浅议贴标签辅助工具对电力公司的应用
2021-03-19
广东电网有限责任公司河源供电局 广东 河源 517000
引言
物联网时代带动了智能电网的建设,电力通信智能化机房规模日益庞大,机房内各种光纤、电线、网线交叉缠绕在一起,需要人工通过各种标签来识别不同的网线的业务用途,以及避免出现交叉影响,导致维护人员无法找到对应的线路,插拔过程中造成业务中断[1]。目前通常是采用手工贴签的形式,在标签上写上编号、业务等用来识别,但在实际操作过程中,由于标签贴纸上的数字多少不同,导致标签纸的大小不一,电缆、光纤、电线等各种通信线路的粗细不同,贴标签的位置、长度选择等也各不相同,有时候会因为标签前后无法对称,或者上面的标识字被覆盖、业务用途变更等原因需要拆标签、重新贴签等业务[2],实际拆贴过程会遇到各种问题,导致效率低下、效果不好。
经过研究贴标签辅助工具的贴标过程,结合电缆光纤本身特点以及贴标签的工况环境,设计了一种应用于电力公司光缆贴签的贴标签辅助工具,在贴取标签的实践应用过程中,极大地提高了工作效率。
1 设计过程
1.1 贴标机的工作过程
贴标签工作最为常见的做法是把标签贴在纸箱、衣服、瓶子以及钢卷等受力面积较大的平面、承力可以相对均匀的均匀的物体上。但是,对于光缆、线缆等贴标签,其受力面积非常小,本身承力不均匀等特点,因此,在设计贴标签工作时,要结合其特性研制[3]。结合光缆的特点研制的贴标签辅助工具的工作过程使用的全面分离的贴标模式,所谓全面分离是指胶纸标签与承签带全面分离结束时进行贴标,这种方式的优势在标签完整、不会串标、位置准确,而且会考虑到线缆的特点,在受力不均时,依然能够准备的贴上标签。
贴标签机的执行流程如下:承签带与离标梁接触后,调整运行方向,但是,由于标签本身具有一定的硬度,所以,标签也会同时在承签带上脱落,脱落的标签,在贴标按压钳正下方所在位置,贴标钳采用摩擦受力等工艺,在外力作用下将标签准确按压在需要贴标的光缆或者线缆上完成贴标。

图1 贴标签辅助工作的简易结构图
1.2 贴标签辅助工具的详细设计
本文研制的贴标签辅助工具设计时与常见的贴标机整体构成类似,但在设计参数上进行了细致的研究和实验,贴标签辅助工具包括标签上料件、标签分离件、粘取受力件以及贴标按压件等几部分,详细的贴标机的设计图如图2所示:
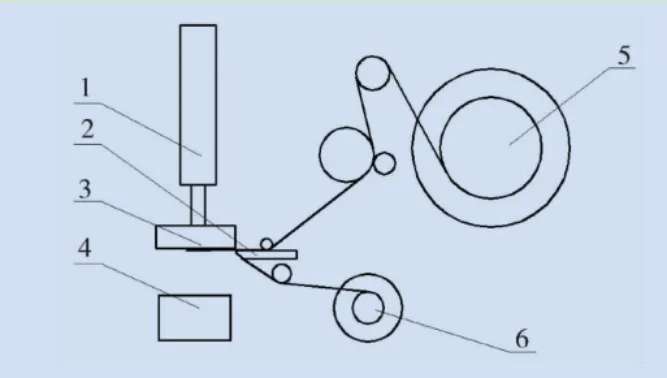
图2 电缆辅助贴标签工具的简单内部结构剖面效果图
图中的1到5分别代表了标签分离件、粘取受力件、被贴标签的物体、标签上料件以及标签附着带的收回件等几部分。标签上料件主要是受到贴标开关的指示提供标签,标签分离件的作用是将标签与标签附着带进行分离,粘取受力件用于把标签吸粘到发力装置,然后,根据贴标签辅助工具的发力开关,在贴标人员的按压后,发力贴标。标签附着带回收装置是将标签附着带就行卷曲回收,贴标签的同时,完成卷曲回收。贴标签辅助工具的核心是标签分离件的关键参数的设置,参数的合理性决定了设计的精细度。
2 标签分离件关键参数设置
2.1 标签分离件工作过程
标签分离件完成贴标的过程中的关键环节运行原理:贴标人员按下贴标按钮时,标签通过运转装置向前运转,标签运转过程中与离标板接触后,在离标板作用下,把标签和承标带进行了分离。这个过程中的核心组件为离标板,离标板设置的曲线、薄厚会极大影响的离标的效果和贴标签辅助工作质量。经过多次试验发现,如果离标板设置的弯曲弧度变大时,离标的效率会极大提升,不过,存在的较大问题是与粘贴受力组件配合度会出现误差,优势回到导致空贴,也就是标签已经离带,但是粘贴受力件没有更得上离标的速度,导致空贴。当减小离标板的卷曲弧度时,离标速度会变慢,贴标稳定性增加,效率有所下降,因此,获取最佳弧度至关重要。
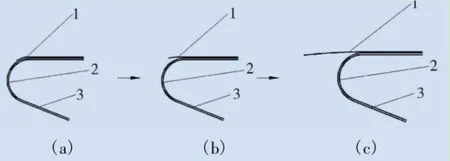
图3 离标件工作示意图
离标件的工作示意图如图3所示,其中1代表标签,2代表离标板,3代表附着带,当贴标签辅助工具收到贴标人员的贴标指令时,贴标机向前运转,标签受到外力推动向前移动,接触离标板后,由于标签与附着带之间有粘贴力,标签本身会发生弯曲,但是,此时由于标签本身有硬度,弯曲到标签的回弹极限时,标签向相反的方向发力,此时受到贴签件的吸引,附着带本身也向后移动,此时标签完成与附着带的分离。
2.2 离标板弯曲度参数
假设电缆标签是一个x*y大小的矩形,使用z代表厚度,经过反复的分离测试,可以发现,标签与离标带之间的黏着力f是相对均匀散布在标签表面的。受力关系图如图4所示:
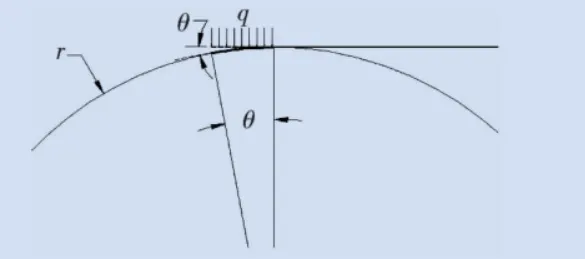
图4 标签分离受力关系图
标签收到外力影响发生弯曲,弧度为θ,在黏着力q与标签本身的硬度的相互作用下,标签并未按照半径为r的离标板的形状发生弯曲,当硬度大于黏着力的时候,发生脱离,首先要找出标签的硬度的临界点,然后调整时间和弧度,获得最佳效果。

公式1中,F代表黏着力,I代表分离临界值的力矩,D代表标签硬度,r1标签弯曲度。引入弯曲公式同步加入界面转动向量计算公式[4]后,获得弯曲度和半径的计算公式:

通过公式2可以算出离标板的弯曲半径、弯曲弧度,且我们可以发现,当离标板的弯曲半径变大时,离标的角度也会发生变更,同时,对于贴标件与标签的距离会相应的增大,贴标件取到标签的概率会降低。同时,离标板的弯曲弧度也会影响附着带与标签之间的摩擦力,该角度越大,摩擦力越大,标签离带的效率就会降低,经过实验论证,该推断成立。因此,我们发现,离标半径的设置参数需要依据公式2达到与离标带的黏着力的最佳状态,使得贴标机获得最佳距离,才能达到预期效果。
3 结束语
针对目前电力通信机房内存在大量的光纤、线缆在人工手工贴标签的过程中,工作量大、效率低,特别是对位置狭窄等贴签不方便的地方,贴标签耗时较长,反复贴签等问题,经过研究贴标签辅助工具的贴标过程、贴标的原理以及标签和离标板的弧度、半径之间的力学管理,并充分考虑了标签本身的硬度,在离标板分割下当标签的硬度与的黏着力相抗衡的临界点下,找到贴标件与标签最适合的位置,获得最佳的贴标效率。同时,在研究贴标签辅助工具的过程中,结合电缆光纤本身特点以及贴标签的工况环境,设计了一种应用于电力公司光缆贴签的贴标签辅助工具,在贴取标签的实践应用过程中,极大地提高了工作效率。
