对辊破碎机主电机缺相故障的现场分析
2021-03-03刘昶
刘昶
(宝武集团鄂城钢铁有限公司,湖北 鄂州 436000)
低压三相异步电动机的一次主回路中,由于断路器故障、接触器故障、接线端子虚接等,造成其中一相断电,称为缺相。电动机缺相后,停止的电动机无法正常启动,正在运转的电动机会产生异响、减速甚至堵转。通常,缺相运行会造成电动机绕组温度急速上升而烧毁,影响生产。最近,本单位出现了一起“特殊”的电动机缺相故障。
1 故障情形及其原因
本人在对运行中的钢渣破碎生产线点检的过程中,隐约听到对辊破碎机的一台主电机有异响声,让操作人员暂停了破碎线的生产。然后,单独运行对辊破碎机,发现两台主电机启动时不同步,由于是无负荷试车,其中一台电动机的嗡嗡声,听得很明显,初步判断该电动机存在缺相故障。试车完,我让操作人员停机并关掉对辊破碎机的电源开关,触摸两台主电机,均未有发烫冒烟的状况。排查故障电动机一次主回路,发现异响电动机的接线盒内一根接线柱断了,如图1所示。
接着,检查电动机,结果显示正常,没有烧坏。恢复接线后,试车运行,电动机运行正常,没有再出现嗡嗡声。
当有块度大、含铁量高、硬度硬的渣钢通过对辊破碎机时,为保障机器不被损坏,对辊破碎机的弹簧压紧调整装置会自动产生较大压缩弹性形变让渣钢落下,但是,形变回弹恢复会让破碎机机体包括底座剧烈振动,再加上电动机使用时间已久,就出现了电动机绕组出线接线柱被震断的情况。
令人感到奇怪的是,这起因接线柱断而造成的缺相故障并不是我在点检过程中碰巧才发生的,而是电动机“带病”作业了一段时间才被发现。通常电动机缺相运行会产生严重后果,为什么这台电动机“带病”作业,并未出现这样的后果呢?下面将对这一疑问做合理分析。
2 电动机缺相的严重后果
对辊式破碎机主电机额定功率30kW,一次主回路如图2所示,采用Y-△降压启动,我们按定子绕组不同接法的两个阶段进行讨论。
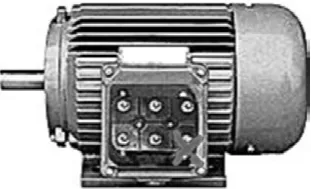
图1
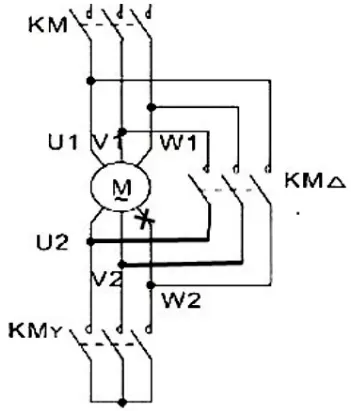
图2 主电机一次回路图
2.1 定子绕组Y接法的降压启动阶段
接触器KM、KMY吸合,定子绕组如图3所示。接线柱未断前,各绕组电流为:
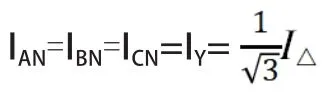
式中,IY为每相绕组的启动电流,IΔ为电机直接启动时的相电流。
忽略电动机自身损耗,电动机输出功率PN=3UANIANcosφ=UABIANcosφ,UAB为电源线A、B两端电压,cosφ为电机功率因数。
接线柱断后,将形成缺少一相绕组、另二相绕组串联的状态,如图4所示。
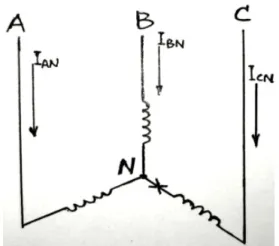
图3 绕组Y接法
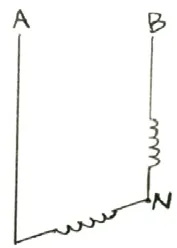
图4
串联二相绕组两端电压仍为UAB,每相绕组上的电压为0.5UAB,假设故障前后转速不变、负载不变,功率因数无变化,电动机输出功率也不变。则

IBN后、ICN后分别是故障后BN、CN绕组的故障电流。
通过上述分析得知:缺相故障发生后,每相绕组的启动电流是无故障时启动电流的倍,与电动机直接启动时的相电流相等,在短时间的启动阶段(KMY吸合时间仅3秒),电动机绕组不易烧毁。处于启动阶段的对辊破碎机是严禁带负荷的,这跟Y接法启动时电动机启动转矩偏小有关,实际运行发现,缺相后电动机启动转矩更小,无法带动挤压辊筒运转。
2.2 定子绕组△接法
启动完成,接触器KMY释放,KM、KM△吸合,定子绕组为△接法,如图5所示。
三相绕组电流为:

忽略电动机自身损耗,电动机输出功率PN=3UACIACcosφ。
式(1)中,IAB为AB绕组电流,IBC为BC绕组电流,IAC为AC绕组电流,IN为额定线电流。
接线柱震断后,正常△接法的定子一相绕组断路,另两相绕组构成V形接法,如图6所示。
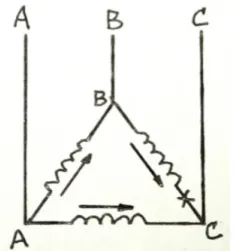
图5
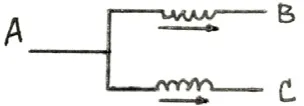
图6
假设故障前后转速不变、负载不变,功率因数无变化,电动机输出功率也不变。因此

式(2)中,UAC为电源线A、C两端电压,IAC为缺相故障前AC绕组的运行电流,IAC后为缺相故障后AC绕组的故障电流。通过上式可以推出:

各绕组的电流为:

IAB后、IBC后分别为缺相故障后AB、BC绕组的故障电流。
通过上述分析得知:发生缺相故障后,电动机断路绕组的电流为0,另外,两组绕组电流增大到正常运行时的1.5倍,电动机处于过载状态。实际在发生突然缺相时,转速会稍微下降,轴负载功率由两相绕组承担,绕组运行电流甚至会超过1.5倍的额定运行电流,足以导致电动机绕组由于过电流发热而烧毁。
3 未出现严重后果的原因
对辊破碎机的工作原理如图7所示,辊筒1及其可动轴承可水平左右移动,两辊筒分别与两台主电机通过三角皮带传动,相向旋转工作。两辊筒之间缝隙一般在2mm左右(见图8),辊筒在生产一段间后,辊缝会由于辊筒表面磨损严重而变大,如图9所示。这可以通过对辊面的堆焊进行修复,我们检查发现,辊筒1的两端由于局部堆焊过厚导致旋转起来会剐蹭到辊筒2,如图10所示。而缺相故障的就是辊筒2的主电机。
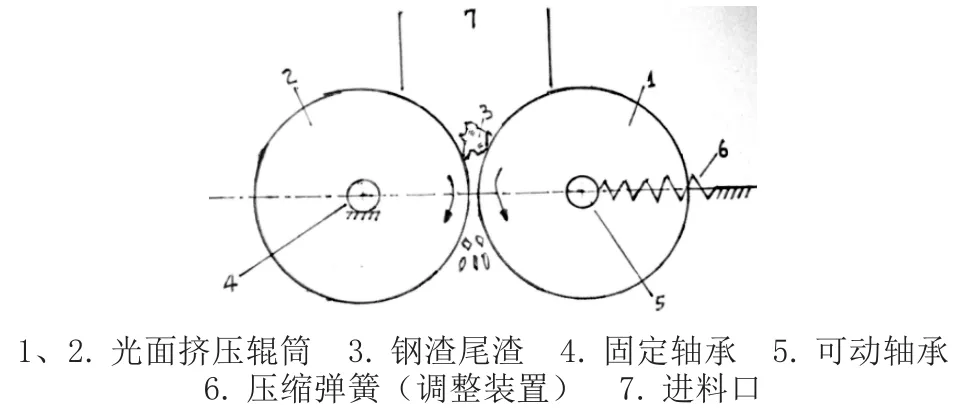
图7
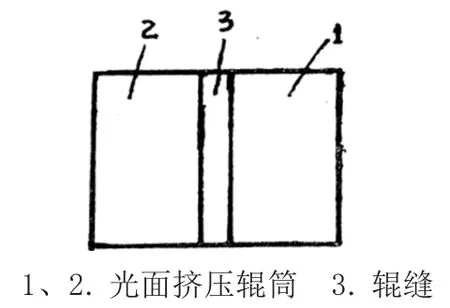
图8 进料口俯视图
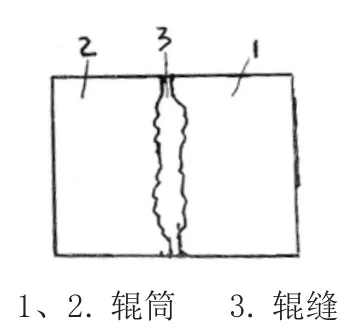
图9
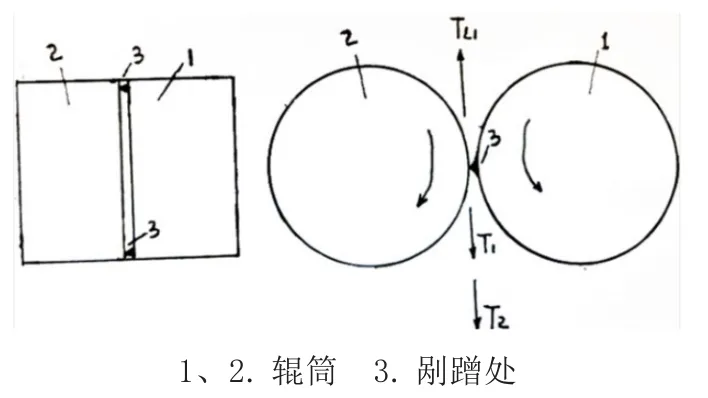
图10
在Y接法的启动阶段,要使辊筒2转速增加的条件是:动转矩矢量和ΔT=T1+T2-TL1>0,其中,TL1为辊筒2的负载转矩,T2为剐蹭产生的驱动力矩,T1为辊筒2的电机拖动转矩。当辊筒1剐蹭到辊筒2时,由于无负荷启动,T2>TL1,即使T1=0,即故障电机无输出转矩也能让辊筒2加速转起来。既然故障电机基本无须输出转矩,那么,故障电机的绕组不会过流,电机不过载。
在△接法的生产作业阶段,辊筒2运行转速不变。在主电机无故障、辊筒间无剐蹭时,图11所示,辊筒2动转矩矢量和ΔT=T前-TL=0,得出T前=TL,T前为此时辊筒2的电机拖动转矩,TL为辊筒2的负载转矩;在辊筒间有剐蹭、主电机故障时,图12所示,辊筒2动转矩矢量和ΔT=T+T2-TL=0,得出T=TL-T2,T为此时辊筒2的电机拖动转矩。该阶段辊筒稳定转速快,T2较大,TL不变,所以T远小于T前,即故障时电机输出电磁转矩远小于正常运行时的输出转矩,那么,缺相故障时电机绕组电流不会超过额定运行电流,电机不会因过电流烧毁。
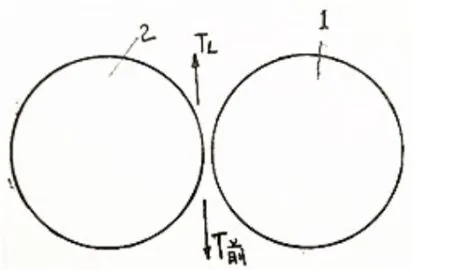
图11
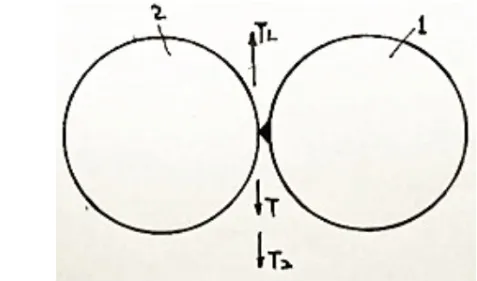
图12
4 结语
对辊破碎机主电机由于接线柱震断造成的缺相故障是发生在电动机绕组△接法的带负荷生产阶段,缺相后的电动机绕组电流是正常运行时的1.5倍,电动机会因绕组过流而烧毁;在Y接法的启动阶段,故障电机绕组电流是正常启动时的倍,并且无法让辊筒转起来。由于挤压辊筒间的剐蹭作用及辊筒工作方式的影响,两阶段故障电机均不会过流过载,因此,出现了缺相电动机仍在“带病”作业的特殊情况发生。
主电机接线柱震断在生产过程中不易及时发现,需增加电气专检频率、力度,及时发现隐患及时整改;产线上增加除铁装置,控制对辊破碎机的入口钢渣流量,减少对辊破碎机的机体震动。