车轮感应淬火开裂分析及改善
2021-03-01
常州宝菱重工机械有限公司 江苏常州 213019
1 序言
2019年,常州宝菱重工机械有限公司生产的一批42CrMo钢车轮,共152件,在成品MT检测过程中发现79件出现开裂,开裂位置主要为小外圆端面宽度55mm环槽靠近外圆侧根部圆角处、沿减重孔孔口处和大外圆台阶根部圆角处。为查找开裂原因,对开裂车轮进行理化检测及分析。
2 产品信息
车轮材质为42CrMo合金结构钢,图样设计φ350mm外圆及踏边感应淬火处理,硬度55~61HRC,淬硬层深度2~4mm,车轮结构如图1所示。
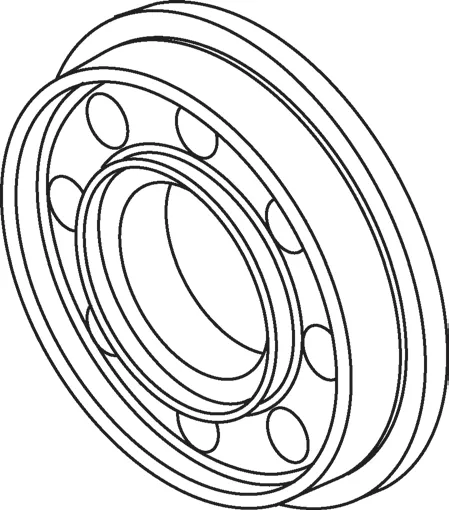
图1 车轮结构
车轮生产工艺流程:毛坯锻造→粗加工(UT检测)→调质→半精加工(MT检测)→淬火→精加工(MT检测)。车轮淬火采用正火圈感应加热方式,待淬火表面加热至淬火温度且均匀后,整体浸入AQ251水溶性有机淬火液中,进行快速冷却,达到表面淬火目的。
3 理化检验
3.1 宏观检测
车轮感应淬火后,在三个部位出现了裂纹,宽度55mm环槽靠近外圆侧底部圆角处裂纹形貌如图2所示;沿减重孔孔口位置裂纹并向外延伸,部分裂纹已延伸至外圆表面,如图3所示;外圆台阶根部圆角处裂纹并环向延伸,如图4所示。
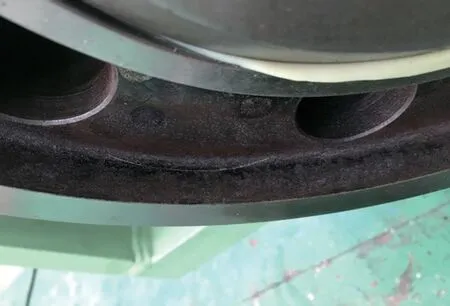
图2 55mm环槽靠近外圆侧底部圆角处裂纹

图3 沿减重孔孔口位置裂纹

图4 外圆台阶根部圆角处裂纹
3.2 化学成分分析
对开裂车轮取样后进行化学成分分析,结果见表1。对比GB/T 6396—2006《大型合金钢锻件 技术条件》[1]中对42CrMo钢的化学成分要求,符合标准。
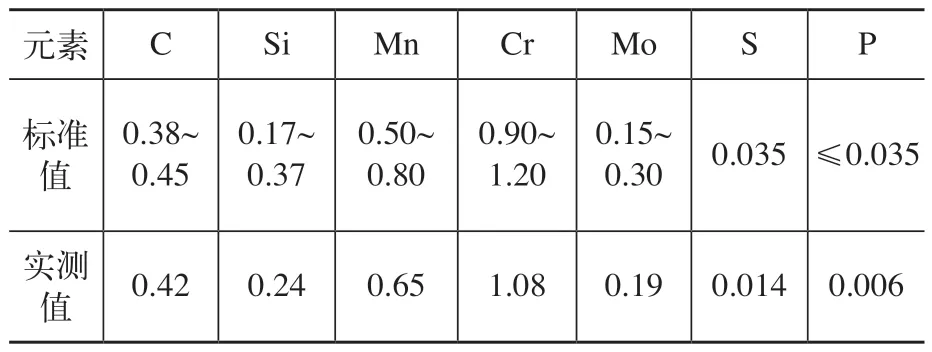
表1 42CrMo钢化学成分(质量分数) (%)
3.3 硬度分布检测
在车轮开裂位置截面取样进行硬度分布检测,如图5所示。从图中可以看出,车轮外圆及踏边均已被淬硬,淬硬层较深且已经到达宽度55mm环槽部位。分别沿A、B、C、D4个位置或方向进行硬度检测,图中阴影淬硬部分硬度基本在50HRC以上,淬硬层深度9mm以上,外圆台阶根部硬度稍低,在40HRC左右。
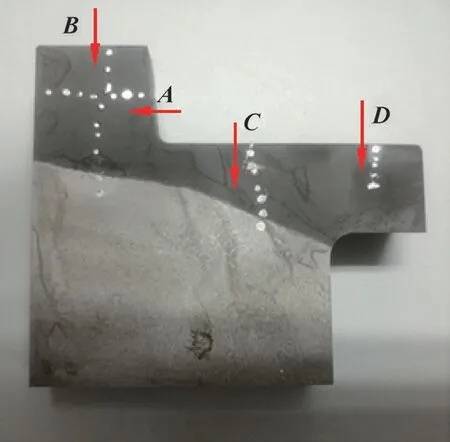
图5 截面淬硬层深度
3.4 金相检测
在车轮开裂位置取样进行金相检测。裂纹两侧组织与其他部位基本一致,组织为回火细针、针状马氏体+少量残留奥氏体,如图6所示。此裂纹属典型的淬火裂纹,金相为正常淬火+低温回火组织[2]。基体组织存在明显偏析现象,组织为回火索氏体+铁素体,如图7所示。
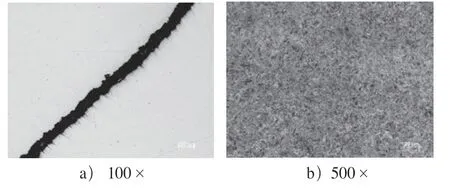
图6 裂纹两侧组织
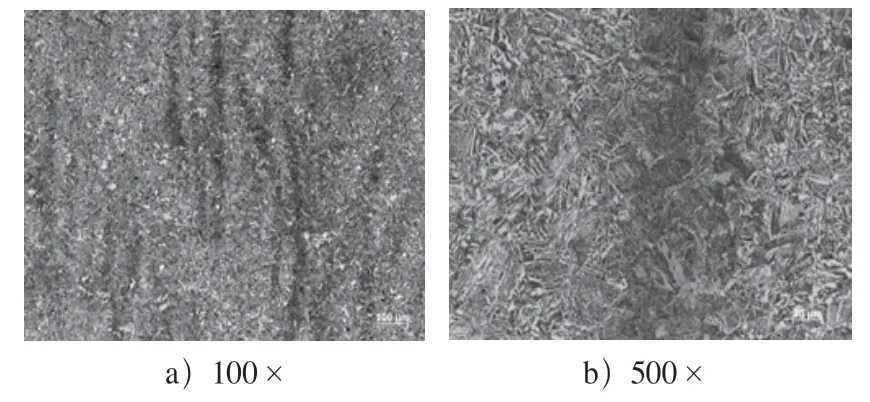
图7 基体组织
3.5 淬火冷却介质冷却特性检测
车轮表面淬火冷却介质采用的是AQ251水溶性有机淬火液,对其进行淬火冷却特性检测,结果见表2。
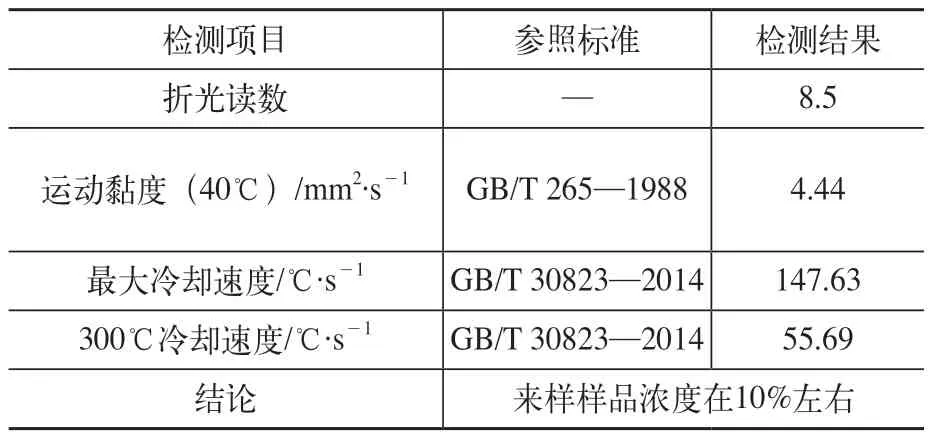
表2 AQ251水溶性有机淬火液淬火冷却特性
3.6 应力检测
对淬火后的车轮外圆及环槽近外圆表面进行应力检测,结果表明,车轮淬火+低温回火后应力高达600~1000MPa。放置两个月后重新进行应力检测,结果为100~500MPa,应力明显减小。
4 分析与讨论
1)车轮热处理方式为正火圈感应淬火,为使外圆及踏边达到淬火温度,加热时间约5min,加热时间较长,透热深度较深。内孔环槽及减重孔在半精加工时已加工好,致使外圆部位较薄,淬火透热深度又刚好至此环槽底部,孔口为锐角,处于应力集中位置,车轮淬火应力大,致使工件开裂。
2)车轮感应淬火过程中,外圆台阶根部由于基体吸热原因,致使此部位温度较其他地方低,淬火后硬度明显低于正常淬火硬度,硬度偏差产生较大组织及热应力,车轮在此部位产生了开裂。
3)AQ251水溶性有机淬火液实际检测浓度仅为10%,低于实际折光仪读数计算浓度23.8%,300℃冷却速度为55.69℃/s,冷却速度较快,此温度正好处于42CrMo钢淬火马氏体转变温度范围内[3],较快的感应淬火冷却速度加快了马氏体组织转变,形成较大的淬火组织应力,引起工件开裂。AQ251水溶性有机淬火液长期使用后出现老化,不能再简单通过折光仪读数计算其实际浓度。
4)车轮感应淬火后低温回火温度仅150℃,回火温度较低,淬火后应力未能得到消除,检测结果显示应力高达600~1000MPa,部分位置已高于基体强度,从而引起工件开裂,长时间放置后应力逐渐释放,下降明显。
5 改善措施
1)更改车轮感应淬火前的加工方式,将内孔环槽及减重孔放于车轮感应淬火之后的精加工工序,增加淬火外圆处有效尺寸,可避免减重孔口锐角,减少淬火开裂倾向。
2)在感应淬火过程中严格控制淬火温度,遵循迅速到温,低功率保温,促使加热区温度均匀的原则,减少淬火面因淬火应力差异而导致的开裂。
3)在AQ251水溶性有机淬火液中加入新液或重新配制,定期进行淬火液冷却特性检测,浓度控制在20%左右,300℃冷却速度控制在45℃/s左右,以减少因淬火冷却速度过快而引起的开裂。
4)适当提高回火温度至200℃,延长回火保温时间,尽可能地消除淬火后的应力,避免工件开裂。
6 结束语
通过以上改善措施,对后续补制的车轮进行感应淬火生产,未出现淬火开裂现象,使车轮淬火开裂问题得到了有效控制,产品的质量稳定性得到了提升。
