2Mg+O2=2MgO
(2)
Mg+H2O=MgO+H2
(3)
由于 Al2O3的热膨胀系数仅为Al的1/3(见表1),当加热到约400 ℃时,铝表面的致密氧化膜会因受热膨胀而开裂[2]。在真空钎焊的过程中,一方面Mg蒸气会通过氧化膜表面的微小裂缝进入母材表面并和钎料中扩散出的Si一起形成低熔点的Al-Si-Mg合金,合金熔化后会破坏氧化膜与母材的结合,氧化膜会浮起并通过熔化钎料的表面张力将其从接头区排除[3];另一方面Mg蒸气可以还原Al2O3(见式(1))并吸附气氛中的水和氧气(见式(2)和式(3)),保护母材表面不被氧化,这样钎料就可以有效润湿母材,并通过毛细作用生成合金接头。

表1 Al2O3和Al的热膨胀系数
真空铝钎焊工艺对真空钎焊炉性能的要求很高,如:为保证气氛中足够低的氧含量,其工作真空度应≤5×10-3Pa,压升率≤0.5 Pa/h;换热器有大量的微通道结构和内表面积,抽真空时会放出大量气体,因此真空系统必须有足够高的抽气能力;铝钎焊温度接近母材的熔点,因此钎焊窗口很窄,炉子必须有很高的炉温均匀性和控温精度,至少要达到≤±5 ℃和≤±1 ℃;为保证足够高的升、降温速率,真空炉还应具有足够大的加热功率和强制循环冷却系统。图3为典型的铝真空钎焊炉结构。

图3 真空钎焊炉结构
真空铝钎焊有许多优势,如由于除气净化效果好,可以形成高质量的焊接接头;应用范围广泛,可焊接6XXX、7XXX系的高强度铝合金;可焊接一些大型的、必须立式装入的换热器产品等。但真空钎焊炉在使用中也存在一些弊端,如:
(1)铝在真空炉中加热效率低下。真空炉中几乎没有气体介质,因此炉内主要的传热方式是辐射传热,因铝合金反射率较高(吸热慢)且比热容较大(需要较多的热量),因此铝在真空炉中的加热效率低下。铝与其他金属的热性能对比见表2。
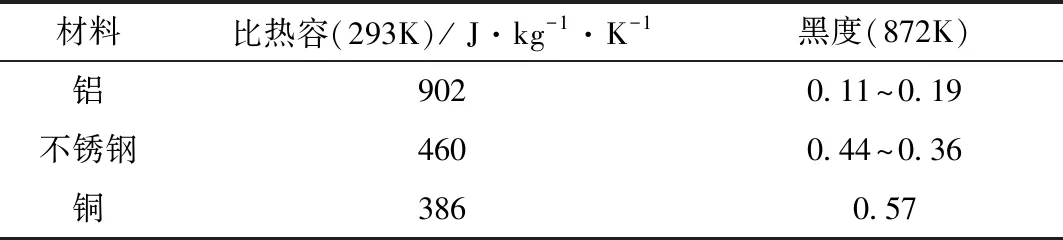
表2 三种金属材料的热性能对比
(2)一般的真空钎焊炉都是间歇式炉,且因结构原因真空炉装炉量受限,因此无法实现大批量连续生产。半连续式真空钎焊炉的造价高昂,且效率提升有限,不是主流。
(3)真空炉的应用成本非常高。真空炉构造复杂,制造困难,因此造价较高。尽管真空钎焊炉中普遍配备有镁捕集器,但钎焊过程中仍然会有部分镁蒸汽进入真空系统导致泵油污染,需经常更换;镁蒸汽还会在加热器、水冷炉壁、炉门等部件上冷凝下来,最终带来绝缘和密封问题,需要经常停炉维护,因此真空钎焊炉的养护成本也非常高。
2 Active Only®半连续保护气氛铝钎焊炉
Active Only®半连续保护气氛铝钎焊炉(以下简称A.O-CAB生产线)由若干不同功能的腔室组成,较一般的CAB生产线,增加了真空净化室和真空冷却室,用于净化和隔绝气氛。各腔室间都设计有独立的隔热门,保证相互之间没有干扰。产品摆放在料筐上,料筐通过一条悬挂线以步进方式依次在各腔室中运行。各腔室允许根据每个料筐的装料情况单独设置工艺参数,因此切换产品和工艺时无需等待,使设备具有了柔性生产能力。单个料筐最大装载量为400 kg(产品和工装),料筐在各腔室内的处理和转移节拍最快为15 min,最大生产率可达1.6 t/h。A.O-CAB生产线的结构和外观见图4和图5。

图4 A.O-CAB的平面布置图
2.1 重型板翅式换热器的钎焊
板翅式换热器芯体的基本单元由隔条、隔板和翅片组成(见图6)。重型的板翅式换热器在传统工艺中都是在真空炉中以垂直摆放方式钎焊的,原因是这类换热器的芯体普遍较厚重,当平放钎焊时,隔板上附着的大量钎剂及钎料在熔化后会发生积聚并产生重力流动,钎料不能均匀铺展导致毛细作用无法顺利展开,使焊接失败;平放钎焊时还会引起换热器的热变形。一般CAB生产线的马弗考虑热态强度、稳定性、空间利用率等原因,截面都为宽而扁的马蹄形,因此装料高度受限,另外还受网带强度、加热方式、热风循环方向等限制,无法钎焊这类换热器。
A.O-CAB改变了传统CAB设备装料方式和加热方式,并将对流风机安放于炉体一侧,热风的循环方式由垂直循环改为侧循环(相当于把一台卧式炉垂直摆放,见图7),因此这种炉型既能钎焊一般的换热器产品,也能够支持重型板翅式换热器的垂直钎焊。同时A.O-CAB生产线采用真空净化方式,可以以低成本的方式获得更加纯净的气氛,有助于提高焊接质量并显著降低生产成本。

图5 A.O-CAB外观
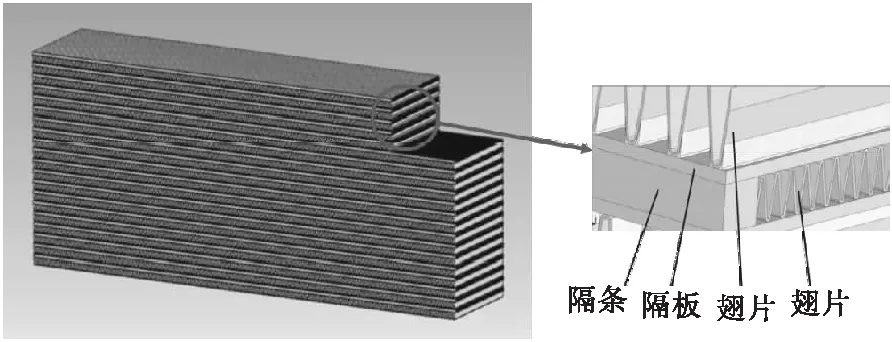
图6 板翅式换热器的芯体结构
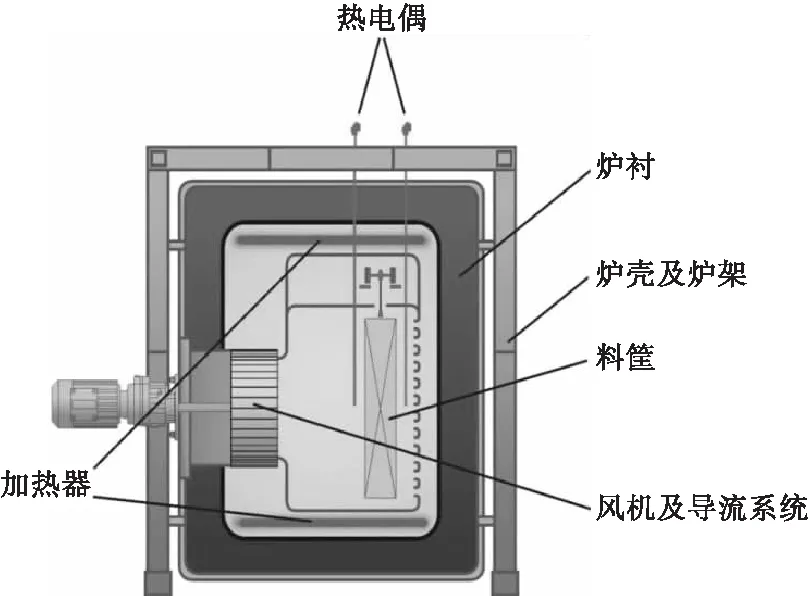
图7 A.O-CAB钎焊炉结构
2.2 氮气置换净化和真空净化
传统的CAB生产线用氮气净化炉内气氛,即用大量的高纯度氮气对马弗进行吹扫和置换以使其氧浓度达到工艺要求,实质上是“稀释”过程。目标氧浓度与耗气量的关系可以用下式表示:
(4)
式中:VPN表示高纯氮气总耗量与马弗容积的比值,也称换气次数;Kf为目标氧浓度,×10-6;Kc为高纯氮气的残氧含量,气源为液氮时为5×10-6;K0为开始置换时气氛的氧浓度,取0.21。
A.O-CAB生产线采用真空净化。真空净化是先将容器抽至一定的真空度,然后再注入高纯氮气获得低氧气氛的方法。在真空度不高的容器中可将混合气体视为理想气体,假设混合气中各组分在抽真空过程中被抽走的概率相同,且不考虑其他材料的真空放气,则真空净化时目标氧浓度与真空度的关系可由下式表示:
(5)
式中:P0为标准大气压,101 325 Pa;P1为真空度,Pa。根据式(4)和式(5)可建立两种净化方式的等效关系,见表3。

表3 氮气吹扫净化和真空净化的等效关系
从表3可以看出采用真空净化可以很轻松地获得理想的低氧气氛。以20×10-6的氧浓度为例,仅需7.2 Pa的真空度即可达到(属于低真空级别),且耗气量仅为氮气吹扫置换的约1/9。因此,真空净化更具成本优势。
使用真空净化的另一个优点是除气效果更好。使用氮气吹扫置换时,换热器内部空间(如集留管和扁管内)的气体因流动性不佳很难置换掉,造成内部空间的氧浓度偏高,并对钎焊质量产生负面影响。采用真空净化可以彻底清除换热器内部空间的残留气体。另外换热器比表面积较大,如板翅式换热器可达到1 000~2 500 m2/m3,故其表面吸附的各种杂质气体也不能忽视[4],在真空净化中,这部分气体通过抽真空过程也能够轻松除去。
3 总 结
A.O-CAB在继承和发展常规CAB生产线质量稳定、成本低廉的等优势基础上,扩展了气氛钎焊的适用范围,对于一部分在传统工艺中必须使用真空炉钎焊的换热器,使用这种炉型可获得更好的质量、更低成本和更高的产能。表4是三种不同铝合金钎焊设备的性能对比。根据某用户应用A.O-CAB一年来的统计,当连续生产时,其产能相当于3~4台4 t装炉量的真空钎焊炉,而单位生产成本仅为该种真空钎焊炉的约50%,焊成率在98%以上,比真空钎焊高3~5个百分点。A.O-CAB可以部分代替昂贵的真空钎焊炉的使用,是铝合金换热器钎焊技术的一次重要创新。

表4 三种铝合金钎焊设备的性能对比
