新疆机采棉初加工研究的现状及对策
2021-03-11曹吉强张纯宇袁少琦
曹吉强 程 璐 张纯宇 袁少琦 徐 红
(新疆大学,新疆乌鲁木齐,830046)
新疆是我国的优质棉花生产基地,1990 年后我国每年三分之一以上的棉花产自新疆;2019 年新疆棉花产量达500.2 万吨,占全国84.9%。自1794 年3 月WHITNEY Eli 的轧花机专利提出至今,棉花初加工设备研发从机械化到智能化,纤维品质从工艺优化到工艺监控,相关研究一直被众专家关注,但结合新疆区位气候特点与棉花加工实际方面的研究内容较为鲜见[1-5]。在棉花初加工的多道工序中,轧花对纤维性能的影响较大,对后续纱线及织物产品质量优劣起着至关重要的作用[6-8]。新疆机采棉在低温环境下轧花加工,对棉纤维原生品质的额外损伤直接影响着我国棉花行业在世界上的竞争力。随着机采棉的迅速普及,这一问题愈加凸显,近2 年虽有所改善,但并没有解决根本问题。
本研究采用文献分析法,借助中国知网(以下简称CNKI)以及Web of Science(以下简称WOS)对国内外机采棉初加工相关文献进行可视化分析研究,结合近20 年新疆机采棉初加工现状,从低温环境角度发现新疆机采棉初加工存在的问题及相应解决对策,为棉花初加工研究提供参考。
1 机采棉的初加工总体情况
在CNKI 中,选取“棉花加工”作为检索关键词,时间限制在2020 年以前(含2020 年),共计检索出3 030 篇相关研究文献,高级检索中添加关键词“机采棉”,时间限定为近20 年,筛选出了226篇相关研究文献;在WOS 中,时间设定与CNKI中相同,以“cotton processing”为关键词,共检索出62 511 篇相关研究文献,添加精炼检索结果“machine-harvested cotton”或“machine pick-up cotton”或“cotton harvesting machine”,有相关文献612 篇。
1.1 文献量分析
通过检索关键词得到近20 年关于机采棉初加工的文章数据,对CNKI 检索到的226 篇文献和WOS 中的612 篇文献进行分析,统计每年文献量分布,具体如图1 所示。从图1 可以看出,有关机采棉初加工的文献数量随时间大体呈上升趋势,但近2 年有下降趋势;从历年整体数据看,该研究方向越来越不被社会各界重视。在国内,相关研究在2013 年达到最多,有32 篇相关文献;在国外,2017 年有70 篇相关文献,近2 年也有所下降。WOS 以及CNKI 中的文献类型有90%以上为期刊文章、专利和学位论文,少数为标准、图书和报纸等。

图1 近20 年CNKI 和WOS 文献量分布图
1.2 研究方向分析
为了更为直观地了解机采棉初加工各研究方向所占比例,表1 和表2 分别展现了国内、国外各研究方向的占比。
由表1 和表2 可知,国内排在前5 名的研究内容依次为轻工业手工业(48.44%)、农业经济(16.80%)、农业工程(16.80%)、农作物(7.03%)和工业经济(5.86%)。其中,轻工业手工业占主体地位;细化研究主题发现,关于籽棉回潮率的相关文献占比较大,这是棉花初加工中的重要组成部分;国外机采棉初加工各研究内容占比排前5名的依次为农业(30.22%)、设备仪器(26.90%)、工程技术(11.73%)、材料科学(6.36%)、化学(5.96%)。可以看出,国外研究主要还是分布在农业、设备仪器和工程技术等方向,其他还涉及材料科学、化学等领域。

表1 国内机采棉初加工各研究内容占比
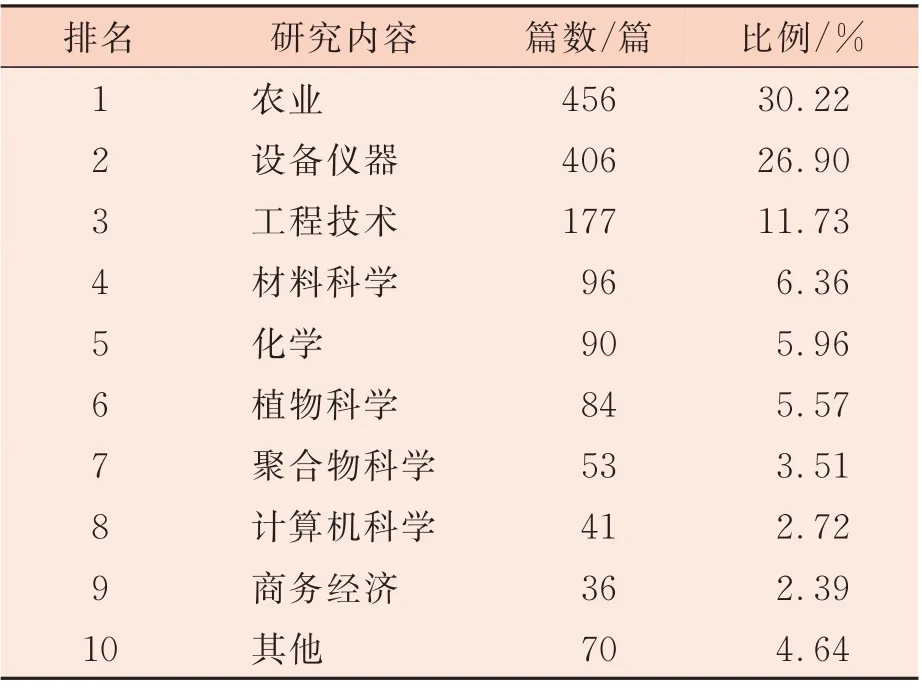
表2 国外机采棉初加工各研究内容占比
2 新疆机采棉初加工现状
2.1 轧花原理与工艺
WHITNEY Eli 的轧花专利使棉花加工呈爆发式增长。锯齿轧花机工作原理为:籽棉通过一个装有系列锯齿的装置,通过筛网/栅栏轧花;由于筛网/栅栏隔距小,锯齿将棉纤维从棉籽上钩拉下来,并将棉纤维拖过网眼/栅栏,从而完成轧花过程。根据轧花机的工作原理,将轧花机分为皮辊轧花和锯齿轧花[9];皮辊轧花主要用于长绒棉轧花,对纤维性能的损伤较小;锯齿轧花主要适用于细绒棉,其对棉纤维性能损伤较为严重,机采棉所使用的是锯齿轧花机。目前轧花机也在不断更新换代,如近些年研发的新型双锯筒高产轧花机(HSRG)[10],与传统轧花机相比,棉结含量与纤维长度指标得到较大改善。
机采棉轧花加工基本工艺流程[11]:籽棉→重杂物、三丝清理→籽棉烘干→籽棉清理(二道)→籽棉烘干、籽棉调湿→籽棉清理(二道)→轧花→气流式皮棉清理→锯齿式皮棉清理(二道)→皮棉调湿→皮棉打包→棉包信息采集与自动标识。张成梁等[12]采用监控层、控制层、设备层的构架模式,完成关键设备自动化升级改造,还有学者提出了在线实时监控,确保生产顺利进行[13-14]。轧花加工重点关注加工工艺的智能化控制[15],尤其在新疆部分区域机采棉已经实现规模化种植、批量化生产、统一化管理和智能化加工的一体化流水线模式[16]。
2.2 回潮率监测
回潮率是影响棉花初加工中纤维品质的重要因素,也是轧花加工研究的热点。回潮率过高或过低都对轧花加工造成不良影响[17-19];要保证轧花工序顺利进行,最佳回潮率控制为6.5%~8.5%[20];在此区间内,棉纤维既有一定的弹性,又能保持强度。目前,测定棉花回潮率的方法分为直接法和间接法[21-22],分离线式和在线式两种方式;离线式主要用于棉花收购、棉花检验、验收结算和储运过程中。为了提高回潮率测量效率,李洋等[23]人设计了一种基于PLC 和组态网的控制系统;贾冬等[24]人提出一种棉包回潮率自动检测装置;臧利涛[25]提出了一种解决手持插针式棉花回潮率检测方式;董全成等[26]提供了一种新的控制策略,当回潮率、籽棉等级等因素发生变化时,实时控制棉花喂入量,保持合适的籽棉卷的密度,从而达到自动控制目的。以上检测系统、装置、方式对检测的效率、便捷度及一致性起到较好的推动作用,促进了回潮率检测的发展,极大的提升了检测效率,还节省了人力和财力。
2.3 烘干设备研究
回潮率过高时需要烘干。籽棉烘干设备于1930 年[27]在美国开始使用,过度烘干影响最明显的是棉纤维长度受损。调控回潮率的方式就是烘干;BYLER R K[28]在清棉、轧花等加工前把水分控制到合适的范围内,以提高加工质量,并研究对烘干过程进行实时控制[29];王昊鹏等[30]人研究了籽棉热风烘干控制干基含水率模型,具有更高的烘干效率和更好的干基含水率一致性。谷国富[31]分析了塔式气流皮棉加湿机的特点,皮棉在加湿气流的输送过程中被加湿,使皮棉回潮率得到有效控制。
2.4 棉纤维性能损伤
棉纤维性能可以直接反映棉花初加工的质量。机采棉棉花叶屑与杂质含量高,在轧花加工过程中清理除杂加工次数和力度增加,造成机采棉长度、长度整齐度、短纤维率、断裂比强度恶化明显,长度损失严重,短纤维率过高,断裂比强度处在极差档次,对后道纺纱会产生十分不利的影响[32]。RAY S J[33]和LE S[34]也 在 研 究 如 何 在 籽棉与皮棉的清理工序提高清理效果、减少纤维损伤等问题;徐红研究表明,每经过一道皮清工序,棉纤维长度即减少0.5 mm 左右,短纤含量减少0.8 个百分点~1.5 个百分点,棉结数量成倍增长;谢占林等[35-37]人研究表明,轧花工序对纤维内在品质损伤最大,占到整个加工中40%以上,特别是轧花后籽屑颗粒、棉结数增幅较大[38-39]。为了 改 善 纤 维 性 能 损 伤 现 状,BOYKIN J C[40]和MICHAEL S C[41]提出,通过控制回潮率可以改善纤维长度、强度等性能;李群华等[42]认为,需进一步推动棉花种植方式、加工检验、采棉设备方面的技术进步,使棉纤维品质质量得到保障。
3 机采棉初加工中存在的问题及解决对策
3.1 机采棉初加工存在的问题
首先,轧花加工环境较差。轧花企业的生产厂房为造价低廉的彩板房,缺少基本采暖设施,且籽棉露天堆放,尤其是在有雨雪的冬季,不附加任何预处理直接加工。新疆地区早晚温差大,手采棉轧花加工的起始时间为9 月初,机采棉初加工从10 月10 日左右开始,持续2 个~4 个月,这一时期室外温度在30 ℃至-10 ℃,甚至是-20 ℃,低温下棉纤维力学性能变化较为明显,急需关注此温度下纤维的性能。
其次,棉纤维在各工段温度、回潮率不能得到有效控制。实际轧花加工中,轧花厂超过一半时间,甚至三分之二时间生产厂房内温度低于10 ℃,甚至在0 至5 ℃之间,回潮率往往在5%左右,甚至低至3%,偏低的温度下棉纤维的平衡回潮率低,棉纤维呈现“内干外湿”的状态,棉结、索丝大量增加,且抗打击能力变差,外湿导致轧花加工时堵塞机器,严重时还会损坏设备。
最后,低温低回潮轧花对纤维品质影响严重。偏低的温度下棉纤维的平衡回潮率低,空气的饱和绝对含湿量也很低,导致轧花加工时空气与籽棉都呈放湿状态,使狭小的棉箱中空气的相对湿度趋于饱和或过饱和状态,导致棉花品质明显降低,即使降速加工,其皮棉质量仍难以保证,而且轧花企业全方位的温度调控却因能耗大、成本高而难以实施。常温下轧花可以通过加湿或烘燥调控轧花前籽棉的回潮率,但是在低温环境下加湿并不能使籽棉获得有利的轧花回潮率状态,难以兼顾纤维高强伸性与无缠绕设备的要求。
3.2 相应对策
首先,从源头解决采购时对棉花含水量的监测。对于含水率高的籽棉予以退回或分类堆置,即堆放籽棉时按照分级分垛原则放置收购的籽棉,货场遇到雨雪天气时用篷布将棉垛盖上,从外环境解决棉花回潮率过高或过低的问题。
其次,在籽棉轧花前,了解外场籽棉实时实际回潮率,及时调整工艺参数,可以在每个工段采用一种轧花加工的增/测温加湿控制方法[43],监控各工段的不同相对湿度,根据环境变化随时调整温湿度,保证各工段纤维内部水分子变化可控,实现籽棉温度和回潮率达到加工要求。
最后,进一步革新轧花设备与工艺,使用具有籽棉加湿控温的轧花加工新工艺与装备[44],对轧花与皮棉清理工序进行保温调湿,对皮棉滑道调节回潮率,可有效提高皮棉的综合等级;还可使用红外加热、远红外辐射入射到纤维表面,辐射能被大部分吸收,纤维吸收的远红外辐射转变成热能使纤维加热,通过调整籽棉处于“内湿外干”的状态,保证棉纤维有良好的力学性能与柔曲性,减少对棉纤维的直接损伤,便于轧花加工。
4 结语
本研究采取文献分析法对新疆机采棉初加工进行了梳理总结,CNKI 及WOS 文献数据表明,国内外有关机采棉初加工的研究文献近两年数量均呈下降趋势;同时,纤维品质的下降也说明对此领域的研究有其紧迫性。
结合目前新疆机采棉初加工现状分析,棉花初加工是棉花产业链中的一个重要加工环节,其受到设备、检测技术和外界环境因素的影响。目前棉花初加工工艺设备不断进步,向宜于纤维质量保证、设备全流程管理、监测和控制方向发展。对棉花初加工现状的问题,应建立企业自动化、智能化、一体化的质量管理监测体系,促进棉花加工向精细化、数据化、安全化方向发展,从种植方式、加工检验、采棉设备等方面,实现标准化和规模化机采棉生产。针对低温低回潮轧花的问题,应采用籽棉加湿控温的轧花加工新工艺与装备,从而经济、有效地解决困扰轧花厂的温控问题。加工设备的革新及环境影响仍是目前迫切需要关注的领域,研究低温导致低回潮的棉花初加工对推动棉花加工产业技术升级具有重要意义。