铝合金阳极氧化废酸的再生
2021-03-15杨佳琪魏立安
杨佳琪,魏立安*
(南昌航空大学,江西 南昌 330063)
在阳极氧化生产工艺中,硫酸阳极氧化液成分简单、稳定、易操作、成本低,在常温下便可获得5 ~25 μm厚的无色透明膜,并且氧化膜多孔、吸附性强、容易着色。随着槽液中铝离子浓度升高到一定值(一般大于15 g/L),氧化膜性能将受到严重影响,需要更换新的槽液,这样便产生了废液。该废液属于危险废物,给企业带了严重的环境问题和成本负担[1],已成为企业发展的“瓶颈”。
1 生产工艺及污染物来源
1.1 生产工艺
硫酸阳极氧化工艺的一般流程见图1。

图1 阳极氧化工艺流程Figure 1 Process flow of anodization
本文研究的硫酸阳极氧化配方和工艺条件为:硫酸160 ~ 200 g/L,添加剂(α活性羟基羧酸类物质)3 ~ 10 g/L,铝离子< 12 g/L,温度 10 ~ 30 °C,电压 10 ~ 30 V,电流密度 0.5 ~ 3.0 A/dm2,时间 30 ~ 60 min,阴极为纯铝或铝合金板,阴阳极面积比1∶10,压缩空气搅拌。
1.2 污染物来源
当酸性阳极氧化槽中有电流通过时,阴极产生氢气,阳极产生氧(包括分子氧、原子氧和离子氧,通常以[O]表示),同时铝也发生氧化,具体反应见式(1)至(3)。

阳极氧化槽液中铝离子的来源主要有两种:(1)氧化过程中已经形成的氧化膜被硫酸溶解[如式(4)所示],该过程是阳极氧化槽液中铝离子的主要来源;(2)铝基体在硫酸中发生溶解[如式(5)所示],该过程产生的铝离子较少。铝离子含量会随着反应时间及处理批次的增加而逐渐增加,甚至影响成膜性能[2]。

显然,废液中主要含硫酸和硫酸铝。
2 实验
由配方可知,将回收酸中的铝离子浓度降到10 ~ 12 g/L即可回用。为实现这一目标,采用离子膜对废液进行处理。原理如下:由一定数量的膜组成的一系列结构单元,其中每个单元由一张阴离子膜隔开成渗析室和扩散室,采用逆流操作,在阴离子均相膜的两侧分别通入废酸液及接受液(自来水)时,废酸液侧的酸及其盐的浓度远高于水的一侧。由于浓度梯度的存在,废酸及其盐类有向扩散室渗透的趋势,但膜对离子具有选择透过性,故在浓度差的作用下,废酸测的阴离子被吸引而顺利地透过膜孔道进入水的一侧。同时根据电中性要求,阳离子也会被夹带入水的一侧,H+会优先通过膜,这样废液中的酸就会被分离出来。
实验流程见图2。
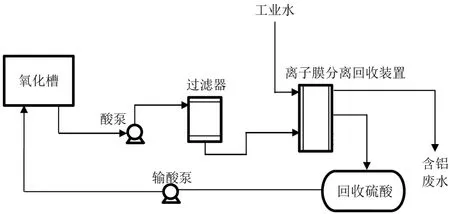
图2 实验流程Figure 2 Flowchart of experiment
采用单因素试验,主要研究了废酸浓度、进酸流量对硫酸回收和铝离子去除效果的影响[3]。
硫酸质量浓度[ρ(H2SO4)]的测定:取体积为V(单位:mL)的阳极氧化酸液于250 mL锥形瓶中,加入适量去离子水及20 mL 35 g/L氟化钠溶液,再加3 ~ 5滴酚酞指示剂,用浓度为c(1 mol/L,下同)的NaOH标准溶液滴定,溶液转变成粉红色时为终点,记录消耗的标准NaOH溶液的体积V1(单位:mL),按式(6)计算ρ(H2SO4)。

铝离子质量浓度[ρ(Al3+)]测定:同样取体积为V的阳极氧化酸液于250 mL锥形瓶中,加入适量去离子水,再加3 ~ 5滴酚酞指示剂,用 1 mol/L NaOH标准溶液滴定至溶液呈粉红色,记录消耗的标准NaOH溶液的体积V2(单位:mL),按式(7)计算ρ(Al3+)。

根据废酸和回收酸中硫酸及铝离子的质量浓度来计算硫酸回收率与铝离子去除率。
3 结果与讨论
3.1 废酸浓度的影响
图 3为常温下硫酸初始质量浓度对硫酸回收和 Al3+去除效果的影响,铝离子的初始质量浓度为15.59 g/L,控制废酸的进入流量为1 m3/h。从图3中可得出:(1)硫酸的回收率随着废酸中硫酸的初始质量浓度增大而增大,当硫酸的初始质量浓度超过160 g/L时,硫酸的回收率开始逐渐下降,说明此时离子膜的离子交换能力已经基本达到饱和,此时的回收率为 90.45%;(2)在研究的废酸浓度范围内,回收的酸液中Al3+去除率随着硫酸初始质量浓度增大而缓慢增大,在硫酸初始质量浓度为170 g/L时基本达到饱和状态,此时Al3+的质量浓度降至0.59 g/L,Al3+的去除率高达96.22%;(3)回收酸液中的Al3+质量浓度最高才1.16 g/L,完全符合回用的要求。
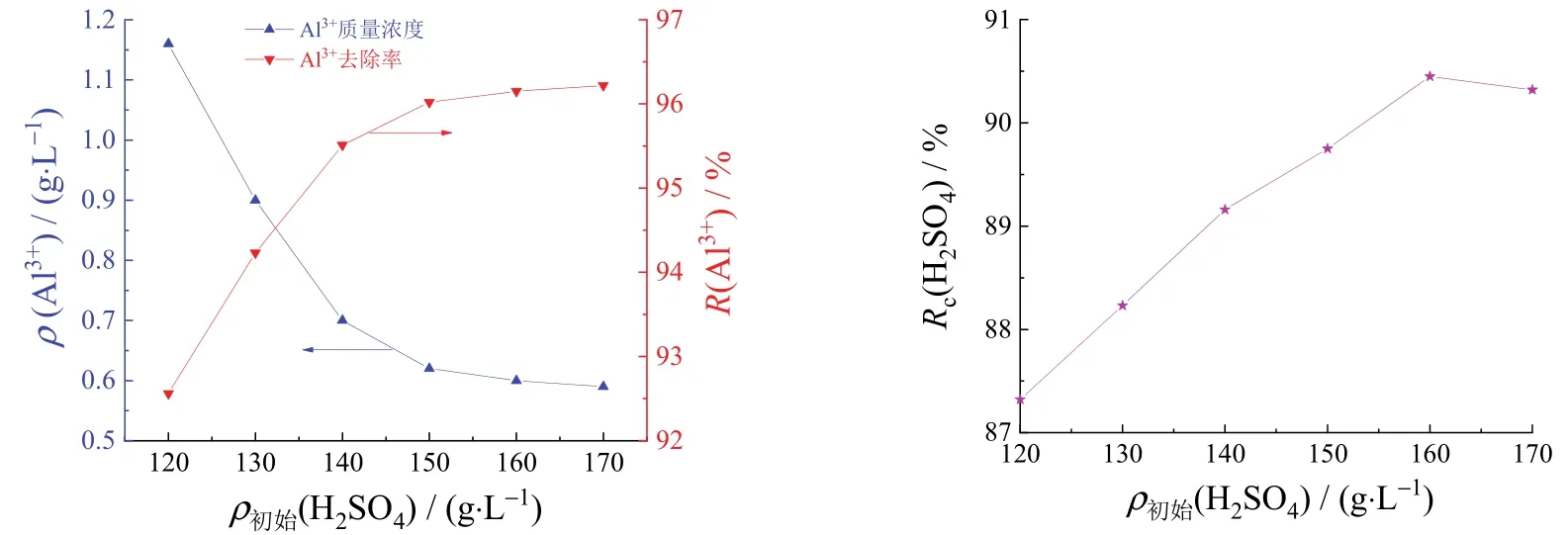
图3 废酸中硫酸的初始质量浓度对硫酸回收和Al3+去除的影响Figure 3 Effect of initial mass concentration of sulfuric acid in waste acid on recovery of sulfric acid and removal of Al3+
3.2 废酸流量的影响
废酸流量指的是废酸进入膜分离设备时的速率。由图4可知,当废酸中硫酸的初始质量浓度为160 g/L,铝离子初始质量浓度为15.53 g/L时,设备进酸流量的变化对硫酸的回收率有一定的影响。当进酸流量在0.5 ~ 3.0 m3/h之间时,硫酸回收率随着进酸流量的逐渐增大而呈现出先增后减的趋势;当进酸流量为1.5 m3/h时,硫酸的回收率最高,为90.62%。另外,Al3+去除效果随着进酸流量的逐渐增大而基本呈现下降的趋势,进酸流量为1.0 m3/h时的Al3+的去除率最高,达到96.78%。从实际情况考虑,废水流量过小会导致工作效率降低,因此废酸流量定为1.5 m3/h。
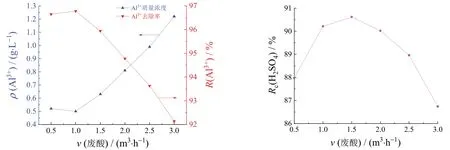
图4 废酸流量对硫酸回收及Al3+去除的影响Figure 4 Effect of flow rate of waste acid on recovery of sulfric acid and removal of Al3+
4 结论
采用阴离子膜分离技术处理铝阳极氧化废液,硫酸回收率可达到90.62%,Al3+去除率高达96.78%,回收再生的铝阳极氧化废液符合配制阳极氧化溶液的要求。该成果对铝阳极氧化废液处理与再生、资源的循环利用及生态环境保护具有重要的意义,可为铝型材行业绿色制造提供技术支撑。
