微生物对切削液稳定性的影响*
2021-03-30李庆宏韩明眸申媛媛董丽华董耀华
李庆宏 韩明眸 申媛媛 张 丽 董丽华 董耀华 胡 浩
(1.上海海事大学海洋科学与工程学院 上海 201306;2.上海海事大学物流工程学院 上海 201306; 3.上海绿晟环保有限公司 上海 201306)
机械加工过程中,切削液的引入能有效降低加工区域的摩擦热以及变形热,延长了刀具寿命与保证了工件的表面质量。目前大量使用的水包油型切削液(O/W)是利用乳化剂的亲水基团与亲油基团,降低水与基础油的表面张力在水中形成大量的乳化液滴,一方面能以大量的水分降低切削区域的热量,另一方面利用基础油及其他添加剂作为润滑介质降低刀具与工件之间的摩擦,减少摩擦热的生成,从而延长刀具的使用寿命[1-2]。随着高速切削液及精密加工的普及,几乎可以说凡是有机床的地方都会用到切削液,且每年的使用量呈增长趋势。
切削液的稳定性是一个极其重要的性能指标,通常水包油型乳化液中乳化液液滴分布在1~10 μm之间,稳定性直接关系到加工过程的稳定性以及切削液的替换周期[3]。稳定的切削液通常能在切削表面与前刀面、切屑与后刀面之间形成一层稳定的润滑层,在高速切削或极压环境下形成单分子润滑层,给予加工区域边界润滑效应[4-5]。切削液稳定性下降通常表现为分层、絮凝、出现沉淀等现象,主要是由于发生了乳液液滴聚结、融合、变形等破乳现象[6]。造成切削液稳定性能下降的原因主要有离子污染、热老化、生物降解等。有不少研究报道了离子浓度的增加将会极大降低切削液的稳定性,如GLASSE等[7]在切削液中加入0.3%质量分数的CaCl2就观察到了严重的破乳现象;KIEFER等[8]利用红外光谱仪对人为老化的切削液进行长时间监测发现了明显的官能团变化,且切削液的色泽有明显的浑浊现象。
然而有关于微生物对切削液稳定性影响的研究却鲜有报道,大部分的研究均是围绕切削液的有效成分的微生物降解作用来展开。RABENSTEIN等[9]在对切削液的微生物降解研究中发现,相比于具有稳定结构的脂类物质,表面活性剂、缓冲剂等小分子量的物质更容易被微生物降解,造成了切削液整体浊度的上升,稳定性有所下降。类似的切削液液滴粒径分布在微生物的作用下变大也在SEIDEL和MEYER[10]的研究中有所报道,他们利用人工老化的方式在切削液中加入细菌的胞外分泌物,发现了切削液的平均粒径呈现增大的趋势。但是微生物降低切削液稳定性的机制以及微生物对O/W乳化液化学界面的影响并未曾有研究报道,因此研究微生物对切削液稳定性的影响可以对现场切削液的维护管理起到指导性的作用。
切削液中微生物浓度一般在104~1010CFU (Colony Forming Units)/mL内,切削液中的微生物要分解大量有机物作为新陈代谢的能量来源,从而造成了切削液性能下降,如pH值由碱性变为酸性,造成了金属和机床的腐蚀,严重影响工件的经济价值和机床的加工精度;润滑性能下降,加剧刀具磨损影响加工精度等[11-12]。
本文作者将工作现场已经失效的切削废液(Waste Metalworking Fluids,WMWFs)在不含抑菌剂的切削液新液中进行扩培,对该切削液进行为期3个月的稳定性及理化性能指标监测,并分析微生物对切削液的劣化机制及稳定性的影响。
1 实验部分
1.1 实验材料
乙醇(95%,体积分数)、油红O、琼脂购买于国药集团化学试剂有限公司(上海),LB肉汤微生物培养基购买于青岛海博生物科技有限公司。
切削废液从上海第一机床厂有限公司的一门龙门铣机床中采集,该切削液已使用3个月,废液中发出恶臭,微生物数量已经严重超标。
实验用于扩培微生物的切削液由常州海纳金属助剂有限公司提供,为避免繁多的化合物种类影响,该切削液配方精简为由石油基基础油、非离子表面活性剂、三乙醇胺、油性剂、消泡剂等构成。且为使废液中的微生物能更好地在切削液中扩培、生长及繁殖,配方体系中排除了抑菌剂等添加剂。
1.2 切削废液中微生物的扩培
将切削液原液以5%(质量分数)的稀释比例加入至去离子水中在磁力搅拌器中搅拌1 h,将搅拌好的切削液放置于高温灭菌锅中于120 ℃下高温灭菌30 min。待切削液冷却至室温,移取200 μL的切削废液至切削液中,随后将切削液转移至37 ℃的生化培养箱中进行微生物培养。
微生物在切削液中的生长情况利用平板记数法进行测定,将15 g/L的琼脂与 25 g/L的LB肉汤培养基溶于水中,在灭菌锅中高温灭菌后倾倒于无菌表面皿中,待其冷却固化,制成LB平板,并在无菌操作台上利用紫外线消毒30 min避免空气中细菌污染。每7天取少量含菌切削液,用无菌水稀释至合适比例后,取100 μL液体至平板上,涂抹均匀后放置于37 ℃生物培养箱中培养48 h,随后根据平板上呈现的菌落数量与稀释倍数推算出切削液在不同取样时间点的微生物浓度。
1.3 切削废液中微生物的多样性分析
利用E.Z.N.A.®soil DNA kit (Omega Bio-tek,Norcross,GA,美国)对切削液中微生物的DNA进行提取,使用NanoDrop 2000测定DNA浓度和纯度,随后使用338F (5’-ACTCCTACGGGAGGCAGCAG-3’) 和806R (5’-GGACTACHVGGGTWTCTAAT-3’)作为PCR引物对提取的16SrDNA进行PCR扩增。使用2%琼脂糖凝胶回收PRC产物,并使用AxyPrep DNA凝胶提取试剂盒(Axygen Biosciences,Union City,美国)纯化PCR回收产物,利用QuantusTMFluorometer (Promega,美国) 对回收产物进行检测定量。最后利用Illumina的Miseq PE3000平台进行测序,并将测序结果与Silva数据库(SSU128)进行比对,比对阈值设置为70%。可得出切削废液中的微生物多样性分析结果。
1.4 切削液乳液液滴稳定性及性能表征
生化培养箱中的切削液每隔7天进行取样,并在取样后对容器中的液面进行标记,在下一次取样前加入无菌水至标记刻度线上,避免因水分蒸发造成的实验误差。利用折光仪测定切削液的折光浓度;利用便携式浊度仪(2100Q,Hach,美国)测试不同时间段的切削液浊度;切削液样品中的总有机碳(Total Organic Carbon,TOC)与无机碳(Inorganic Carbon,IC)利用TOC/TNb分析仪(multi N/C 3100,Analytic Jena AG,德国)进行测定,切削液中液滴粒径分布(Droplet Size Distribution,DSD)利用激光粒度仪(NanoBrook,90plus zeta,Holtsville,美国)进行表征。将油红O预溶于乙醇中,随后将油红O乙醇溶液对切削液中的乳液液滴进行染色,并利用光学显微镜(DM500,Leica,德国)观察乳液液滴的形貌。
2 结果与讨论
2.1 切削液中微生物多样性分析及生长曲线
微生物在切削液中的生长曲线如图1所示,微生物在切削液中的生长变化呈先增后降的趋势。切削废液在加入切削液之后微生物初始浓度约为104CFU/mL。微生物最初的35天内进入指数生长期,微生物呈指数级生长,在第35天达到1.61×107CFU/mL的最大值。从第35天至第56天期间,微生物呈逐渐下降趋势。在第56天之后,微生物浓度维持在7×106~8×106CFU/mL的范围内。这与文献报道中微生物在切削液中数量在104~1010CFU/mL相符。从该图中也可以得知,在不添加抑菌剂的前提下,该切削液的配方体系是特别适合微生物的生长繁殖。
切削液中微生物多样性结果如图2所示。其中假单胞菌属(Pseudomonassp.)丰度占比为25.05%,水生丛毛菌属(Comamonassp.)的水生丛毛单胞菌(Comamonasaquatica)与睾丸酮丛毛单胞菌(Comamonastestosteroni)分别占比16.80%与2.44%,红平红球菌(Rhodococcuserythropolis)丰度占比为9.02%。

图1 微生物在切削液中的生长曲线Fig 1 Microbial growth in MWF during 84 days of enrichment

图2 切削废液中微生物多样性分布Fig 2 Distribution of microbial diversity in MWF
上述3种优势菌种均为革兰氏阴性好氧菌,都能分解环境中的有机物作为新陈代谢能量来源[13-14]。而作为丰度占比最高的假单胞菌属,是有关于切削液中微生物分布报道最多的一种能降解多种有机物的菌株,它能降解直链、环烷、苯环等烃类物质。此外,部分假单胞菌属的胞外高聚物是一种破乳剂,会降低乳液中表面活性剂与油水的结合力,从而降低乳化液的稳定性[13,15]。
2.2 微生物对切削液性能的影响
微生物对切削液的pH值影响结果如图3所示。新液的pH值为9.05,在微生物的影响下,在第7天就下降为8.72,并在之后的时间内呈连续下降趋势,在第84天时,已呈弱酸性,pH值为6.91。切削液中通过添加单乙醇胺、三乙醇胺等缓冲剂,使切削液在稀释之后的pH值维持在8~10之间,让金属在碱性环境下生成一层钝化膜,防止出现析氢腐蚀、点蚀等腐蚀现象。从图3中pH值的下降趋势可以得知,切削液中的缓冲剂被微生物的降解程度十分严重,OH-离子的水解效果下降,使得H+浓度增加,使得酸性环境下乳液液滴易发生破乳现象。
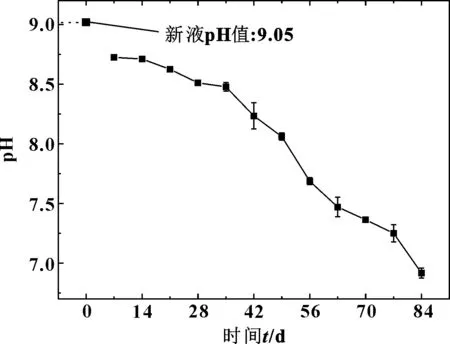
图3 微生物影响下切削液pH值变化Fig 3 Microbially influenced variation of pH value of MWF
切削液中TOC与IC受微生物影响的变化如图4所示。新液中的TOC与IC分别为18.85 g/L与67.58 mg/L。随着微生物数量的不断增加,TOC呈现出下降趋势,从第7天的14.85 g/L下降至第84天的4.44 g/L,其中在第21~49天之间的下降速度较为平缓。而IC则呈现相反的上升趋势,在第7天就上升至253.13 mg/L,在第84天时,切削液中IC浓度达到了738.44 mg/L。TOC的持续下降说明了切削液中的微生物能利用其中的有机物作为营养物质不断分解,在时长3个月的时间内,TOC的降解率达到了76.45%。通过图2中的微生物多样性结果可知,来自废液中的微生物几乎全是异养型细菌,需要不断汲取环境中的有机物来维持正常的繁殖与新陈代谢。
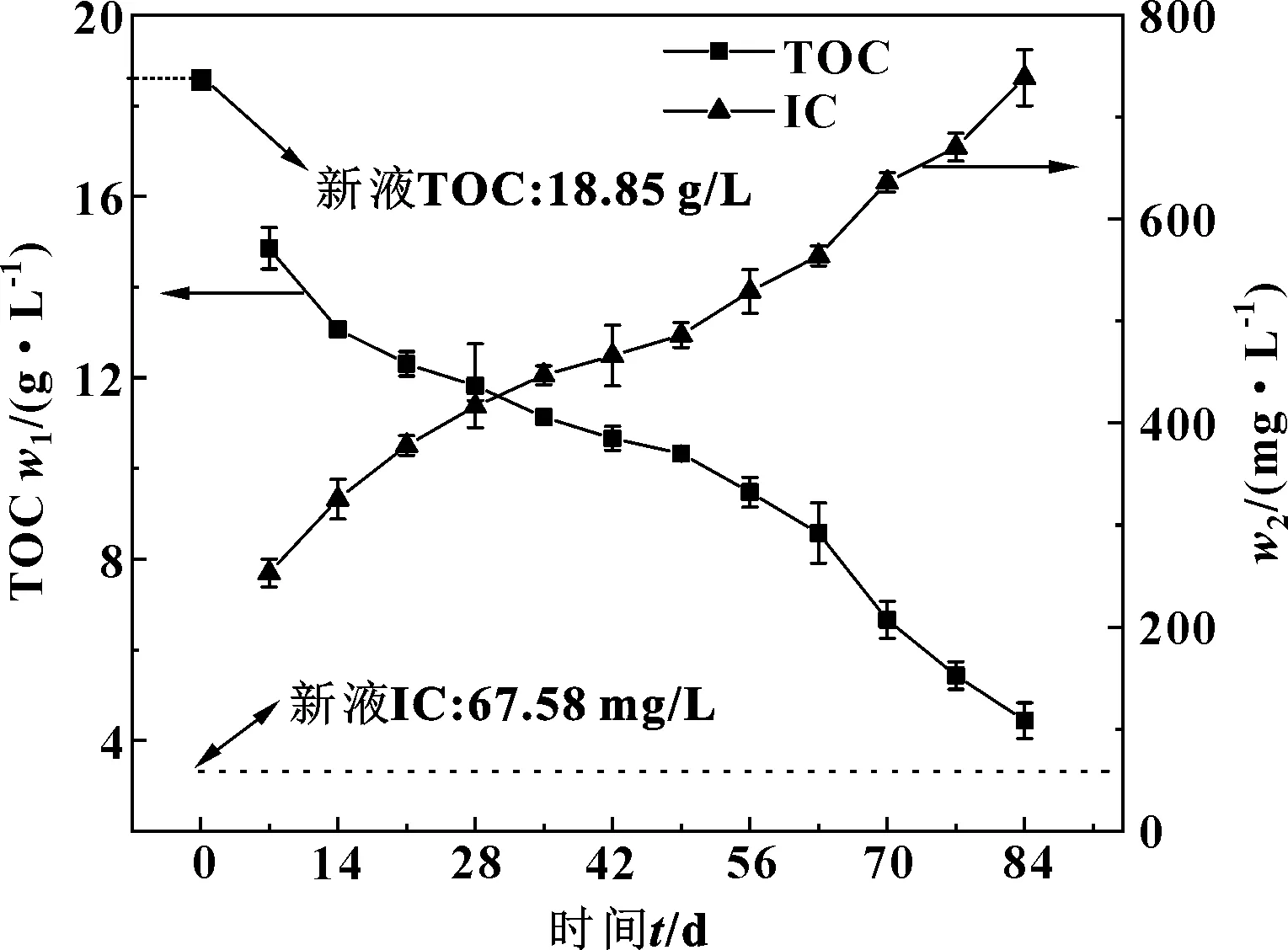
图4 微生物影响下切削液中TOC与IC的变化Fig 4 Microbially influenced variation of TOC and IC in MWF
但切削液中IC浓度的不断上升,则说明微生物对于切削液中有机物的分解并不是一步彻底反应为CO2与H2O,而是先将一部分有机物矿化为无机物,使切削液中的有机碳源不断下降,同时也让可溶性无机碳浓度逐步上升。
2.3 微生物对切削液乳液稳定性的影响
切削液浊度受微生物影响的变化如图5所示。浊度在前14天展现出了较为激烈的变化趋势,第7天的浊度就由新液的428 NTU上升至了659 NTU,在第14天达到了817 NTU的峰值,而在第21天又迅速下降至571 NTU;随后的时间内呈较为缓慢的下降趋势,在第84天时切削液的浊度下降至比新液更低的341 NTU。利用浊度作为表征切削液稳定性的指标,近年来在许多文献中均有报道。由于往基础油中添加了不同亲水疏水平衡值(HLB)的表面活性剂,让基础油与水形成乳化液滴,从而分散在水中使得溶液的浊度发生,目测上为切削液变为牛奶状的乳白色液体。而液滴粒径的大小可以通过浊度仪进行测量,从而在浊度上表征乳化液中液滴的稳定性。
乳化液液滴粒径x与浊度τ(λ)的关系可以通过Mie模型中的公式[16-17]计算:
τ(λ)=1/Lln(I0/I)
(1)
(2)
式(1)中:L是光路长度;I是吸收光强度;I0是发射光强度。式(2)中:Np是平均体积内的总颗粒数;f(x)是液滴粒径分布公式;Qext是消光系数,可以通过Mie理论中进行查询。
在公式(1)中,特定的发射光强度下,τ(λ)与I成反比例关系,吸收光强度越小,则浊度越大。公式(2)中,τ(λ)与乳液液滴粒径x有着密切的关系,液滴粒径越大则浊度越大。因此通过公式(1)与公式(2)的联系可以得知通过测定不同时间的切削液在浊度仪中的吸收光强度,可以反映出该时间点的乳液液滴粒径大小,从而判断切削液的稳定性。
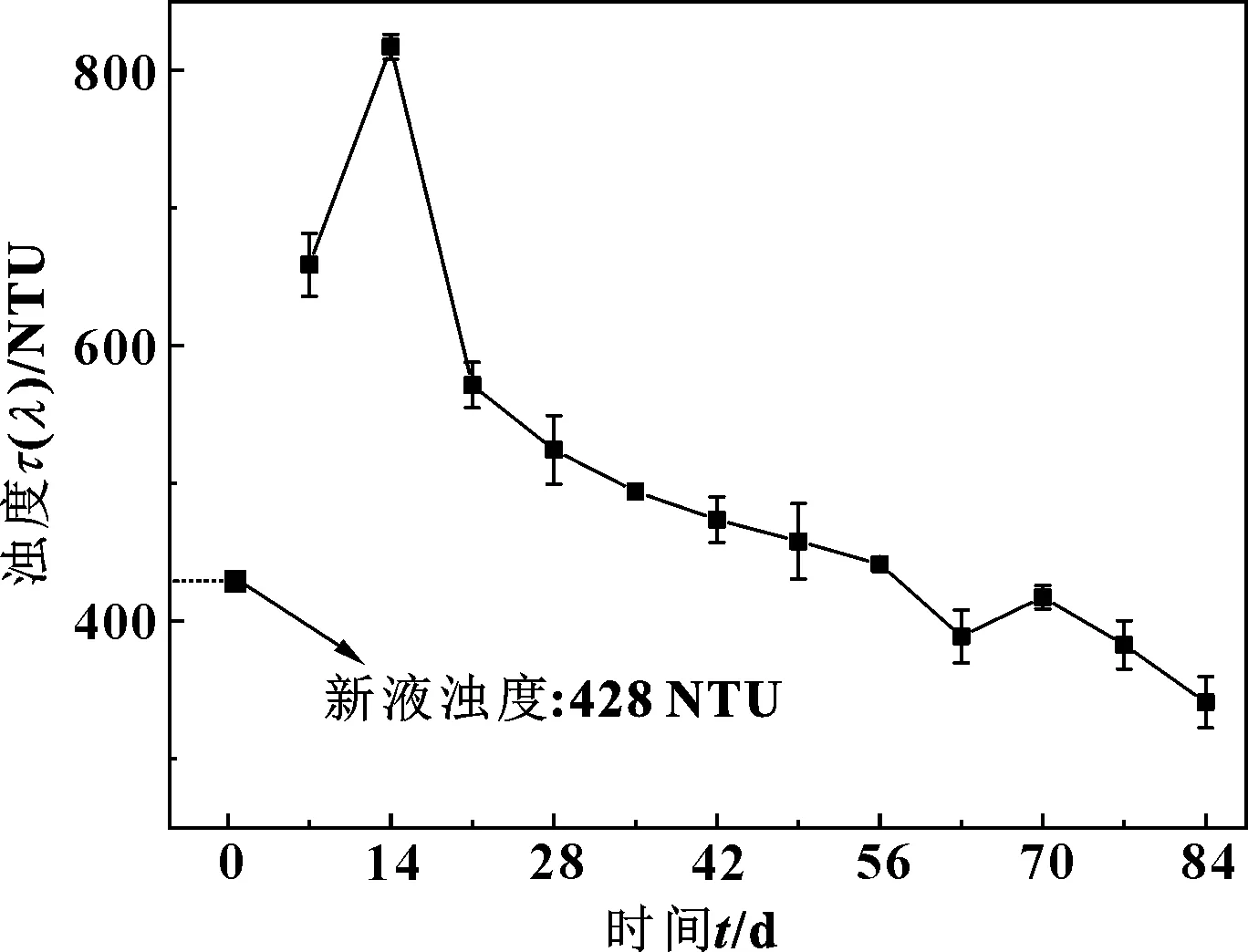
图5 微生物影响下切削液浊度变化Fig 5 Microbially influenced variation of turbidity of MWF
在前14天内浊度的急剧变化主要是由于表面活性剂的降解,由于表面活性剂无论是化学结构还是分子量,都要明显低于基础油,因此切削液中的微生物会优先降解切削液中的表面活性剂或缓冲剂等易于分解的有机化合物[9]。通过图5中的结果可知,由于表面活性剂的分解,使得基础油与水的结合力不断下降,造成液滴粒径变大,因此在浊度上体现为不断上升。但在第21天之后浊度下降的原因是切削液中能维持形成乳化液的表面活性剂浓度已不够,基础油由于没有表面活性剂的束缚,在重力的作用下逐渐漂浮于液体表面,经过24 h的静置,形成了底部与中部为乳液相,而表面则为油相的溶液分布体系。分散于样品液体中部的乳液数量下降,而浊度仪入射光位于液体中部,因而造成浊度的下降。
切削液中粒径分布如图6所示。新液的平均粒径为0.83 μm,在第7天后平均粒径增大至3.63 μm,并在第14天上升至5.88 μm;至第56天时的平均粒径呈现微弱的上升趋势,在第56天达到6.83 μm的最大平均粒径,从第56天以后,平均粒径逐步下降,在第84天下降为6.11 μm。而新液的乳液液滴最大粒径为2.36 μm,在第7天时最大粒径就变为20.12 μm,并在第14天上升为36.02 μm,随后的最大粒径呈上升趋势,在第84天时的最大粒径增至48.96 μm。
图7所示为液滴光学显微镜图,可以得知,乳化液在经过油红O的染色后,在光学显微镜下呈现紫色,而未形成乳化液的基础油经染色后显示为红色块状。从图7(a)中可知,新液中的乳液液滴的形状大小及分散较为均匀,尺寸分布在0.5~2 μm之间,与图6中的结果一致。在图7(b)中,乳液液滴则呈现较大的差异化,乳液尺寸分布在0.5~20 μm范围内。液滴之间相互吸引接近,且出现了大液滴中包含有许多小液滴的乳液液滴聚合(coalescence)现象。由图7(c)可知,在第56天时的乳液液滴出现了变形,液滴尺寸分布增至2~40 μm之间。而从图7(d)中可知,在第84天出现了大范围分布的游离态油相物质,这些基础油由于无法形成乳液,在切削液中呈游离态,使得染色剂能彻底地对其进行染色,因此油相物质在光学显微镜下呈现红色块状形貌,乳液液滴分布在1~10 μm范围内,进而解释了图6中平均粒径在第84天下降的现象。
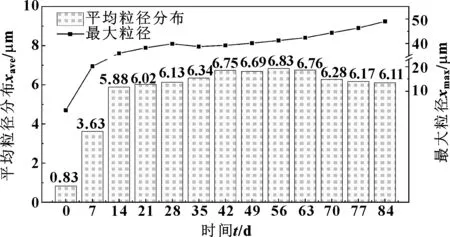
图6 切削液中粒径变化Fig 6 Changes of droplet size of MWF

图7 切削液中乳液液滴光学显微镜图Fig 7 Optical images of droplets in MWF (a) droplets in fresh MWF;(b) droplets in MWF at 14 days; (c) droplets in MWF at 56 days;(d)droplets in MWF at 84 days
从图6中可以判断,微生物对切削液中乳液稳定的影响在前14天内最为显著,其结果与浊度变化相对应,小液滴相互吸引,在前14天内不断聚合,形成大液滴。大液滴又不断吸引小液滴进行融合,随着微生物劣化时间的增加,液滴发生了变形,甚至出现了游离态的油相物质。
2.4 微生物对乳化液稳定性影响的机制分析
通过上述实验结果可知,微生物能有效降解切削液中的有机物,对于分子量较大及结构较为稳定的基础油的影响较小,会优先降解表面活性剂与缓冲剂等小分子物质,使浊度发生了较为明显的变化并使pH值不断下降,同时矿化这些有机物质为无机盐或CO2
与H2O。表面活性剂是通过自身的亲油基团与亲水基团,使油与水发生乳化作用,在水含量较高时形成O/W型乳化液。微生物对表面活性剂的降解,无论是发生在亲油基团、亲水基团或是碳链部位,都会造成乳化液稳定性的下降。最终随着表面活性剂含量的消耗,油相物质无法继续保持乳化状态,从而逐渐游离在切削液中,使切削液彻底失效。
根据DLVO理论可知,乳化液中乳液液滴分散的稳定性是通过乳液之间双电层电势与范德华力的排斥作用来维持的。表面活性剂在形成乳化液之后,通过减少表面张力,形成了界面膜或液面吸附层,并通过液滴之间的静电排斥力阻止聚合现象的发生[18-19]。微生物对表面活性剂的降解会弱化界面膜与静电排斥力,让乳液液滴之间发生相互吸引,这就解释了图7(a)中新液之间的液滴分散均匀而图7(b)中液滴之间发生相互吸引的原因。
通过图3和图4中的结果可知,微生物的降解作用下,有机物不断被矿化为无机离子,缓冲剂的降解使得H+浓度上升,使溶液的导电性与离子浓度不断上升。MIYAGAWA等[20]的研究给出了乳化液液滴聚合的流体动力模型,在该模型中,当乳液液滴活化能(V)大于聚合势垒(potential barrier of coalescence)时,乳液液滴则会发生聚合,该模型如公式(3)[20]所示。
(3)
式中:ε是乳化液介电常数;ψ0是液滴表面能,一般可设定为已知量;k是Debye因子;x是2个液滴表面之间的距离;A是Hamaker常数;χ=x/d,d则是乳化液液滴粒径。
由于微生物与液滴之间不会发生聚合现象,因此微生物本身的影响可不计入公式(3)中讨论。从公式(3)中可以得知,V的大小与ε、x、d的数值大小相关,在给定的液滴距离与液滴粒径的情况下,V与ε成正比关系。当切削液中离子浓度或导电性上升时,切削液的介电常数也相应地升高,从而给予乳液液滴更大的活化能。当乳液液滴的活化能大于聚合势垒时,液滴之间就会发生聚合,使小液滴聚合成大液滴。切削液在微生物的作用下,切削液的介电常数不断升高,液滴尺寸不断变大,最终呈现出如图6所示的液滴最大粒径尺寸呈不断增长的趋势。
3 结论
(1)将切削废液扩培至不含抑菌剂的切削液中,通过多样性分析,切削液中优势菌株分布为假单胞菌属、水生丛毛菌属、红平红球菌等,通过3个月的扩培,微生物不断降解切削液中的有机物,使pH值从9.05降至6.91,TOC降解率达到了76.45%,并使IC浓度不断升高。
(2) 在微生物的作用下,切削液的稳定性受到了严重的影响,浊度在前14天急剧上升,随后由于表面活性剂的降解,浊度呈逐步下降趋势,乳液液滴平均粒径在前14天内增长了约7倍,在第56天时平均粒径增至6.83 μm。相比于新液,第84天的液滴最大粒径增大了近20倍,并出现了游离态油相物质。
(3)表面活性剂的降解与H+浓度增大,弱化了液滴之间的静电排斥力,使液滴相互吸引;且由于切削液的介电常数变化,赋予乳液液滴的大于聚合势垒的活化能,使小液滴直接发生聚合。
