高浓度湿法冻胶纺丝制备UHMWPE纤维的研究
2021-03-16孙勇飞李济祥王新威
孙勇飞, 李济祥, 王新威
(1.上海化工研究院有限公司, 上海 200062;2.聚烯烃催化技术与高性能材料国家重点实验室, 上海 200062;3.上海市聚烯烃催化技术重点实验室, 上海 200062)
0 前言
超高分子量聚乙烯(UHMWPE)纤维自问世以来,主要应用于国防军工产品,故研究重点集中在如何提高纤维的断裂强度上。同时,在UHMWPE树脂合成和改性方面的研究也较多[1-3],研究人员在高断裂强度和高断裂模量UHMWPE纤维领域已经取得非常大的成绩[4-8]。随着市场的发展,UHMWPE纤维材料的应用逐渐由军工向民用转变,民用市场需求巨大[5],主要以防切割手套产品为主。该产品对UHMWPE纤维的断裂强度和断裂模量要求不高,如何降低UHMWPE纺丝成本是该纤维民用市场发展的关键。
目前UHMWPE湿法冻胶纺丝溶液质量分数普遍偏低,一般为7%~10%[9]。在萃取工艺中,UHMWPE冻胶的溶剂含量高,需要大量的有机萃取剂[10],导致萃取成本高、生产效率低、能源消耗大,不利于产业良性发展。而提高UHMWPE纺丝溶液质量分数是降低纺丝成本的重要方法。笔者采用黏均分子质量为57×104~330×104g/mol的UHMWPE树脂,通过正交试验确定最优纺丝工艺,研究纺丝溶液质量分数与纤维力学性能的关系。
1 实验部分
1.1 主要原料
工业级白油,68号,浙江正信石油有限公司;
二氯甲烷,分析纯,泰锦化工科技有限公司;
UHMWPE树脂X-1、X-2、X-3、X-4、X-5,上海联乐化工科技有限公司。
1.2 主要仪器和设备
UHMWPE湿法冻胶纺丝成套设备,上海化工研究院有限公司;
万能拉力机,美国英斯特朗公司;
密度天平,XS204型,梅特勒-托利多仪器(上海)有限公司。
1.3 UHMWPE纤维的制备
UHMWPE湿法冻胶纺丝工艺流程见图1。选择UHMWPE树脂为纺丝原料,68号白油为纺丝溶剂,加入溶胀釜内,配置成质量分数分别为12%和16%的溶液,乳化处理15 min,然后溶胀釜升温到设定温度,保持1 h。UHMWPE树脂在白油体系中发生溶胀,之后降温至室温,釜内溶液经过计量泵、双螺杆挤出机和纺丝箱体挤出,经过水浴、预拉伸定型后落桶制成初生冻胶丝。初生冻胶丝经过72 h的静置出油后,再经过拉伸、萃取、干燥和超倍拉伸,最终收卷成成品纤维。
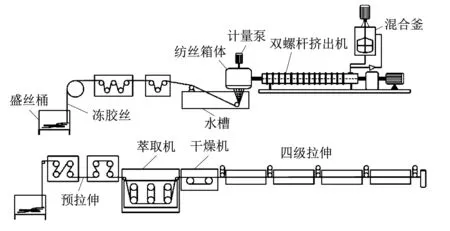
图1 UHMWPE湿法冻胶纺丝制备示意图
1.4 正交试验设计
纺丝温度、螺杆转速、溶胀温度是影响纤维力学性能的主要工艺参数。将上述3项作为试验因子A、B、C,选择树脂X-3,配置成纺丝溶液质量分数为16%的溶液,设计了L9(34)正交试验方案(见表1)。
纺丝温度选择双螺杆挤出机最高温度(第十区到第十五区温度)。
1.5 树脂及纤维性能测试
1.5.1 树脂分子质量测试
称取6~7 mg样品,在容量瓶中溶解并将溶液

表1 正交试验的因子水平表
定容至25 mL。按照ASTM D4020—2011 《超高相对分子质量聚乙烯模压和挤压材料的标准规格》,使用乌氏黏度计法测量样品的黏均分子质量Mv。
Mv=5.37×104[η]1.37
(1)
式中:[η]为特性黏度。
1.5.2 纤维线密度测试
依据GB/T 14343—2008 《化学纤维 长丝线密度试验方法》,在缕纱测长仪上取10 m待测纤维,连续取10次样。在分析天平上称重,取平均值,并计算标准差和变异系数。若变异系数大于10%,重新取样,直到变异系数小于10%时,视为可信。
1.5.3 纤维力学性能测试
依据GB/T 19975— 2005 《高强化纤长丝拉伸性能试验方法》测定纤维的力学性能,实验测试夹具标距为500 mm,拉伸速度为250 mm/min。
2 结果与讨论
2.1 树脂黏均分子质量表征测试
按照上述黏均分子质量测试方法对不同牌号树脂进行测试,测试结果见表2。
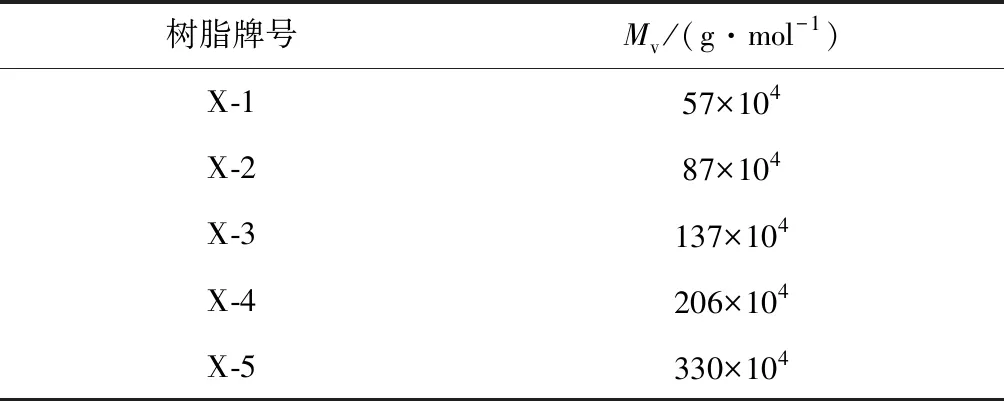
表2 不同牌号树脂测试结果
2.2 L9(34)正交试验
正交试验方案及结果见表3。

表3 正交试验方案及结果
正交试验结果分析见表4,其中:K1表示因子(A/B/C)取1水平相应的试验结果之和;K2表示因子(A/B/C)取2水平相应的试验结果之和;K3表示因子(A/B/C)取3水平相应的试验结果之和;k1表示K1对应的平均值;k2表示K2对应的平均值;k2表示K2对应的平均值。

表4 正交试验结果分析
由表4中系数R(极差)可见,影响纺丝纤维断裂强度的主次因子顺序是C、A、B。由此确定最佳工艺为C1A3B3,即溶胀温度设置为110 ℃,纺丝温度设置为300 ℃,螺杆转速设置为60r/min。
2.3 纺丝溶液质量分数对纤维力学性能的影响
按照正交试验得到的最佳工艺参数,研究不同纺丝溶液质量分数和树脂黏均分子质量对所制备纤维的力学性能的影响。
12%纺丝溶液质量分数条件下纤维力学性能随树脂黏均分子质量变化见图2。

图2 12%纺丝溶液质量分数条件下纤维力学性能随树脂黏均分子质量变化
由图2可见:在纺丝溶液质量分数为12%以及树脂黏均分子质量低于206×104g/mol以下时,随着树脂黏均分子质量的提高,制备的纤维力学性能先呈现上升趋势;在树脂黏均分子质量为206×104~330×104g/mol区间,制备的纤维力学性能保持稳定趋势。原因可能是:在树脂黏均分子质量低于206×104g/mol、纺丝溶液质量分数为12%的情况下,纺丝溶液对UHMWPE大分子链的解缠能力较强,此阶段树脂黏均分子质量对制备纤维的力学性能起到关键作用,即树脂黏均分子质量越大,制备的纤维力学性能越好;当树脂黏均分子质量大于206×104g/mol时,纺丝溶液对于UHMWPE大分子链的解缠能力降低,制备的纤维力学性能趋于平稳,高黏均分子质量所带来的高纤维强度不能体现出来,故此阶段,树脂黏均分子质量大小不起关键作用。
16%纺丝溶液质量分数条件下纤维力学性能随树脂黏均分子质量变化见图3。结果表明:在16%纺丝溶液质量分数条件下,树脂黏均分子质量为206×104g/mol时,制备的纤维断裂强度为29 cN/dtex;树脂黏均分子质量低于206×104g/mol时,随着树脂黏均分子质量的提高,制备的纤维力学性能呈现上升趋势;在树脂黏均分子质量为330×104g/mol时,由于体系黏度过高,纤维无法制备(见图3中D点处)。由此推测,在树脂黏均分子质量低于206×104g/mol、纺丝溶液质量分数为16%的情况下,此阶段纺丝溶液发生的过程与在纺丝溶液质量分数为12%、低黏均分子质量条件下一致。在树脂黏均分子质量为330×104g/mol时,纺丝溶液质量分数为16%比纺丝溶液质量分数为12%对UHMWPE大分子的解缠能力差,高的黏度体系提高了纺丝溶液挤出过程的难度,出现无法正常纺丝现象。因此,在树脂黏均分子质量为330×104g/mol时,纺丝溶液质量分数起关键作用,质量分数较低则纺丝越顺利,质量分数较高则无法纺丝。在树脂分子质量分数较高的条件下,控制好纺丝溶液的黏均分子质量是纺丝成功与否的关键。
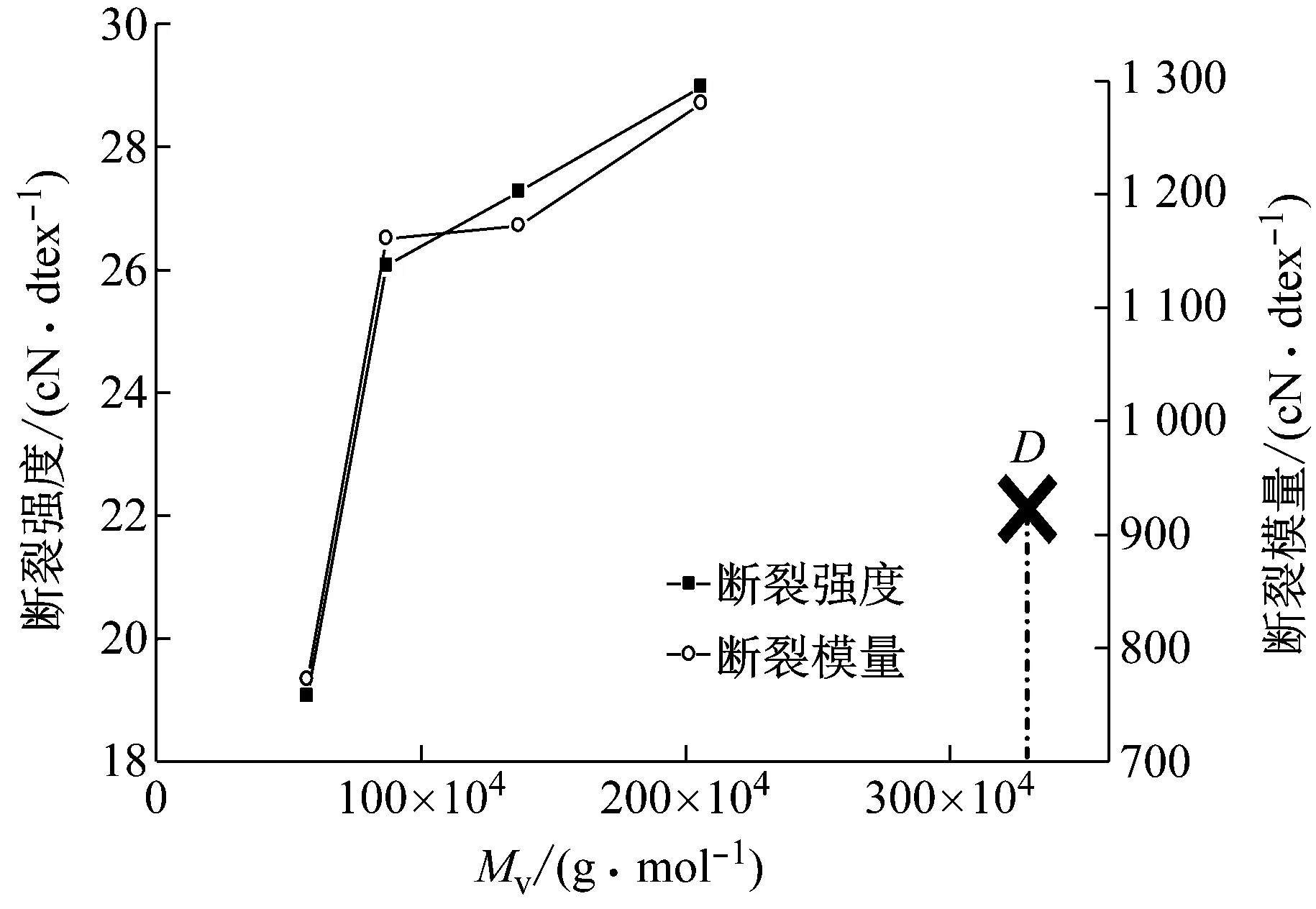
图3 16%纺丝溶液质量分数条件下纤维力学性能随树脂黏均分子质量变化
3 结语
(1) 影响纺丝断裂强度的因素依次是:溶胀温度、纺丝温度、螺杆转速,最佳的纺丝工艺参数为溶胀温度110 ℃、纺丝温度300 ℃、螺杆转速60 r/min。
(2) 在纺丝溶液相同质量分数条件下,随着树脂黏均分子质量的提高,纤维力学性能逐渐提高;在树脂黏均分子质量相同的条件下,纺丝溶液质量分数为16%制备的纤维其断裂强度比纺丝溶液质量分数为12%制备的纤维断裂强度略低。在纺丝溶液质量分数为16%、树脂黏均分子质量为330×104g/mol时将无法进行纺丝,控制好纺丝溶液的黏均分子量是纺丝成功与否的关键。
(3) 采用黏均分子质量为200×104g/mol左右的树脂,湿法冻胶纺丝质量分数为16%,制备的纤维断裂强度可达29 cN/dtex。
