机顶盒上下盖注射模设计
2021-04-14邱定筹
邱定筹
(广东省技师学院,广东 博罗 516100)
1 塑件分析
机顶盒外壳包括了上盖和下盖两个塑件。塑件上盖为方形中空薄壁零件,外形尺寸为186×106×30mm,壁厚为2.5 mm,前后两端各有形状不同、作用也不相同的插口孔,顶面有凹陷英文标识。
左右两侧有方形凹槽,一侧尺寸较大且外部有三个浅凹陷的结构。内部有四个等腰梯形分布的细小圆柱形凸台,其上有圆柱形盲孔,用螺钉与下盖装配成机顶盒。上盖产品结构如图1所示。
图2为机顶盒下盖结构,基本形状为一方板,外形尺寸为166×110×11mm,壁厚同为2.5mm,支撑部位为内凹外凸的两异形工字,底部中央有五角星形状的散热孔,四周有4个沉头孔,侧向无孔槽。
机顶盒要求采用具有一定表面硬度,耐磨、耐热、耐腐蚀且电绝缘性较好的ABS塑料制作,收缩率为0.4%~0.7%。
2 模具结构设计
机顶盒上下盖注射模具总装图如图3所示。

图1 机顶盒上盖结构

图2 机顶盒下盖结构
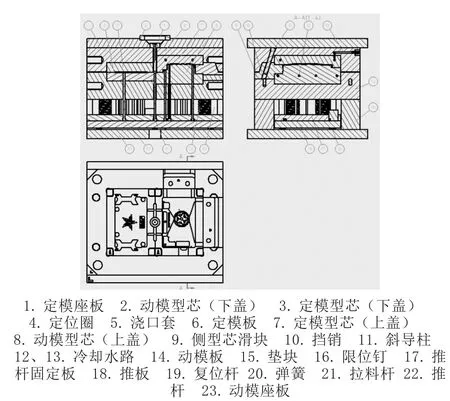
图3 机顶盒上下盖注射模具总装图
2.1 分型面的选择
为了便于塑件顺利脱模,保证塑件的精度要求和外观质量,有利于模具的加工、侧抽芯、排气等,分型面选择在两塑件的截面最大处,如图4所示。
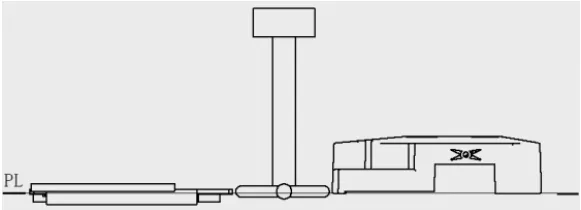
图4 分型面的位置
2.2 型腔与分流道的布置
根据生产需求,将机顶盒上下盖设计在同一套模内。浇注系统采用侧浇口从塑件外侧两点进料。其结构设计如图5所示。
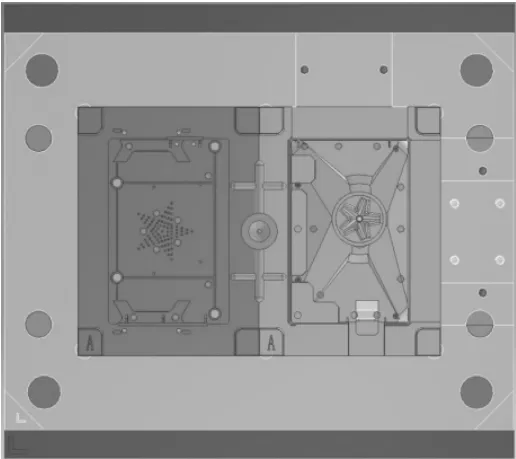
图5 型腔与分流道布置
2.3 成型零件的设计
(1)上盖。根据上盖的结构特点,结合分型面的选择,采用了组合式型腔结构,由动模型芯8、定模型芯7及两个侧型芯、推管与推杆共同构成,主要的型芯结构如图6所示。
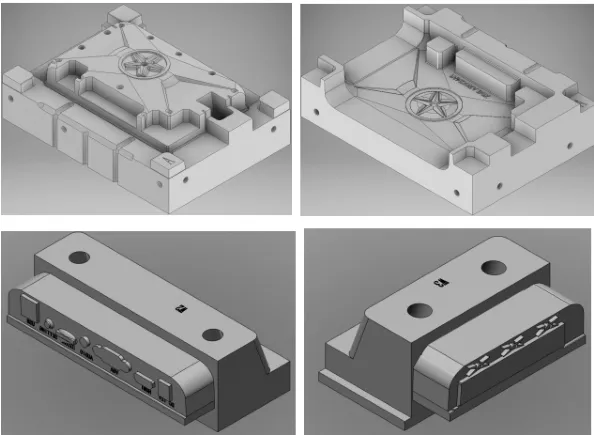
图6 上盖型芯结构
(2)下盖。下盖成型零件由动模型芯2、定模型芯3和4个小型芯完成塑形。活动小型芯从定模型芯4个沉头孔上方装入,两者之间配合间隙为0.03mm,可方便排气。型芯结构如图7所示。

图7 下盖型芯结构
2.4 斜导柱侧向抽芯结构设计
斜导柱侧向抽芯结构由斜导柱,侧型芯滑块,楔紧块及限位挡销等四部分所组成。
斜导柱安装在定模板上,它们之间的配合为H7/M6。一个侧型芯滑块安装在动模板上,另一个因尺寸较大,采用分离式T型导轨,用四个沉头螺钉与动模板相固定。两侧型芯滑块与斜导柱之间留0.5mm双边间隙,以使开模瞬间获得一个非常小的空行程,如此塑件先脱离定模型芯及滑块先脱离锁紧装置,侧型芯滑块方抽动。因塑件不大,模具属于中小型模具,故滑块与侧型芯采用整体式结构,简单紧凑且可保证足够的强度和刚度。滑块合模锁紧也采用整体式锁紧方式,与定模板一体,结构刚性好。为了保证斜导柱在合模时准确的与滑块斜孔对中,滑块在完成抽芯后利用球头挡销来限位。两侧型芯滑块的导滑结构如图8所示。
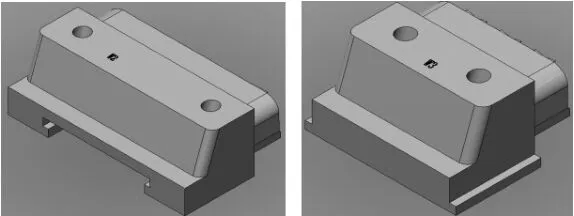
图8 侧型芯滑块导滑结构
3 模具工作过程
合模后,各型芯处于组合状态,熔融ABS塑料在一定压力作用下,通过注射机压射部件经浇注系统压入型腔,待保压冷却后开模。
开模时,动模部分向后移动,模具在分型面处打开,开模力通过斜导柱带动两个侧型芯滑块利用导滑结构向外同步移动,直到侧型芯完全脱离塑件,同时主流道冷凝料在拉料杆的作用下被从浇口套中拉出。当动模继续后移,由推杆和拉料杆一起完成塑件和冷凝料的脱模。
合模时,随着注射机上的推杆复位,动模前行,侧型芯滑块的斜孔与斜导柱实现对中,并在斜导柱的作用下脱离球头挡销的限制逐步进入组合状态,分型面合模,完成一次循环周期。
4 结语
该模在设计中考虑生产实际的需要,将机顶盒上下盖设计在了同一套模具内,尽管上下盖在结构上有较大的差异,设计在同一套模内,成型时通过调节工艺参数,依然可以生产出合格的塑料件产品。企业实际生产常常采用类似结构来满足实际生产要求。
