煤矿高矿化度矿井水零排放处理技术现状及展望
2021-04-21肖艳
肖 艳
(中煤科工集团杭州研究院有限公司,浙江 杭州 311201)
0 引言
煤炭长期以来为经济社会的发展和国家能源的安全稳定供应提供了有力保障,实现高质量发展、建设绿色智能矿井是未来一定时期内煤炭工业发展的主要目标[1]。矿井水是煤炭开采的必然伴生产物[2],由于受到开采活动及地质条件的影响,矿井水中含有悬浮物、油类、重金属、放射性、氟化物、矿化度等污染物[3]。根据污染物种类的不同,将矿井水分为含悬浮物矿井水、高矿化度矿井水、酸性矿井水及含特殊污染物矿井水[4]。高矿化度矿井水是指水中含盐量超过1 000 mg/L的矿井水[5],主要分布在我国内蒙、新疆、陕西、山西、宁夏等缺水地区和山东、两淮等重要水利工程枢纽地区,约占矿井水总量的1/3。因其矿化度高,常规工艺处理后无法满足生产和生活用水,通常作为灌溉用水或直接外排,导致土壤次生盐碱化、植物枯萎死亡,生态环境遭到破坏,水体质量环境恶化,影响供水水质。同时,我国是全球水资源最为紧缺的国家之一,人均可利用量不足2 000 m3,且分布极不均匀,煤矿与水资源呈逆向分布[6]。随着煤炭经济的快速发展,煤矿区水资源短缺矛盾日益突出,矿井水资源化利用是解决水资源供需矛盾、改善生态环境的有效途径[7]。早期,高矿化度矿井水的处理多以利用为目的,处理方法主要以反渗透为主[8-9],浓水直接外排或利用蒸发塘自然蒸发处理,如淮南谢桥煤矿[10]、宁夏清水营煤矿[11]、陕西黄陵煤矿[12]等。腾格里沙漠污染事件后,蒸发塘处理方式被禁止。干旱地区及国家重要水利枢纽地区为确保供水水质,限制了外排水的含盐量,近期出台的环环评[2020]63号文要求外排矿井水含盐量小于1 000 mg/L。高矿化度矿井水的零排放处理将是未来一定时期内煤矿污染物治理的重点,也是实现绿色智能矿井的重要保障。笔者分析了国内高矿化度矿井水零排放技术的现状,并列举出几种典型案例,供高矿化度矿井水处理参考。
1 高矿化度矿井水水质特征

2 高矿化度矿井水零排放处理技术现状
高矿化度矿井水零排放过程是利用物理化学方法将水中含盐量降低到满足使用或外排要求,最终得到合格产品水、结晶盐及少部分化学污泥。通常经过预处理、浓缩、结晶分盐三个阶段实现。
2.1 预处理技术
预处理是浓缩和结晶分盐的基础,为确保浓缩和结晶系统长期稳定运行,减少结垢、污堵及频繁清洗,需对浓缩前的高矿化度矿井水进行预处理,以去除水中悬浮物(SS)、Fe、Mn、油类、有机物、Ca2+、Mg2+等结垢因子,通常采用混凝澄清、砂滤、超滤、微滤、化学沉淀及氧化技术。
2.1.1 除悬浮物技术
由于受到开采活动的影响,矿井水中普遍含有悬浮物,一般含量为200~500 mg/L,个别煤矿高达1 000 mg/L以上。在混凝剂和助凝剂作用下[16],分子间静电斥力平衡遭到破坏,悬浮物相互碰撞形成絮体沉淀下来。常用的混凝剂以铝盐和铁盐为主,助凝剂以高分子聚合物聚丙烯酰胺为主。沉淀形式有平流式斜管沉淀池、水力循环澄清池、机械搅拌澄清池、高密度澄清池及磁絮凝技术[17]。平流式斜管沉淀池占地面积大、排泥系统复杂、常出现斜管坍塌现象,目前已逐步被淘汰。磁絮凝技术是在混凝阶段投加磁粉[18],使絮体带有磁性,可利用磁盘机将絮体快速分离,再利用磁种回收系统将磁粉回收,占地面积省、实施快,目前常用于井下水处理,实际运行中,因聚丙烯酰胺投加量较大,水中残留的部分药剂造成后续过滤系统滤料、膜表面堵塞,且出水SS较高,需要二次混凝沉淀。水力循环澄清池、机械搅拌澄清池、高密度澄清池集混凝沉淀于一体,泥渣循环,药剂投加量省,处理负荷高、运行效果稳定,出水SS可小于10 mg/L,是目前高矿化度矿井水预处理除悬浮物常用的工艺技术。
2.1.2 除铁、锰技术
受地下水水质影响,部分矿区矿井水中铁、锰含量较高,通常地下水中铁和锰以二价离子形式存在,在接触到空气或者加氯处理后,会转化成三价难溶性胶体颗粒沉积在膜表面或因铁细菌滋生加剧膜生物污染[19]。传统的除铁锰方法先利用空气或化学药剂(NaClO、KMnO4)氧化处理,再通过介质过滤去除,或直接采用锰砂滤料过滤除铁[20-21]。为节省占地,出现了氧化—微滤/超滤新技术。此外,当铁离子含量≤0.05 mg/L时,可用离子交换方式,采用投加阻垢剂的方式也能有效抑制铁锰污染。实际工程中,为节省投资和运行成本,通常将铁锰与悬浮物或硬度一起去除。
2.1.3 除有机物技术
矿井水中少量有机污染主要来源于井下生产活动和地面中水利用系统,有机物会造成膜的生物污染或堵塞,导致膜性能衰减。随着膜在高矿化度矿井水中的普遍应用,矿井水中的有机污染也逐渐被重视。目前采用的处理技术主要有化学氧化、活性炭吸附、膜分离技术。化学氧化有加氯、臭氧、芬顿等技术,加氯主要是抑制微生物生长,一般作为常规手段,臭氧、芬顿能够有效降低水中的COD。活性炭吸附技术通常与臭氧联合使用,因设计参数选取、运行不当的原因,活性炭吸附存在生物污染风险,一般采用增加滤床深度、降低滤速来降低微生物污染。在RO前采用微滤或超滤预处理也是降低有机物浓度的有效手段,实际应用中,常采用加氯、臭氧、活性炭吸附、微滤或超滤几种方式组合协同去除有机物。
2.1.4 除硬除硅技术

2.2 浓缩技术
高矿化度矿井水浓缩是实现零排放的关键步骤,其目的是提高矿井水中的盐浓度,达到蒸发结晶分盐技术指标和经济性要求。目前,高矿化度矿井水零排放已有的浓缩技术包括膜浓缩工艺和蒸发浓缩工艺,膜浓缩工艺包含两级BWRO+SWRO浓缩、BWRO+SWRO+DTRO浓缩、BWRO+SWRO+ED浓缩、高效反渗透(HERO)技术,蒸发浓缩包括MVR降膜浓缩和MED多效蒸发,也有采用膜浓缩与蒸发浓缩协同技术,具体工艺的选择需要依据水质、水量及热源进行经济性分析而定。
2.2.1 膜浓缩技术
膜浓缩技术是利用膜对水中各组分具有选择性透过,实现水中盐的提浓。随着膜在水处理领域的广泛应用,膜成本逐步降低,技术不断完善成熟。膜技术具有自动化程度高、占地面积省、产水稳定、集成度高等优点。目前,在高矿化度矿井水浓缩处理中采用的膜技术主要包括纳滤(NF)、反渗透(RO)和电渗析(ED)技术[29]。
反渗透技术起初主要用于海水淡化、地下苦咸水利用,随着各行业水处理零排放技术的发展,出现了各种形式的抗污染膜、高压膜,如DTRO、HERO、STRO等,DTRO和STRO是从垃圾渗滤液浓缩分离发展起来的,脱盐率一般可达85%以上,较常规反渗透膜脱盐率低,对预处理要求不高,因流道宽、抗污染性强、操作压力高,目前在煤化工废水零排放中应用较多[31]。HERO技术是常规反渗透技术的一种改进,在反渗透前利用离子交换去除水中全部硬度,反渗透在高pH条件下运行,降低了膜的污染或结垢,回收率可达80%,较常规反渗透稍高,但大规模的集中除硬导致预处理投资和运行成本均较高,目前在高矿化度矿井水零排放中应用较少[32]。
电渗析(ED)技术是一种电驱动膜分离技术,阴阳离子在电流作用下不断透过阳膜和阴膜进入浓水室,使盐浓度不断提高。随着膜材料的发展,电渗析膜耐污染性、抗腐蚀性、抗氧化能力显著增强,浓差极化现象得到解决。电渗析的回收率可达70%~85%,浓水盐浓度可达200 g/L,较反渗透技术水量减少1/3~1/2,对应可减小蒸发结晶规模,节省了蒸发结晶的投资和运行成本。因此,近几年电渗析应用范围由苦咸水淡化、锅炉水软化等给水领域扩展到废水零排放领域[33]。
实际工程中,膜浓缩阶段含盐量从0.3%~0.5%浓缩到6%~10%。从技术角度和经济角度,都需要多种膜技术的组合,常见的组合方式有两级BWRO+SWRO浓缩、BWRO+BWRO/SWRO+DTRO浓缩、BWRO+SWRO+ED浓缩。两级BWRO+SWRO浓缩技术成熟可靠、投资最省、运行成本低,适用于膜驱动压力小于80 bar的场合,BWRO+BWRO/SWRO+DTRO浓缩投资较高、运行成本较高,适用于驱动压力小于120 g/L的场合。BWRO+SWRO+ED浓缩投资高、运行成本高、产水一般,适用范围比较广,一般为提高产水水质,将ED产水返回到前段膜系统循环处理,或在ED膜后增加一级RO。各种组合方式均有一定的优缺点,一般两级BWRO+SWRO浓缩为首选工艺,当无法满足使用要求时,考虑采用BWRO+BWRO/SWRO+DTRO浓缩或BWRO+SWRO+ED浓缩。具体比较见表1。
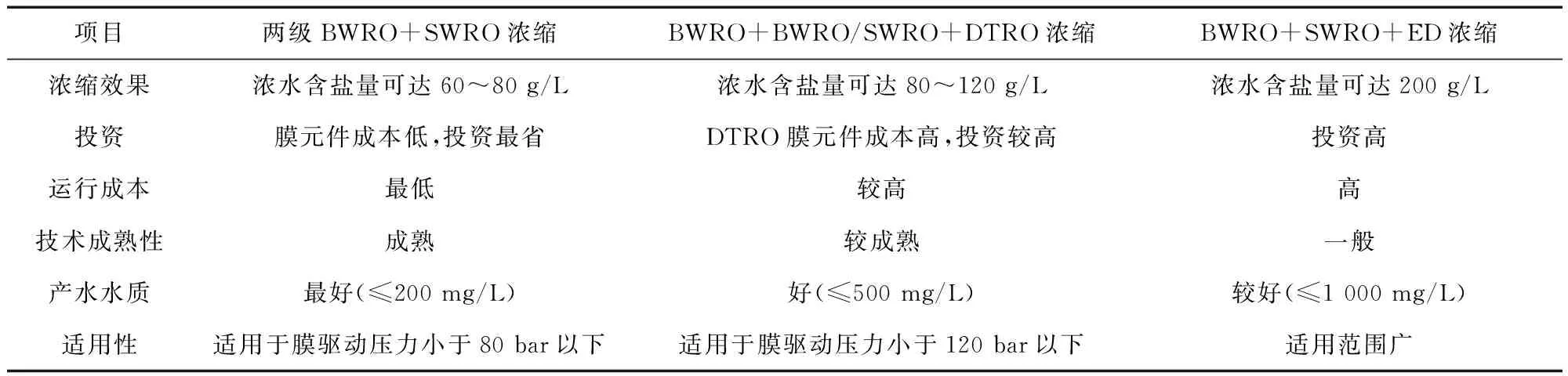
表1 几种常见膜浓缩方式比较
2.2.2 蒸发浓缩技术
蒸发浓缩是采用加热浓缩的方式,主要包括多效蒸发(MED)和机械蒸汽再压缩(MVR)蒸发浓缩[34]。MED是后一效利用前一效的二次蒸汽为热源、多效串联的蒸发方式,一般单效蒸发吨水蒸汽耗量为1.0 t,二效为0.57 t,三效为0.4 t,效数越多,蒸汽耗量就越省,同时基建投资也越大。综合运行成本与投资,一般采用二效或三效蒸发较多。MED蒸发浓缩应用灵活,对来料浓度适应范围广,有电厂余热可利用或自建锅炉的煤矿常采用MED蒸发浓缩。MVR蒸发浓缩是利用蒸汽压缩机将物料蒸发的二次蒸汽升压升温,作为热源对来料进行加热[35]。相对于MED工艺来说,最大程度回收了蒸汽的热能,因此更节能,较MED工艺节省能耗20%~30%,运行成本低,占地面积也较小,设备相对简单,受温升限制,MVR的操作性不如MED灵活,适用范围不如MED广,一般用于蒸汽成本高或没有蒸汽源的场合。目前,废热资源相对较多的化工厂常采用蒸发浓缩,煤矿矿井水零排放采用蒸发浓缩的案例极少见,有采用膜浓缩与蒸发浓缩耦合,可以提高整个系统的抗结垢、抗腐蚀能力,降低项目整体投资。
2.3 结晶分盐技术
结晶分盐是高矿化度矿井水零排放的最后一道工序,杂盐一般作危废填埋处置,处置成本高,结晶分盐则将浓盐水中盐以单质盐的形式分离出来,可作为资源利用。目前主要有膜法分盐和热法分盐两种。膜法分盐是在膜浓缩阶段利用纳滤将水中一价盐和二价盐分离[36],再分别进行蒸发结晶,得到高品质单质盐,工艺较复杂,投资较高,运行成本较高,纳滤膜耐污染性能差,一般1年就要更换,使用寿命短。一般用在以下场合:来水水质波动较大;两种结晶盐处于共饱和,热法结晶无法分盐;水中主要以二价盐为主,将二价盐分离出后产水便可满足要求。热法分盐是利用不同单质盐在一定饱和蒸汽压下溶解度不同,达过饱和结晶析出[37],矿井水中盐以Na2SO4和NaCl为主,与水组成三元体系,三元体系中Na2SO4溶解度随温度升高变化较大,NaCl较为平缓。因此,为提高结晶盐纯度、减少杂盐产量,常采用热法+冷冻结晶结合技术,即先高温蒸发结晶得到Na2SO4结晶盐,再对其母液进行冷冻结晶,得到Na2SO4·10H2O,通常可以控制杂盐率小于8%,Na2SO4结晶盐可达《工业无水硫酸钠》(GB/T 6009—2014)Ⅰ类一等品,NaCl结晶盐达《工业盐标准》(GB/T 5462—2016)精制工业盐一级品。
3 高矿化度矿井水零排放处理典型工艺
3.1 典型工艺一
某矿应地方环保部门要求,矿井水要实现零排放,处理后的产品水满足饮用水要求。原水中TDS含量为2 505 mg/L,总体处理规模为600 m3/h,一期300 m3/h,预处理段工艺采用过滤除铁、超滤及离子交换软化工艺,浓缩段工艺采用BWRO+SWRO+DTRO工艺,蒸发结晶分盐段采用三效蒸发工艺,工艺流程见图1。最终产品水满足《生活饮用水卫生标准》(GB 5749—2006),TDS≤300 mg/L,硫酸钠符合GB/T 6009—2014工业硫酸钠Ⅲ类合格品,氯化钠符合GB/T 5462—2016日晒工业盐二级指标,项目总投资1.35亿元,日吨水投资1.02万元,水处理直接运行成本5.12元/吨水,综合运行成本7.89元/吨水,系统综合水回收率96.5%。
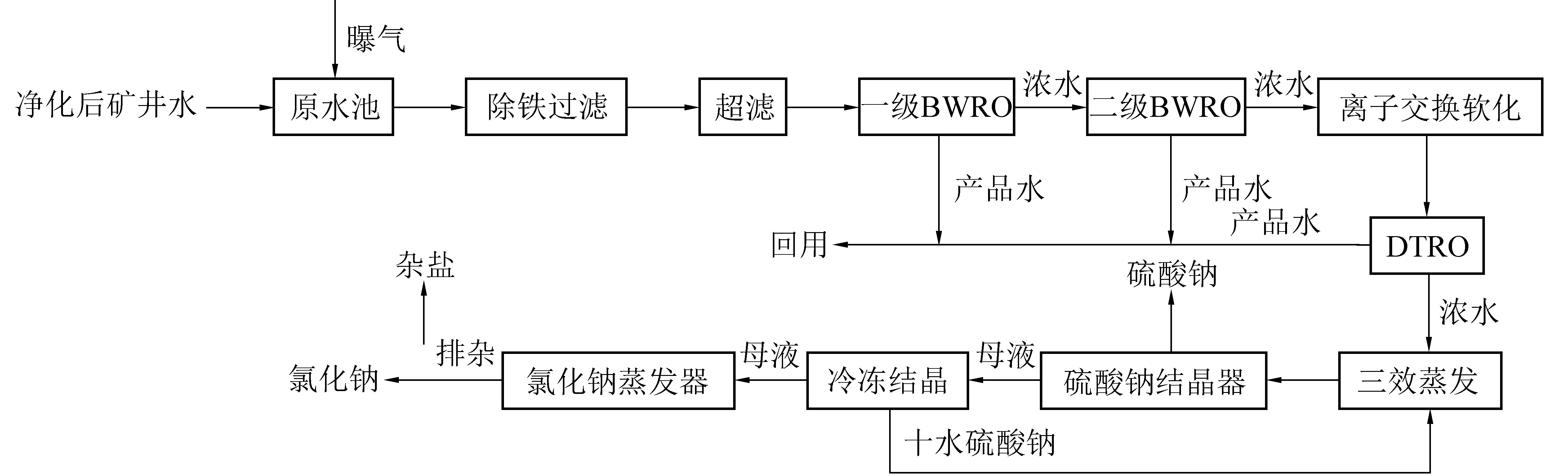
图1 高矿化度矿井水零排放处理典型工艺一
3.2 典型工艺二

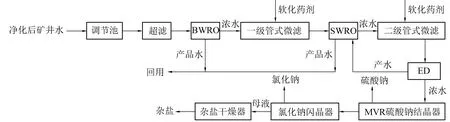
图2 高矿化度矿井水零排放处理典型工艺二
3.3 典型工艺三
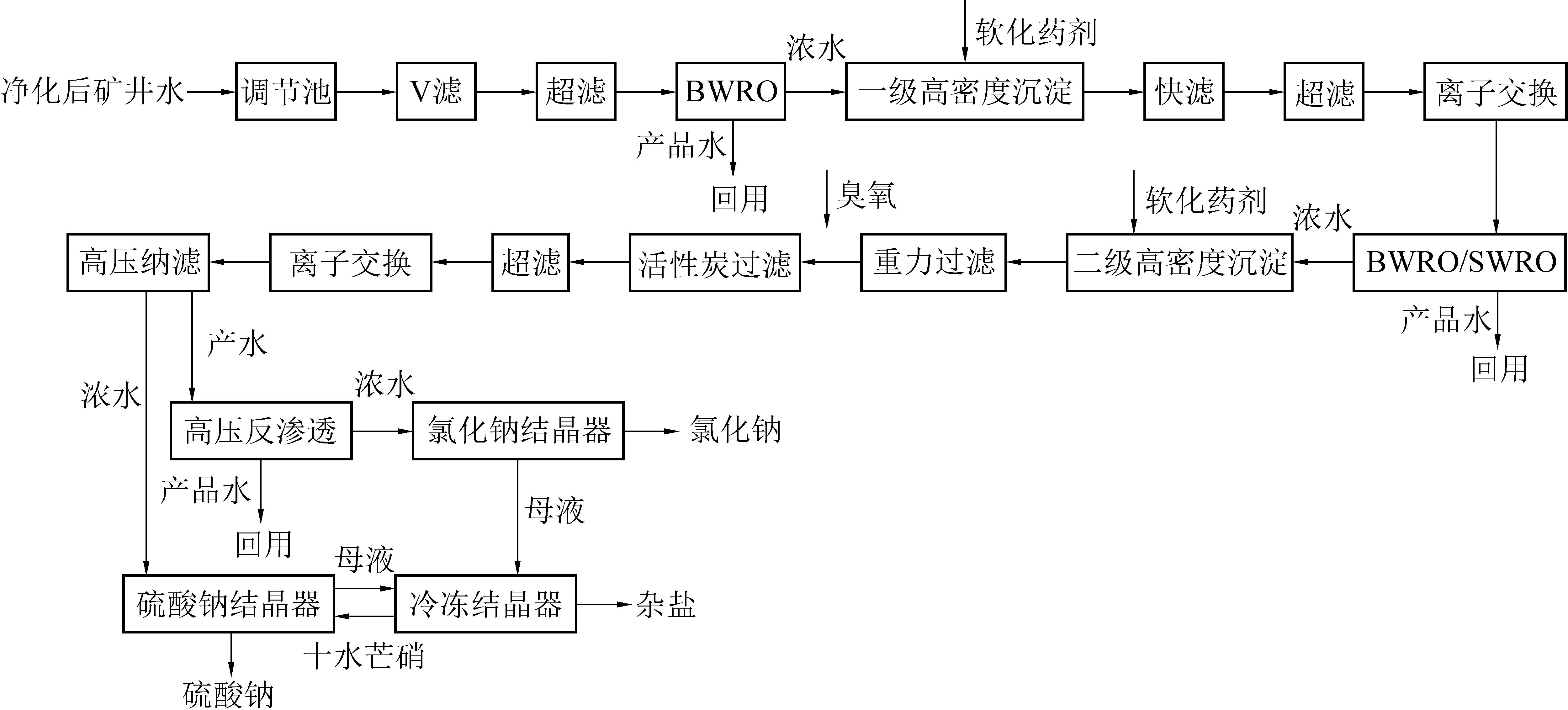
图3 高矿化度矿井水零排放处理典型工艺三
三种典型工艺涵盖了目前国内高矿化度矿井水零排放主要技术,从工艺流程复杂程度、吨水投资和运行成本角度来看,工艺三采用膜法分盐,流程较复杂,吨水投资高出16%~23%,运行成本高出20%以上。
4 高矿化度矿井水处理技术展望
(1)不同煤矿高矿化度矿井水离子构成存在较大差异,可分为Na2SO4为主型、NaCl为主型、Na2CO3为主型、混合型四种,不同类型的高矿化度矿井水零排放处理都有其最经济工艺技术路线。目前,高矿化度矿井水技术还处于快速发展阶段,技术主导单位有科研院所、设计院、环保公司及设备厂家,各家主导技术均存在一定差异,尚缺少成熟的高矿化度矿井水处理技术体系或技术标准。因此,建议从行业发展角度出发,由行业环保专业委员会组织科研院所、设计院与重点环保企业制定相关技术标准,形成高矿化度矿井水零排放技术体系,指导国内矿区矿井水零排放项目设计、建设及运营。
(2)高矿化度矿井水零排放处理中除硬系统、高压膜及蒸发结晶系统的投资较高,运行能耗、药剂消耗比较大,且除硬效果的好坏直接影响膜系统和蒸发结晶系统运行稳定性,严重时甚至会对膜造成不可逆转的破坏。通常,除硬药剂成本约占总成本的1/5~2/5,膜系统和蒸发结晶系统能耗占总成本的3/8~1/2。因此,研发高效预处理除硬技术、开发抗污堵膜材料、提高膜浓缩倍率、降低投资与运行成本是高矿化度矿井水零排放的发展趋势。
(3)目前,高矿化度矿井水要求零排放的矿区主要集中在山东济宁、菏泽地区、内蒙地区以及陕西榆林地区,煤矿相对比较集中,但治理相对分散。当距离相对较近时,探讨开展同类型高矿化度矿井水区域集中治理的可能性;当距离相对较远时,管网造价相对较高,探讨浓缩后将高盐水集中处理的可能性,以提高单个项目处理规模,从而降低工程投资及运行维护费用。此外,杂盐目前是按危废处置,建议按区域将杂盐集中处理,进一步资源化,降低环境污染风险,减少运输成本,提高经济效益。
