针对角钢堆垛对翻转电磁铁进行结构优化
2021-04-14乔张涛李金华
乔张涛,李金华,邹 琦
(马鞍山钢铁股份有限公司长材事业部 安徽马鞍山 243000)
马钢小H钢生产线于2005年投产,为充分利用小H型钢生产线现有装备资源,发挥市场效益,该产线不断进行品种结构调整。针对国家电网建设用铁塔角钢的需求,开发产线铁塔角钢适应性改造工程。产线现有设备无法满足角钢堆垛打捆的工艺需求,为满足生产铁塔角钢的工艺设备条件,根据工艺要求采用堆垛吊车。堆垛行车、跨距22 m,起重量18 t,行走距离6 m,预计投资220万元。堆垛行车需要在原有设备空隙里增加,增加了设备密度,安装维护极不方便。综合生产周期、成本、维护等多方面因素,决定在原有H型钢生产设备基础上做一些适应性改造,使其能够满足角钢的堆垛要求。
1 现场设备及工艺
马钢小H产线堆垛区域根据成品的长度不同和生产的需要分为24 m堆垛和18 m堆垛两段,这两段为单独PLC控制系统。其中24 m堆垛由两段12 m堆垛组成,两段12 m堆垛设备可单独工作也可以同步工作。经过2台冷锯定尺后的轧件,通过辊道运输至堆垛区入口,根据不同的定尺长度设有定尺挡板,由提升链和运输链结构将轧件运送至翻转电磁铁前输送链上。2#运输链前后设置了翻钢装置,在输送链上不同的位置设置分钢挡桩,两段翻转电磁铁根据不同的规格选择性投入,通过翻转电磁铁将轧件移至升降台架,并在升降台架上完成堆垛,升降台架将堆垛后轧件移至移动台架,移动台架将堆垛后轧机送至堆垛出口辊道。24 m堆垛区域工艺设备布置图如图1所示。
改造前堆垛区域翻转电磁铁堆垛角钢的过程很难控制,堆垛成型难度高,无法达到量产要求。角钢经输送链来到成排链上,角钢在输送链上两直角边在下,呈Λ型如图2中位置1所示,两排角钢通过升降挡桩停在成排链位置1处,第一组翻转电磁铁翻转180°将角钢翻转至成排链位置2处。角钢在输送链上因重心不稳无法保持V型状态,在位置2 处可能出现4种位置形态,如图3所示。在位置2 处的角钢经第二组翻转电磁铁翻转180°,移送至图2所示位置3 升降台架上,因为位置2 处的角钢形态具有4种形态,详见图3。这样经过的第二组翻转电磁铁翻转的角钢无法在升降台架上完成堆垛。 改造前堆垛台架无法实现角钢的自动堆垛功能。
2 针对角钢堆垛的翻转电磁铁优化方案
为了解决角钢经第一个翻转电磁铁翻转后无法保持直角在下,呈现V型。经过多次讨论和改进最终确定了V型支座固定法。V型支座分成两部分,一部分固定在堆垛磁盘之上,一部分根据品种更换。在第二个翻转电磁体外壳的两侧焊接带三段调节孔的底座,单个底座单重16kg,材质选择与电磁体外壳材质相近的40Cr材质,V型支座的制作需要匹配不同的角钢,保证V型支座安装在电磁铁外壳上,V型槽根部r角处略低于电磁体吸附面,安装在第二组翻转电磁铁上的V型支座如图4所示。
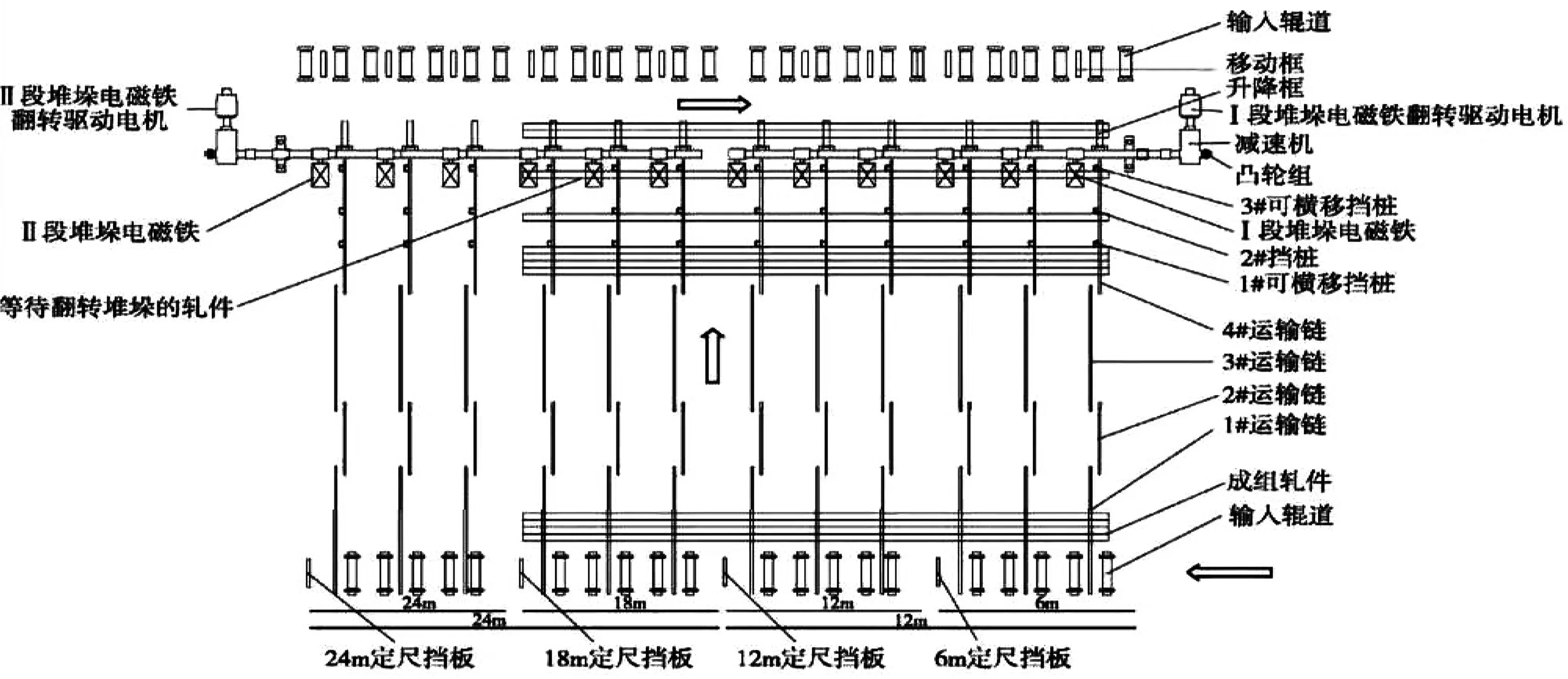
图1 24 m堆垛区域工艺设备布置图
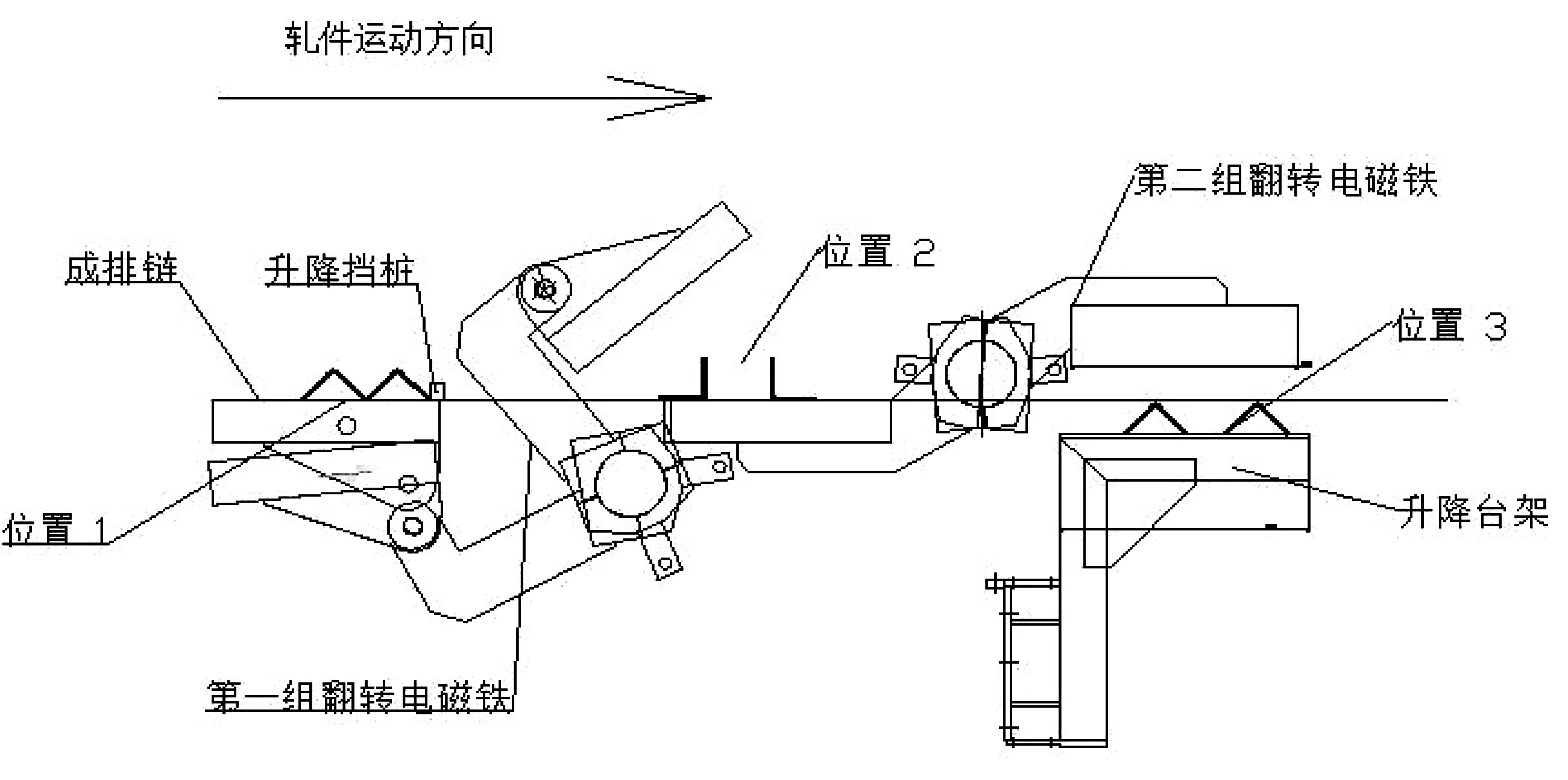
图2 改造前角钢在24 m堆垛翻转电磁铁运动过程图
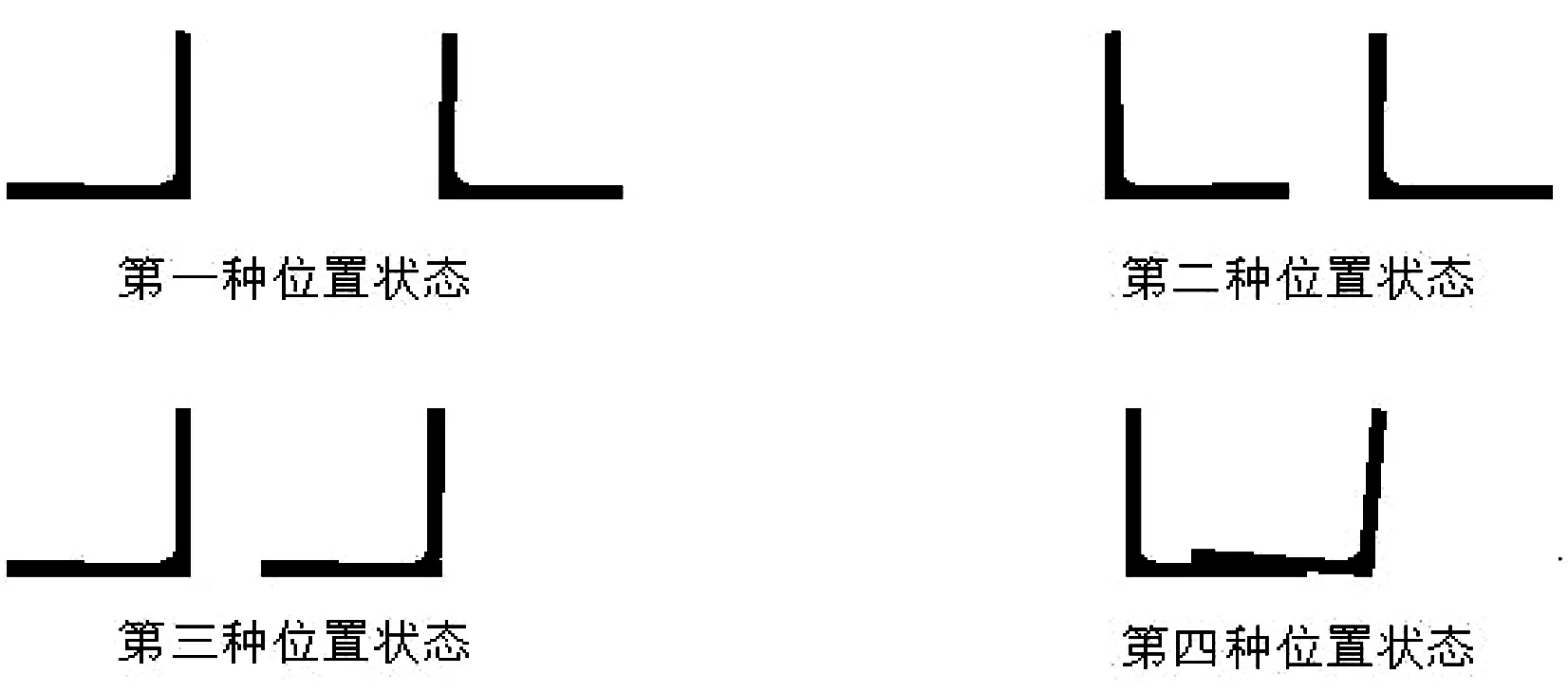
图3 角钢在位置2形态简图
底座设计的V型支座要求拆装便捷,承载可靠耐冲击,且能够满足铁塔角钢不同规格的翻转堆垛要求。底座上安装孔设计成腰子孔,可以满足不同规格角钢的位置要求。V型支架设计上要满足更换时间短,劳动强度低,连接固定可靠,考虑与磁盘的焊接和磁通率、支座的耐磨性,选用合适材质,支座形式不降低磁盘吸附力。这样设计能够在原有狭小空间里实现∠20、∠22、∠25#等多种规格角钢的堆垛功能。
翻转电磁铁改造加装V型支座后,角钢经过输送链升降挡板升起,两排角钢停在位置1,第一组翻转电磁铁将角钢翻转180°,移至位置2 处,正好落在第二组翻转电磁铁侧面V型支座上,下一步动作,第二组翻转电磁铁翻转180°将角钢移动至位置3升降台架上,呈现Λ型。然后输送链将一排角钢运送至成排链位置2处,通过升降挡桩定位,角钢的中心与两个V型槽交点重合,然后,第二组翻转电磁铁翻转180°将角钢落在两支V型上,这支角钢呈现V型。然后重复以上步骤即可完成角钢的堆垛,根据不同规格的角钢更换V型座即可。改造后角钢堆垛过程如图5所示。
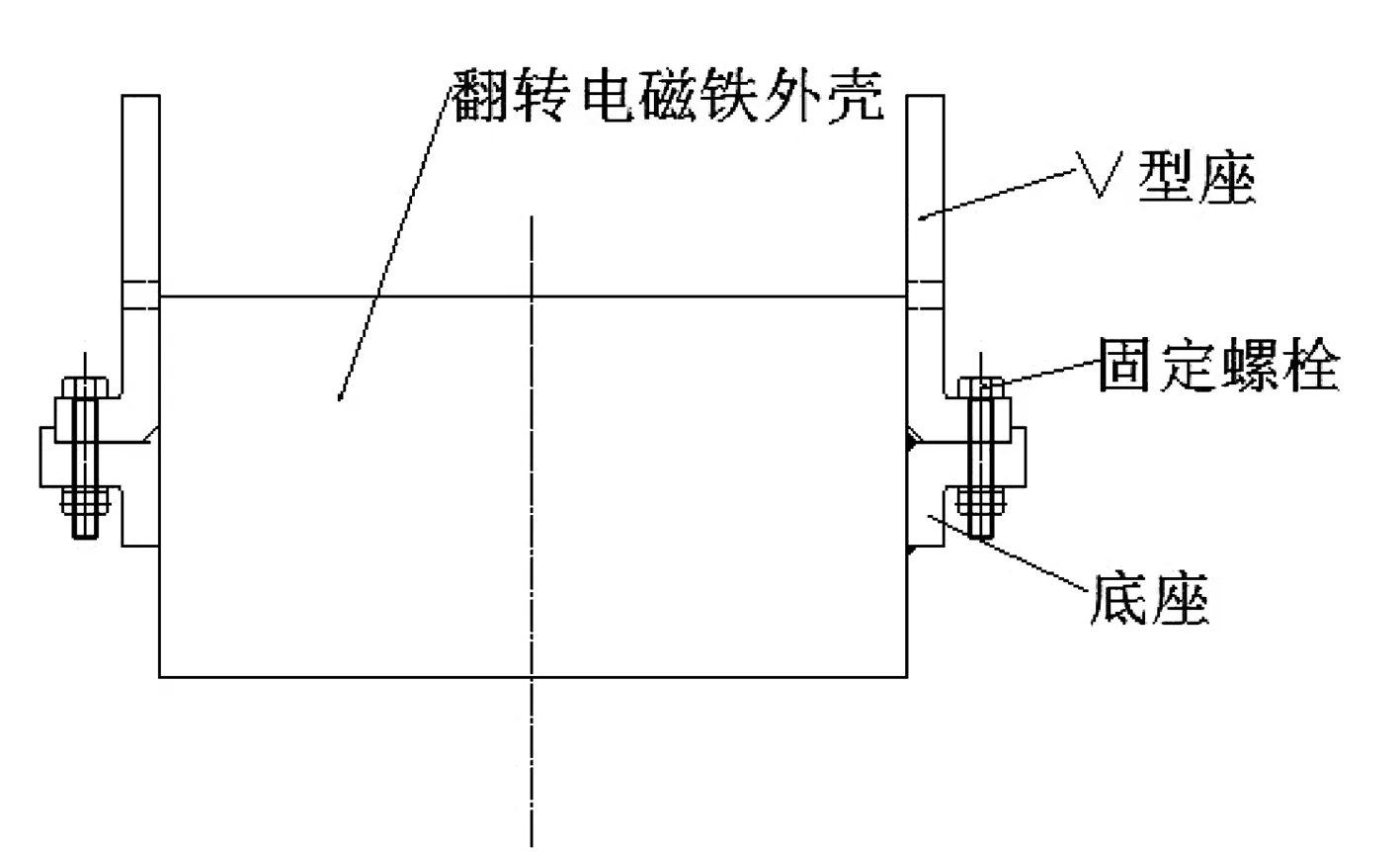
图4 V型支座安装简图
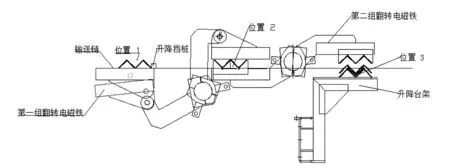
图5 翻转电磁铁改造示意图
3 改进措施
针对马钢小H生产线生产针生产∠20、∠22、∠25角钢时,设备方面需要注意成排运输链一次不能超过4支钢,堆垛台架每段链条不能超过3支钢,从提升链到成排链不能超过12支,轧制角钢前堆垛、成排收集链条必须加油,冷床布置角钢时,不能超过最大规格H型钢的总重量,轧制角钢时压跺机不能使用,不能对单列角钢打捆。
堆垛翻转电磁铁结构优化后可以满足∠20、∠22、∠25角钢的堆垛需求,但是堆垛自动控制程序与H型钢及槽钢时的程序有差异,翻转、堆垛电磁铁在接钢,放磁,失磁形式都与H型钢、槽钢不一样,需要大批量生产时,需要在程序里固化电磁铁位置参数,结合翻转电磁铁同步控制,使得自动控制程序固化。生产大于∠25规格角钢时需要增大翻转电磁铁的磁力,角钢支座还需要进一步改进,减小体积以避免与原设备干涉,优化设计,进一步增加磁力。现有磁盘型号为MWF-1,吸附力为250kg,要求系数在2以上,只能适用于∠25角钢的堆垛。角钢支座还需要进一步改进,减小体积以避免与原设备干涉,优化设计,进一步增强磁盘的吸附能力。
4 结语
该项改造工程实施技改后,仅耗费材料费用2万元,与改造工程方案设计中新增电磁堆垛行车及电控配套等相关施工耗资200多万元相比,真正实现了“小投入,大收益”。减少工程节点中设备制作安装的周期,新产品的开发时间得以提前。
