降低汽车冲模开发成本的几种方法
2021-02-15孙祖团
孙祖团
(上汽通用五菱汽车股份有限公司,广西 柳州 545005)
0 引言
冲模是完成汽车零部件成形、实现汽车量产化的关键装备。据统计,90%以上的汽车零件需要采用模具成形,其中需要使用的冲模就有1 000副以上。整车开发的三维模型需要冲模成形具体的零部件,冲模的设计制造是新车型开发过程中的重要环节,其成本占整车开发的50%以上,因此降低冲模的开发成本具有重要经济价值。以下从模具零件材料选用、标准件选择、模具结构筋条厚度、模具备件、冲压工艺和拉深模上模分体结构设计等方面提出了降低汽车冲模开发成本的方法。
1 成本控制措施
1.1 模具零件选材
目前模具零件材料的选择大多基于国外的标准和规范,基于年产50万件甚至更高的标准进行选材,而实际生产的车型达不到该产量,出现大量的性能冗余,选择价格较贵的模具零件材料会导致模具成本增加。如某车型覆盖件冲压钣金,原方案的拉深模上模、压边圈和凸模的材料均使用GM338,下模座使用HT300。经过论证后发现使用价格更低的GM246替代GM338也能满足模具的量产需求。根据统计得出1副全新车型覆盖件冲模的GM338材料用量约250 000 kg,按GM338材料1.8万元/吨、GM246材料1.5万元/吨的单价计算,更换材料后可节约模具开发成本250×(1.8-1.5)=75万元。因此在满足主机厂量产的要求下,合理地选用冲模材料,可有效节省开发成本。
1.2 模具标准件
模具标准件是模具的重要组成部分,其专业化生产和商品化供应促进模具工业的发展。由于标准件可以大批量生产,单件成本低,易于采购和维修更换,有利于缩短模具开发周期,降低零部件采购成本及备品备件费用。由于标准件品牌多,质量参差不齐,价格也不尽相同,需要根据企业实际进行合理选择。原来冲孔凸凹模、耐磨板、标准斜楔、导柱导套、气缸和氮气弹簧等标准件选用的品牌就有6个,不利于集约管理。经过调研评估,在确保模具质量和使用寿命的前提下,采用推荐清单制度,根据冲压零件的不同要求推荐不同的标准件品牌,由供应商自主选择,某主机厂模具标准件品牌推荐如表1所示。这种方式也可降低模具供应商的制造成本,提高模具供应商的利润,间接地降低主机厂的冲模开发成本。
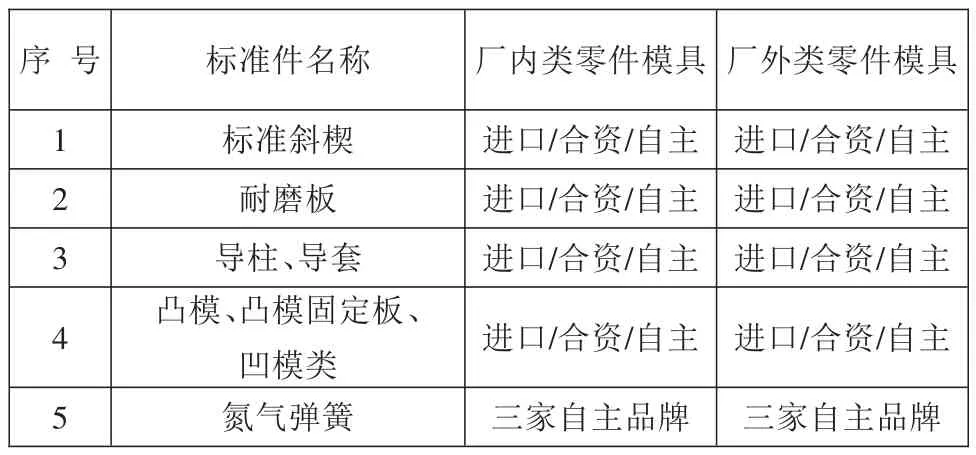
表1 某主机厂模具标准件品牌推荐表
1.3 模具筋条厚度
汽车冲模的筋条厚度影响模具的整体质量,筋条越厚,模具质量越重,材料成本越高,因此冲模筋条的厚度也是影响模具开发成本的重要因素之一。主机厂应根据市场定位及车型年产量,划分不同等级的模具,制定不同的模具筋条厚度设计标准。目前上汽通用五菱汽车股份有限公司模具等级划分标准为:年产量≤10 000台归类为简易型模具;年产量在10 000~100 000台归类为经济型模具;年产量在100 000~500 000台归类为标准型模具;年产量>500 000台归类为高量产型模具。根据模具等级制定不同的模具筋条设计标准,如图1和表2所示。

图1 拉深模

表2 不同类型的拉深模筋条设计标准 mm
1.4 模具备件
汽车冲模的易损件主要有凸模、凹模套、凸模固定板、螺旋弹簧、氮气弹簧、气缸、耐磨板等。主机厂在开发汽车模具工装招标时,为了保证模具在量产过程中易损件损坏后能快速修复并恢复生产,签订合同时会要求模具供应商提供相应的备件。据统计,开发1副全新车型冲模的备件总费用约100万元。随着主机厂车型的日益增加,冲压车间模具备件管理出现新的难题,主要体现在:①模具备件的种类过多,且同一类型的标准件规格存在差异,例如孔径为φ10 mm的凸模有10.01、10.03 mm等多种规格;②由于部分车型产量低,导致模具耐磨板和氮气弹簧等备件消耗量较少,最终导致库存积压严重。根据实践证明,通过项目平台化可以减少钣金开孔类型,相应地也能减少凸模和凹模套的种类和规格;建立主机厂的冲模标准件库,要求模具供应商优先使用标准件库中的标准件型号,同样可以减少标准件的类型;主机厂与标准件厂家战略合作实现备件库存前移,可以实现零库存备件。冲模备件采购施行一系列标准化管理后,单一车型成本可节省50万,如表3所示。

表3 某车型部分模具备件优化前后费用对比
1.5 工艺优化
得益于CAE技术的不断发展,可对坯料形状尺寸进行优化,提高材料利用率。借助数值模拟技术还可以对成形过程进行优化,减少冲压工序数不仅能使模具数量减少,还能降低生产、贮存、运输等成本,提高生产效率。某车型的前门外板经过工艺优化后,由原来的4道工序改为3道工序,如图2所示,通过工艺的优化减少了1副模具的开发成本。
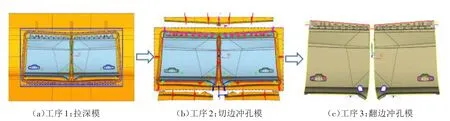
图2 某车型前门外板冲压工艺
1.6 结构优化
由于主机厂对汽车覆盖件要求越来越高,针对汽车冲模的要求也日益提高。除了模具零件材料的合理选用,对模具结构进行优化也是降低成本的重要方法。例如某车型的发动机罩内外板合模的拉深模,根据主机厂要求上模零件型面材料使用GM246,若按以往项目将上模设计成一体式,本项目模具开发成本会超出预算。经过与主机厂沟通,在保证模具质量和冲压件成形质量不变的前提下,上模采用分体式结构,上模由上模座、发动机罩内板凹模体和发动机罩外板凹模体三部分组成,如图3所示。上模座采用材料为HT300,发动机罩内板凹模体材料采用GM241,发动机罩外板凹模体材料采用GM246,根据当前的材料价格,GM246为15 000元/吨,GM241为11 000元/吨,HT300为7 500元/吨,上模质量为15吨,发动机罩外板凹模体质量为2.8吨,发动机罩内板凹模体质量为2.4吨,上模座质量为9.8吨。因此,上模结构优化前后的材料费用分别为:15×15 000=22.5万元,2.8×15 000+2.4×11 000+9.8×7500=14.19万元,共节约模具材料22.5-14.19=8.31万元。由此可见,在确保模具成形精度的基础上,将拉深模的上模设计成分体式结构,并使用不同的材料,可降低模具开发成本。

图3 某车型发动机罩内外合模上模分体式结构
通常采用1模2件的模具结构,如图4所示,一款车型能采用1模2件冲压工艺的冲压件有左右前门内外板、左右后侧门内外板、发动机罩内外板等,采用该结构均可节约模具开发成本。

图4 某车型左右后侧门外板1模2件模具结构
2 结束语
汽车冲模开发过程的降本增效,可以从模具材料选用、标准件选择、模具筋条厚度、模具备件种类和规格的优化、冲压工艺的优化、拉深模上模分体结构设计和采用1模2件冲模结构等方面进行改良。对于汽车生产制造企业,降低汽车冲模开发成本,可进一步降低整车开发成本,加快新车型迭代更新,保持市场的竞争力。
