中小钣金企业自动化改造研究
2021-04-07程泽宇
程泽宇


【摘 要】当前,全球汽车行业正在经历前所未有的变化,中小钣金企业同样受到很大的冲击。为了更好地生存与发展,中小钣金企业需要改变。文章从冲压自动化、焊接自动化、现有模具改造等方面进行探讨,并分析这几个改造升级项目的优势及经济效益,为中小钣金企业的转型升级提供思路。
【关键词】自动化;中小钣金企业;改造
1 中小鈑金企业的现状
疫情给全球经济带来巨大的冲击,汽车行业面临前所未有的挑战,在可预见的未来,这一挑战只会更加严峻,汽车行业的转型升级将会加速进行。作为汽车产业链上游的钣金零部件厂商,特别是产值不高、利润率更低的中小钣金零部件厂商,也受到了很大的冲击,订单急剧下降,库存积压,大量生产线停产。为了生存,中小钣金企业需要改变。本文将从冲压自动化、焊接自动化、现有模具改造等方面进行探讨,并分析这几个改造升级项目的优势及经济效益,为中小钣金零部件厂商的转型升级提供思路。
2 冲压自动化改造
当前,中小钣金企业的冲压生产线大多是人工冲压线,人工冲压线需要投入大量的操作工,人力成本居高不下,同时人工生产效率低于机器人生产效率且存在安全隐患,已经越来越偏离未来的发展趋势。基于降低人工成本、提高生产效率的目的,必须对冲压线进行自动化改造。中小钣金零部件厂商承接的零件尺寸不大,可以从“多工位并序模+单台机床自动化冲压”的方案入手进行改造。投入设备:1台双工位片料机+1台冲床(机械压力机的冲压速度比油压机快,建议采用)+1台悬臂式模内三次元机械手(单边)+1条输送带。送料方式:物料传递采取单边走向,从左到右或从右到左。冲压自动化改造如图1所示。
该自动化改造对零件结构要求不高,只要满足以下条件即可:型面相对平整简单、使用并序模、工序单边走向、零件摆放角度小于15°、工序间零件无须翻转。目前的顶梁类零件、前舱的大部分零件都适用于这类改造。需要注意的是,如果现有的零件没有采用并序模的模具工艺,那么就需要对现有模具进行可行性改造,同时后续新车型需要按照并序模的模具工艺进行开发,以提高该自动化设备的稼动率。以某零件为例,对该自动化方案的成本及效益进行对比分析可知,人工冲压节拍为240 JPH,自动化冲压节拍为420 JPH,生产效率提高75%;人工冲压需要投入操作工4人/班,自动化冲压需要投入操作工1人/班,单班可以减少3人,人工薪酬按6.6万元/年计算,可以节约人工成本3×6.6=19.8万元/班/年。该自动化方案的改造投资为70万元,按单班计算,投资回报周期为3.5年,按两班计算,投资回报周期为1.8年,具体见表1。
3 现有模具并序改造
大部分现有零件都是采用单工序模的模具工艺,这种模具工艺需要使用多台机床及相当数量的操作工。如果我们对这部分零件进行模具并序改造,就能够降低人工成本,减少机床使用数量,同时降低冲压半成品周转成本。改造方案就是把单工序模具合并成多工序模,以某零件为例,把成型工序与冲孔工序合并为一套模具,这里存在2个问题:一是两个模具的高度不一致,通过模具加底板至等高的方式解决;二是模具上的压板槽与工作台的“T”形槽不匹配,通过加工模具压板槽,使之位置与工作台“T”形槽位置一致的方式解决,具体如图2所示。
以某供应商为例,对该改造方案的成本及效益进行分析。该供应商计划把26套单工序模改造成8套并序模,需要投入底板2套,总价为1万元;数控加工需1 600元,改造费用合计11 600元。改造前生产节拍为1 800件/班,改造后生产节拍为2 600件/班,生产效率提升44%;改造前投入机床7台,改造后投入机床1台,机床投入减少6台;改造前投入操作工8人/班,改造后投入操作工3人/班,改造前人均产出225件/人/班,改造后人均产出867件/人/班,相同产能下改造前需投入11.6人,改造后需投入3人,人工薪酬按6.6万元/年计算,可以节约人工成本(11.6-3)×6.6=56.76万元/年。具体见表2和表3。
4 焊接自动化改造
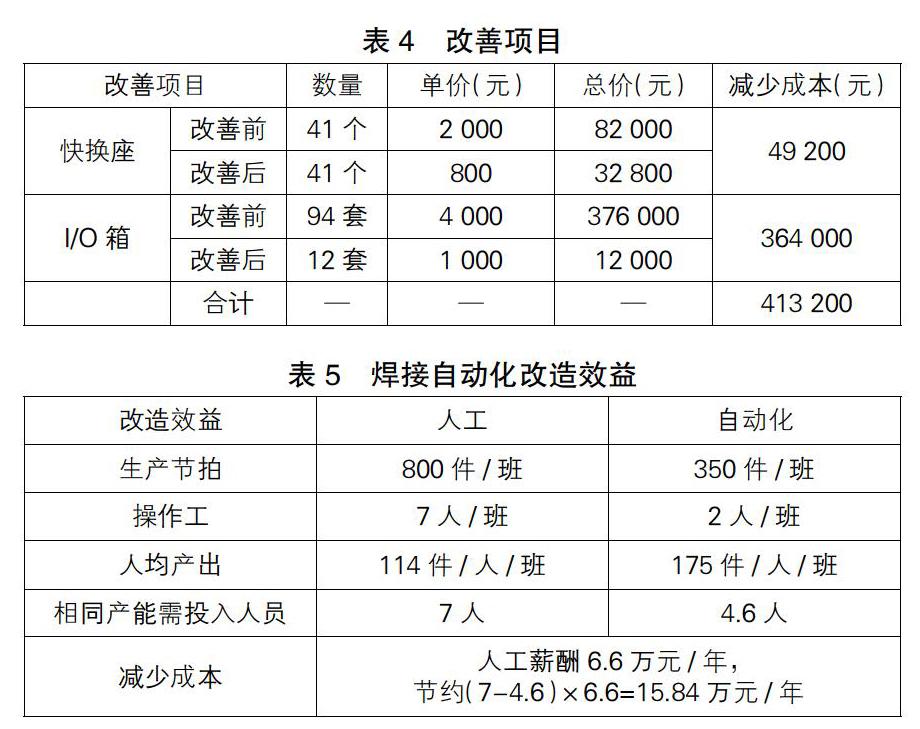
焊接自动化既指各种自动化焊接方法的应用,也包括提高焊接自动化水平的过程,因此各种机械化、半自动化焊接方法的推广应用都属于这一范畴。低成本含义包括2个方面:一是以较少的投资实现焊接自动化;二是焊接自动化程度提高后,生产成本显著低于改进前的人工焊接[1]。为了降低自动化改造的成本,企业需要改变固有观念,不断学习、不断创新。焊接自动化的改造涉及整个焊接生产环节,除了焊接机器人的投入外,还有许多配套工作要进行。为了降低改造成本,笔者认为,可以从焊接工装的快速切换改造入手。将人工焊接工装改造成适用于自动化焊接线生产的工装,需要在工装底部加装快换座及增加信号装置,实现工装的快速切换。钣金企业可以通过内部技术创新、自主加工制作完成这部分工作。快换底座的增加,厂商报价为2 000元/个,自主加工安装为800元/个,节约1 200元/个;对于I/O箱的增加,厂商提供的方案是1套工装配置1个I/O箱,通过技术创新,可以实现一个I/O箱可配对多套工装的功能。以某焊接生产线自动化改造为例,机器人厂家最初设计是一个I/O箱只能配一套夹具工装,通过企业自主研发,增加了I/O箱的夹具识别端口,实现一个I/O箱可配对多套夹具工装的功能,再把I/O箱安装在每个工位的固定底座上,实现1个固定底座对应多套夹具的功能,将I/O箱的需求从94套减少到12套,改造成本降低了364 000元;快换座通过自主设计、自主采购、自主加工、自主安装的方式完成了改造,降低改造成本49 200元。通过引入“机器人焊接线+自主改造”的方式,可以以较低的成本实现焊接自动化的改造。具体见表4和表5。
5 中小钣金企业的自动化发展趋势
未来3~5年是汽车行业转型升级的重要时期,伴随着产能、市场、技术、成本等多方压力,这段时期将决定国内汽车行业未来10~20年的走向[2]。因此,汽车整车厂的转型升级步伐必将加快,零部件厂商的生产能力及零件质量也将迎来更大的挑战。笔者认为,在这种行业环境下,中小钣金企业自动化的发展趋势主要有以下几个方面。
(1)自动化生产线的高速发展。当前,汽车行业下行已成定局,过剩的产能伴随越发高涨的人力成本,使得钣金企业面临很大的资金压力,为了降低成本,对生产自动化的需求量将会更大,而自动化设备的采购将在未来几年内迎来大发展。
(2)自动化生产线的柔性化发展。随着整车厂的转型升级,多个车型多个平台的情况将转变为多个车型共用一个平台,目前中小钣金企业都是采用单一生产线生产单一车型零件的模式,随着产能的剩余和零部件平台化的进一步发展,生产模式必将转变为柔性化生产的模式,以提高设备利用率,降低人工成本和设备维护成本。
(3)自动化生产线的智能化发展。通过计算机软件的开发、控制系统的改进、探测技术的提升、传感技术的提升,发展能联网监控、识别环境、动态跟踪焊接轨迹、实时调整焊接参数的智能化、可视化自动生产线,将是未来发展的主要方向之一。
6 结语
综上所述,在汽车行业的转型和升级过程中,为了降低成本、提高竞争力,自动化的应用将越来越被中小钣金企业重视,而在进行自动化改造的同时要充分发掘企业内部的技术力量,进行自主创新,从而降低改造成本,提高改造的投资回报率,为今后的发展打下坚实的基础。
参 考 文 献
[1]刘华松.货车生产中的低成本焊接自动化[J].机车车辆工艺,1998(4):1-3,45.
[2]王治富.汽车行业焊接自动化现状及发展趋势[J].汽车工艺与材料,2012(5):11-13,18.
