太赫兹天线器件制造工艺技术研究 ①
2021-03-01万继响吴春邦王旭东任联锋
刘 佳,万继响,吴春邦,王旭东,任联锋,李 静
(中国空间技术研究院西安分院,西安 710000)
0 引言
太赫兹遥感探测技术是二十一世纪逐步兴起的一项新兴载荷技术,其对于地球大气对流层/平流层物质与能力交换、臭氧和大气痕量气体的变化、对流层化学、临近空间大气环境、全球气候变化具有重要意义,是大气科学、环境科学和全球变化非常重要的研究方向,已然成为国内外知名航天机构的研究热点[1-6]。其中,太赫兹天线技术是保证卫星载荷任务能否成功的一项核心关键技术,天线产品也是载荷系统功能实现的核心硬件设备。由于太赫兹频段很高,波长尺度已达到了亚毫米量级,如图1所示。随着工作频率的升高,天线器件的特征结构尺寸很小,所要求的加工精度也越来越高,传统的机加工艺已无法实现天线复杂精细结构的加工制造,制造工艺能力的提升对于天线技术的发展尤为必要[7-8]。

图1 太赫兹波在电磁波谱的位置
文章以太赫兹遥感载荷前端太赫兹天线馈电系统研制为目标[9-10],选取了太赫兹喇叭馈源、频率选择表面、极化栅网等三种典型馈电器件,针对器件各自不同的结构特征,详细介绍了其可选用的工艺技术方案以及研究进展情况,其中部分产品已实现了在轨应用,工艺可行性得到充分的验证,研究成果可为后续同类型天线产品的研制提供有益的工程经验和技术支持。最后,对未来太赫兹天线技术的进一步发展,突破制造工艺技术的瓶颈,给出了相应的建议和措施。
1 太赫兹天线准光馈电系统
太赫兹天线准光馈电系统是20世纪末期兴起的一项天线技术,其实际上是一种空间自由波束波导系统,利用一系列喇叭馈源、频率选择表面、极化线栅、准光反射镜等太赫兹器件,实现天线多频段、多极化、多通道同步接收地球大气能量辐射[11-12],其工作原理示意图如图2所示。该天线技术特点是可实现各通道波束共口径工作,且波束具有波视共轴特性,满足现代新型遥感载荷对于多维度探测目标的探测需求。

图2 太赫兹天线准光馈电系统工作原理示意图(P:极化栅网;D:频率选择面;M:准光反射镜;H:喇叭馈源)
2 太赫兹喇叭馈源制造工艺技术研究
在准光学馈电系统中,喇叭馈源是自由空间中传输的高斯模与金属波导内的传输模之间的高效率模式耦合器,其技术性能指标的好坏直接影响了系统的性能特性。目前大多采用波纹喇叭结构形式,这种形式的喇叭具有良好的圆对称性,具有低旁瓣、低交叉极化的特点且具有稳定的相位中心,且高斯基模耦合效率可以达到98%以上[13-14],其结构示意图如图3所示。

图3 波纹喇叭结构示意图
对于工作于太赫兹波段的波纹喇叭馈源,其内腔齿槽密集程度远远高于微波波段波纹喇叭,波纹周期接近达到四分之一的波长尺寸,波纹尺度已达到亚毫米量级,且波纹齿槽深宽比在3∶1以上,随着工作频段的升高,制造加工难度和精度要求也越来越高,适用于微波波段天线的传统机加工艺已无法满足加工精度的要求。因此,选择合适的制造工艺技术方案对于太赫兹频段天线产品的研制尤为必要。
目前,太赫兹波纹喇叭大多采用精密电铸的制造工艺方案,首先采用微细加工方法加工亚毫米尺寸内腔结构相反形状的铝芯模,考虑到工程应用中铜质馈源需要进行表面镀金处理,而电镀外表面结构比内腔容易,所以先在芯模上镀金,接着在芯模基础上电铸铜,然后加工外部特征,最后采用碱性溶液溶掉芯模铝材,再采用强酸溶掉镀金时的二次浸锌和氰化镀铜打底层,最终可获得内腔表面镀金的铜质波纹喇叭[15]。其制造工艺流程如图4所示。

图4 太赫兹波纹喇叭制造工艺流程
图5所示分别为澳大利亚Granet教授和英国TK公司Wylde教授利用精密电铸工艺加工制造的120 GHz波段和857 GHz波段太赫兹波纹喇叭馈源产品[16-17]。图6为中国空间技术研究院西安分院万继响研究团队研制的100~500 GHz电铸波纹喇叭产品[18],经测试产品性能结果优良。

(a)Granet团队研制的120 GHz波段太赫兹喇叭

(a)183 GHz波段波纹喇叭
考虑到精密电铸工艺复杂性和高成本,且不适合批量生产,2008年北京航空航天大学苗俊刚教授团队提出了“叠片套装”的制造工艺方案[19],完成了100~120 GHz波段波纹喇叭馈源的加工制造,如图7所示。由于受加工精度和装配精度的限制,该工艺只适用于波纹片0.2 mm以上且波纹数量不多的喇叭结构。
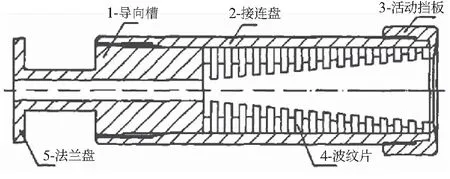
图7 叠片式波纹喇叭天线组装示意图
2017年,日本Yoshinori教授团队创新性的采用精密机械加工工艺方案完成了1.25~1.57 THz波段的波纹喇叭的加工制造[20],目前已应用于智利ALMA天文观测台天线系统,天线产品如图8所示。

图8 “机加工艺制造”的超高频段太赫兹波纹喇叭天线
3 太赫兹频率选择表面制造工艺技术研究
频率选择表面(frequency selective surface,FSS)是太赫兹天线准光学馈电系统实现频率通道分离功能的核心器件,主要有两种结构形式,一种是波导型周期孔槽缝隙结构,另一种是介质基底金属贴片结构。FSS的滤波机理在于FSS表面上的谐振单元,当FSS谐振单元在一个频率点上发生谐振时,这个频率点上的波就被全反射或者全传输,在3 dB带宽内.就构成了滤波器的通带或者阻带。当所有周期单元组合在一起时,就构成了性能良好的开放空间的频率选择表面滤波器[21]。
对于太赫兹低频段(100~300 GHz)的频率选择面器件,目前大多采用激光刻蚀工艺制造方案,相对于传统精密机械加工工艺,激光刻蚀具有更高的加工精度与制造效率,且在复杂单元图形与无变形加工方面具有较强的优势。图9是两种典型的基于激光刻蚀工艺制造的频率选择面器件,其中,图9(a)是2002年搭载NOAA-15卫星先进辐射计载荷的圆形穿孔结构频率选择面器件(183 GHz波段),图9(b)是Das教授团队研制的环形缝隙结构的频率选择面器件(160 GHz波段)[21-23]。中国空间技术研究院西安分院万继响研究员团队采用飞秒激光刻蚀工艺完成了两款太赫兹频率选择表面器件的加工制造,经测试产品性能结果优良,如图10所示。

(a)圆形穿孔结构频率选择面

(a)圆形穿孔结构频率选择面
对于太赫兹高频波段(300 GHz~1 THz)的频率选择面器件,目前大多采用硅基微机械工艺制造方案,早期常采用湿法刻蚀工艺方案,但加工过程中发现刻蚀精度较差,且各项同性湿法腐蚀会使槽底部出现缺失,有较大的局限性。近十年,太赫兹频率选择面器件更多的利用干法腐蚀中的深硅反应离子刻蚀(deep reactive ion etching,DRIE)制造工艺技术方案,加工精度更高,且更适用于μm级薄壁结构和多层结构器件。图11是典型的基于DRIE工艺制造的频率选择面器件[24]。

图11 基于DRIE工艺的频率选择表面器件
此外,对于介质贴片型结构的太赫兹频率选择表面器件,大多采用印刷、影印制造工艺技术完成,完成介质表面周期性金属单元的精密加工,图12是玛丽女王大学技术团队研制的100~300 GHz波段太赫兹频率选择表面产品[25]。

图12 介质贴片型结构频率选择表面器件
4 太赫兹极化栅网制造工艺技术研究
极化栅网是太赫兹天线准光学馈电系统实现极化通道分离功能的核心器件,其结构一般为由平行放置的金属细丝或矩形栅条构成的周期性结构[26],如图13所示。

图13 极化栅网结构示意图
目前,国际上加工微波、毫米波及太赫兹极化栅网的方式主要有两种:基于PCB工艺的方式(有支撑方式)和基于无支撑金属丝的方式。通过传统PCB工艺制造的极化栅网价格较低,但插损、反射和透射指标较低,很难实现微波毫米波频段较高的功率传输和功率反射。利用MEMS工艺可以在更加精确的维度上加工THz极化栅网,其本质上仍属于有支撑结构,但尺寸很难做大,环境适应性较差。
现阶段比较常用的极化栅网加工方法为直接缠绕法,主要基于高精确度金属线间距控制技术与高精确度金属丝固定技术,通过搭建微细间距金属栅网缠绕平台,控制金属线间距,并运用高精确度金属丝固定技术,进而完成极化栅网制造[27]。极化栅网损耗较小,现阶段极化栅网主要受限于口径大小,故大口径高精确度极化栅网是今后的发展重点。
图14分别是利用金属缠丝工艺制作的太赫兹极化栅网器件和利用硅基刻蚀工艺制作的极化栅网器件[28],工作频率均可达到500 GHz以上。

(a)金属缠丝工艺
5 结论
给出了太赫兹喇叭馈源、频率选择表面、极化栅网等三种典型天线器件的制造工艺技术的研究进展,针对器件结构尺寸的高精度加工要求,给出相应合理可行的工艺技术方案,并对不同工艺方案的优缺点进行了比较说明。通过对太赫兹天线器件的制造与测试验证,工艺可行性得到了充分的验证。可以明显发现,制造工艺水平的提升对于太赫兹天线技术的发展尤为必要,需要进一步加大支持力度,快速突破技术瓶颈,推动我国未来第一代太赫兹遥感载荷早日实现在轨应用。
