多辊型整纬器改进方案及其实践
2021-01-05刘建宝金福江梅小华
刘建宝,李 平,2,金福江,梅小华,2
(1. 华侨大学 信息科学与工程学院,福建 厦门 361021; 2. 福建省电机控制与系统优化调度 工程技术研究中心,福建 厦门 361021; 3. 华侨大学 机电及自动化学院,福建 厦门 361021)
在染整加工过程中,织物要受到包括多种物理和化学的复合作用,使得产品在外部形态及结构尺寸上有所变化。织物的外部形态和尺寸的稳定性是衡量产品质量的一个重要标准。通常稳定织物外观、形态、尺寸的处理过程叫做热定形[1]。热定形过程有很多步骤,其中整纬是为了纠正织物在染色、印花、挂浆及定形等加工过程中,由于工艺、人为操作等原因产生的纬纱变形[2]。纬纱变形表现为纬纱的歪斜、弯曲或者歪斜和弯曲的复合,这些表现统称为纬斜。织物的纬斜程度是衡量织物等级乃至合格与否的重要指标之一[3]。纬斜的纠正必须通过整纬器来完成,整纬器按照整纬原理主要分为辊式整纬器[4]和针轮式整纬器[5]2种。针轮式整纬器通过织物两端拉伸作用将纬斜纠正,对织物纬斜的矫正能力有限,而辊式整纬器通过改变织物各个部分的行程差来纠正纬斜,矫正能力强。辊式整纬器通常采用拼装结构,辊的类型为直辊和弯辊,对于不同门幅宽度的织物,保持电气箱和驱动箱不变,采用不同规格的直辊和弯辊,便于系列化生产,并且操作维修较方便[6],因此市场上大多数整纬器都采用辊式整纬[7]。辊式整纬器的整纬过程主要分为 3步:首先进行织物纬斜的检测得到织物同一纬向各个位置的纬斜角度;然后根据检测结果计算各个整纬辊的调整量;最后根据调整量通过整纬器对其进行纠正[8]。检测到的纬斜角度的正切值就是织物纬纱各个部分的斜率,通过建立合适的坐标系,进行插值运算,然后积分就可以得到织物的纬纱形态方程[9]。常见的数据插值方法有三次样条插值[10]、分段线性插值[11]、三次Hermite多项式插值[12]、最邻近插值[13]、拉格朗日插值[14]、牛顿插值[15]等。整纬器通常采用三次样条插值[16],最后选用二次函数和一次函数表示弯辊和直辊的作用,将得到的纬纱形态方程分解成二次函数和一次函数,得到整纬辊的调整量,从而控制2种整纬辊进行整纬。但是,当考虑到多种纬纱类型时,如双弓纬、钩弓等类型,已有的2种辊型无法适用,插值方法也不适用,形态方程分解更加困难。
本文提出一种多辊型整纬器改进结构,为得到整纬效果,对于多种纬纱类型建立模拟数据库,得到纬斜数据,对这些类型的纬斜,提出一种先分类后插值的方法得到纬纱形态方程,然后利用最小二乘法得到整纬辊调整量。最后通过实验验证,改进后的整纬器结构可以使整纬后所有纬纱一等品的数量达到100%。
1 整纬器整纬过程
以摄像整纬器为例,织物在导布辊引导下前进,在出布口使用多个摄像头采集织物运动时同一纬向的局部图像,如图1、2所示。
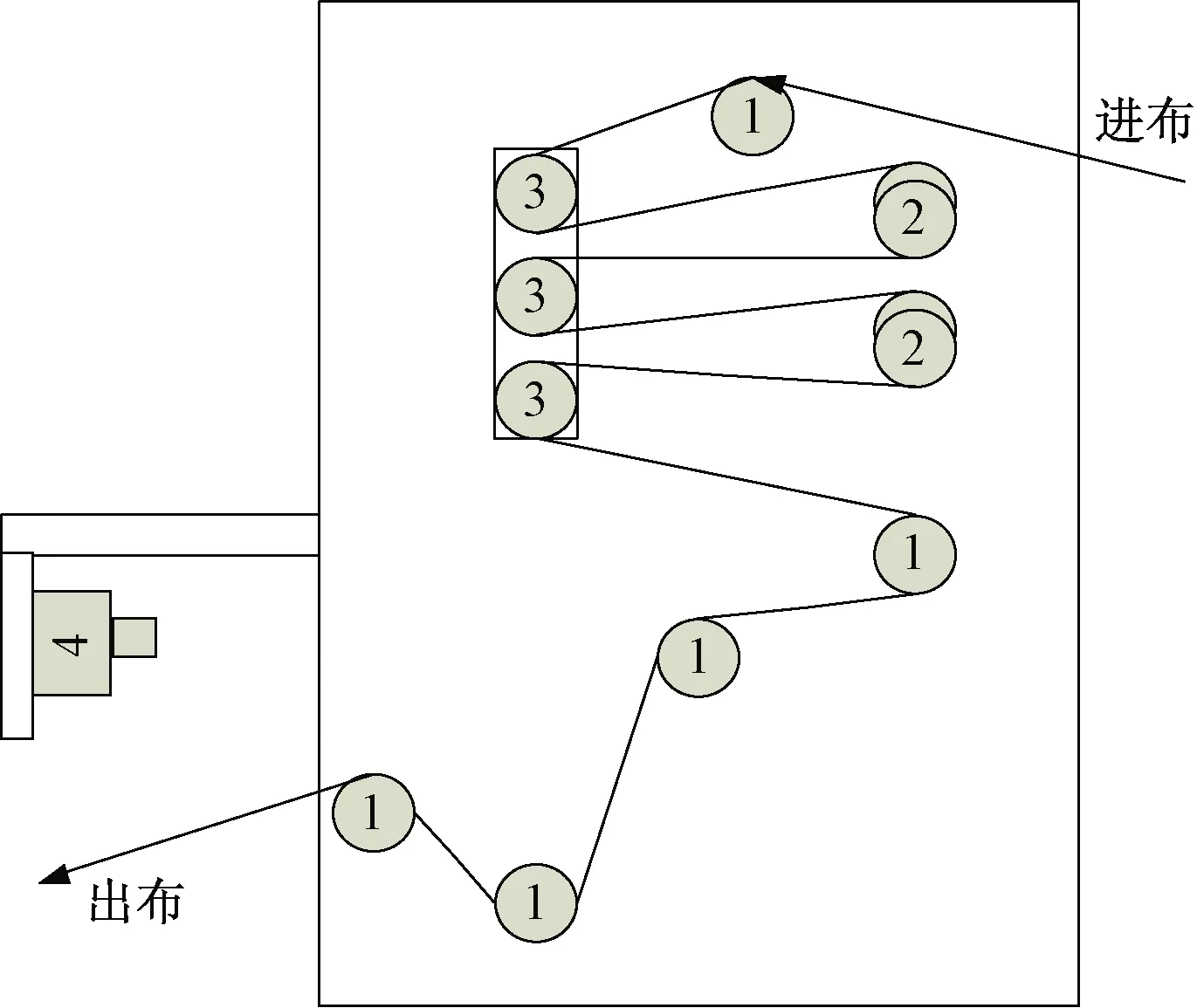
1—导布辊; 2—弯辊; 3—直辊; 4—摄像头。图1 摄像整纬器结构图Fig.1 Camera weft-straightening diagram
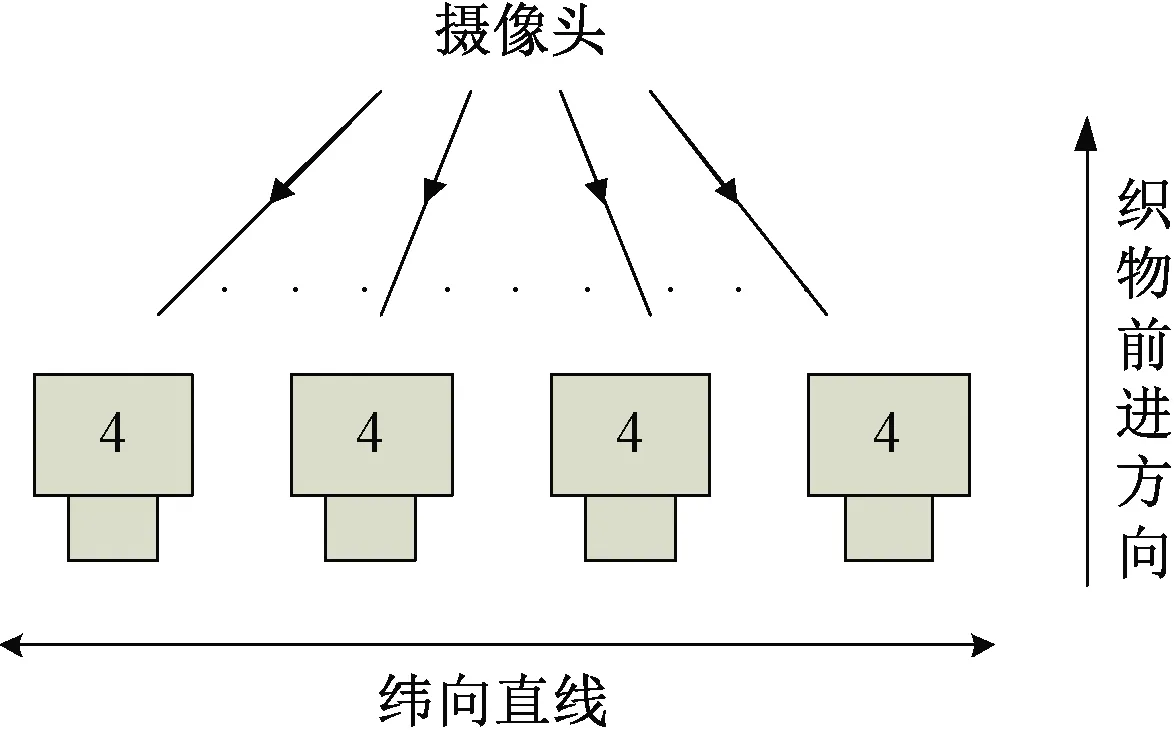
图2 织物图像的采集Fig.2 Fabric image collection
织物的局部图像可以看作只有歪斜而没有弯曲,在采集到织物局部图像后,对图像进行处理和分析,就可以得到织物的纬斜角度。通过对这些局部位置的纬斜角度进行计算,可以得到整个纬宽范围内的纬斜情况,从而确定纬纱歪斜量和弯曲量。确定歪斜量和弯曲量后,由主控制器发出控制信号,分别控制纬斜矫正装置和纬弯矫正装置做出相应的动作,纠正织物纬斜和纬弯,摄像整纬器的整纬过程如图3所示。
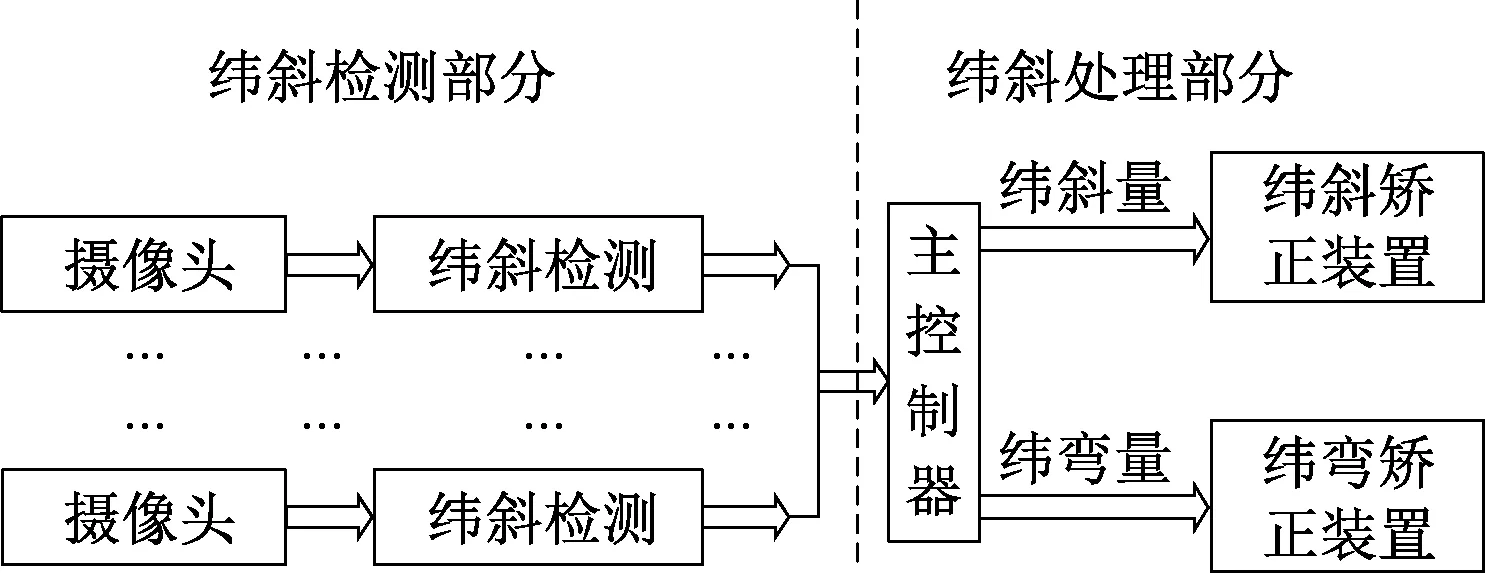
图3 基于摄像整纬器的整纬过程Fig.3 Weft processing based on camera weft-straightening
2 整纬器整纬原理及改进方案
2.1 整纬器整纬原理
如图1所示,现有的整纬器主要由导布辊、直辊、弯辊构成,当布从进布口进入整纬器后,在导布辊的牵引下行进,经过直辊和弯辊后由导布辊牵引至出布口,完成整纬过程。整纬作用主要由直辊和弯辊来完成。
直辊是通过改变矫正辊和水平面的角度来产生不同的矫正量。直辊角度与调整量关系如图4所示。
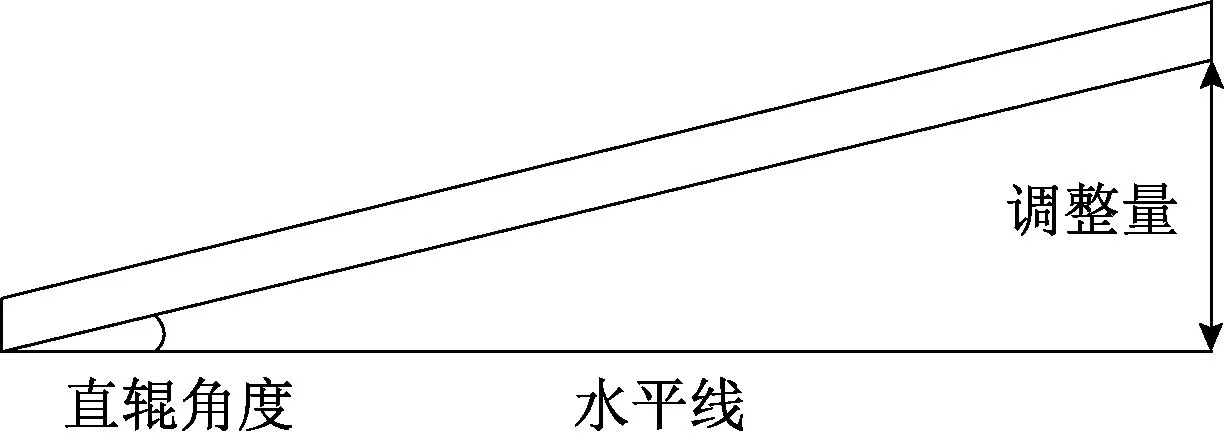
图4 直辊角度与调整量关系Fig.4 Relationship between straight roll angle and adjustment amount
纬弯矫正辊是通过改变矫正辊的旋转角度来产生不同的矫正量,弯辊角度与调整量关系如图5所示。
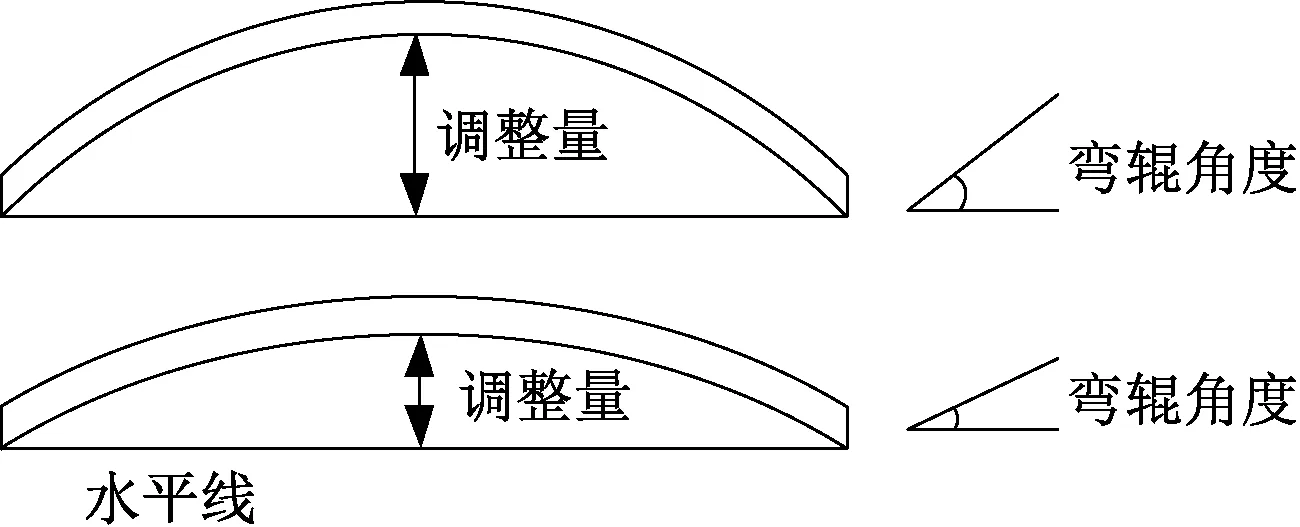
图5 弯辊角度与调整量关系Fig.5 Relationship between bending angle and adjustment amount
当纬斜织物的纬纱与水平方向有一定的夹角时,比如右边高左边低的情况,直辊在电动机的驱动下转到相应的角度,增加织物左右侧的行程差,使织物越往右侧的行程越大,从而使织物纬纱变得平直。当纬斜织物的纬线弯曲时,比如中间高两边低的情况,弯辊在电动机的驱动下转到相应的角度,增加织物中间和左右侧的行程差,使织物越往中间的行程越大,从而使织物纬纱变得平直。当遇到斜纬与弯纬的混合情况,调节2种辊可使其得到矫正,如图6所示。
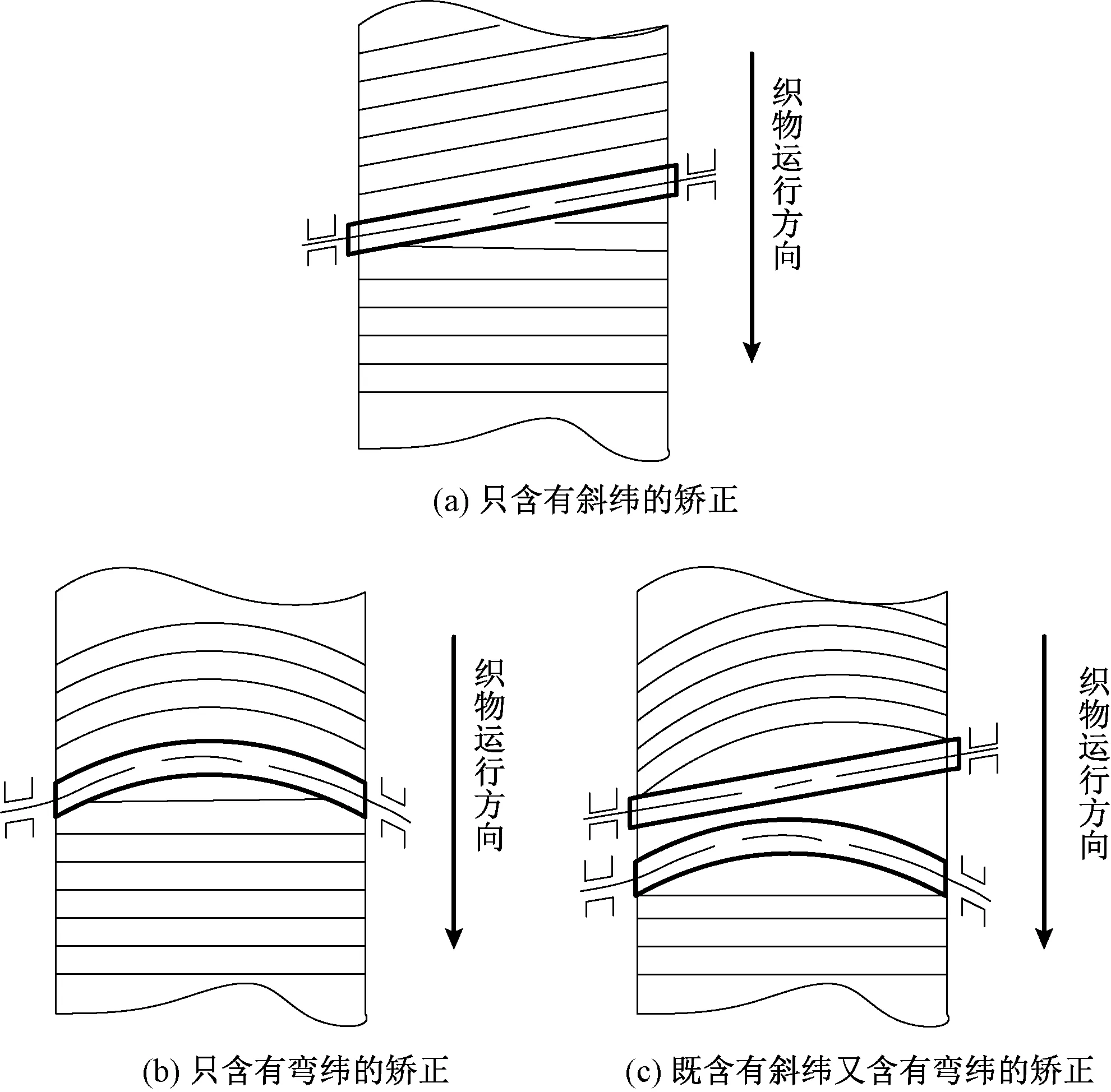
图6 纬纱变形矫正原理图Fig.6 Correction of weft deformation.(a) Correction for weft skew only; (b) Correction for weft bend only; (c) Correction with both weft skew and weft bend
如果是既有弯纬也有斜纬的情况,现有的整纬器对于单弓纬或者斜纬的矫正效果较好,但是另外一些常见的纬线如双反弓纬、双弓纬的情况靠直辊和弯辊矫正效果不理想,双弓纬和双反弓纬的纬纱形态示意如图7所示。
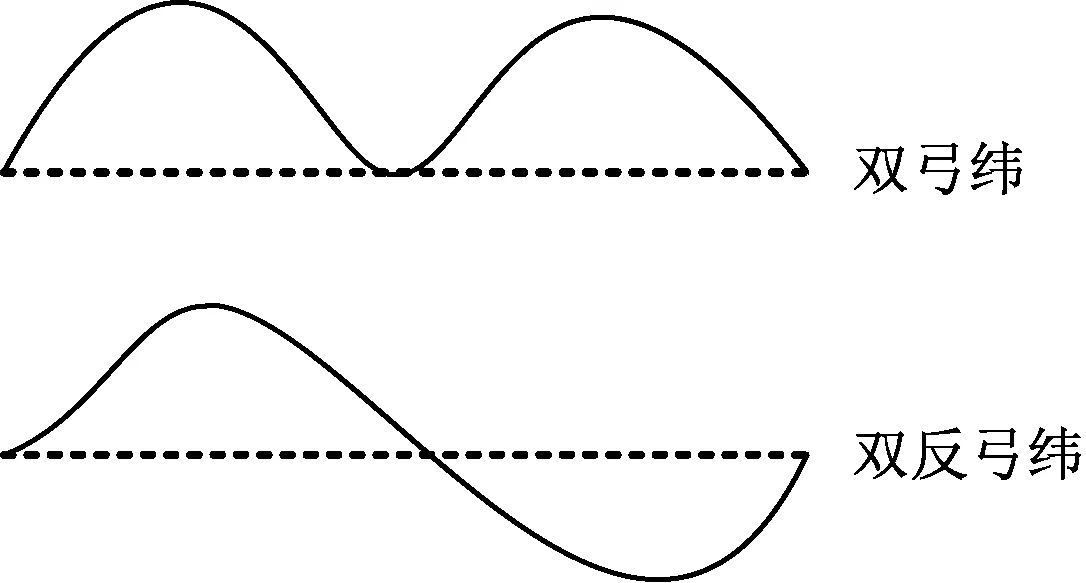
图7 双弓纬与示意图Fig.7 Double bow weft and double reverse bow weft
2.2 整纬器的改进
针对现有的摄像整纬器无法纠正双弓纬或者双反弓纬的问题,增加左弯辊和右弯辊,如图8所示。通过改进现有的摄像整纬器后的结构如图9所示,其中5号辊与6号辊分别为左弯辊和右弯辊。
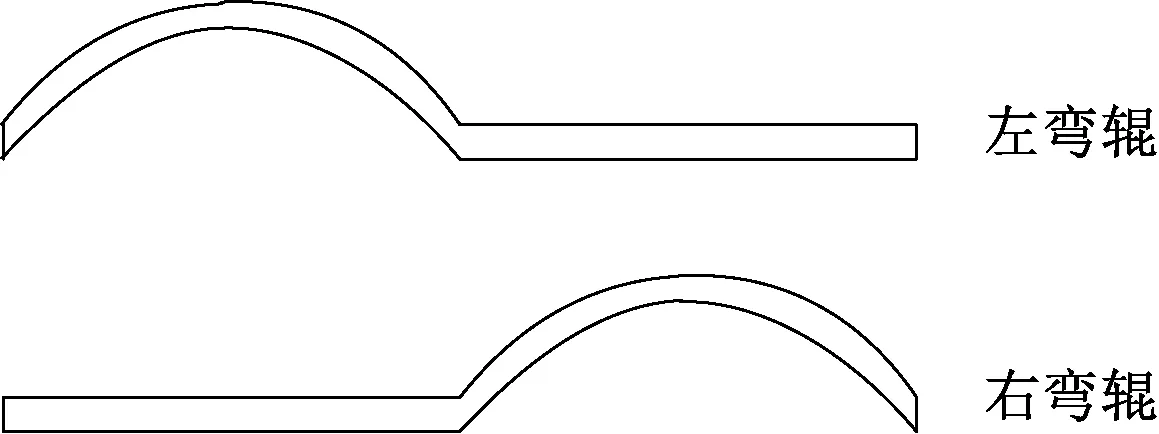
图8 左弯辊与右弯辊Fig.8 Left bending roll and right bending roll
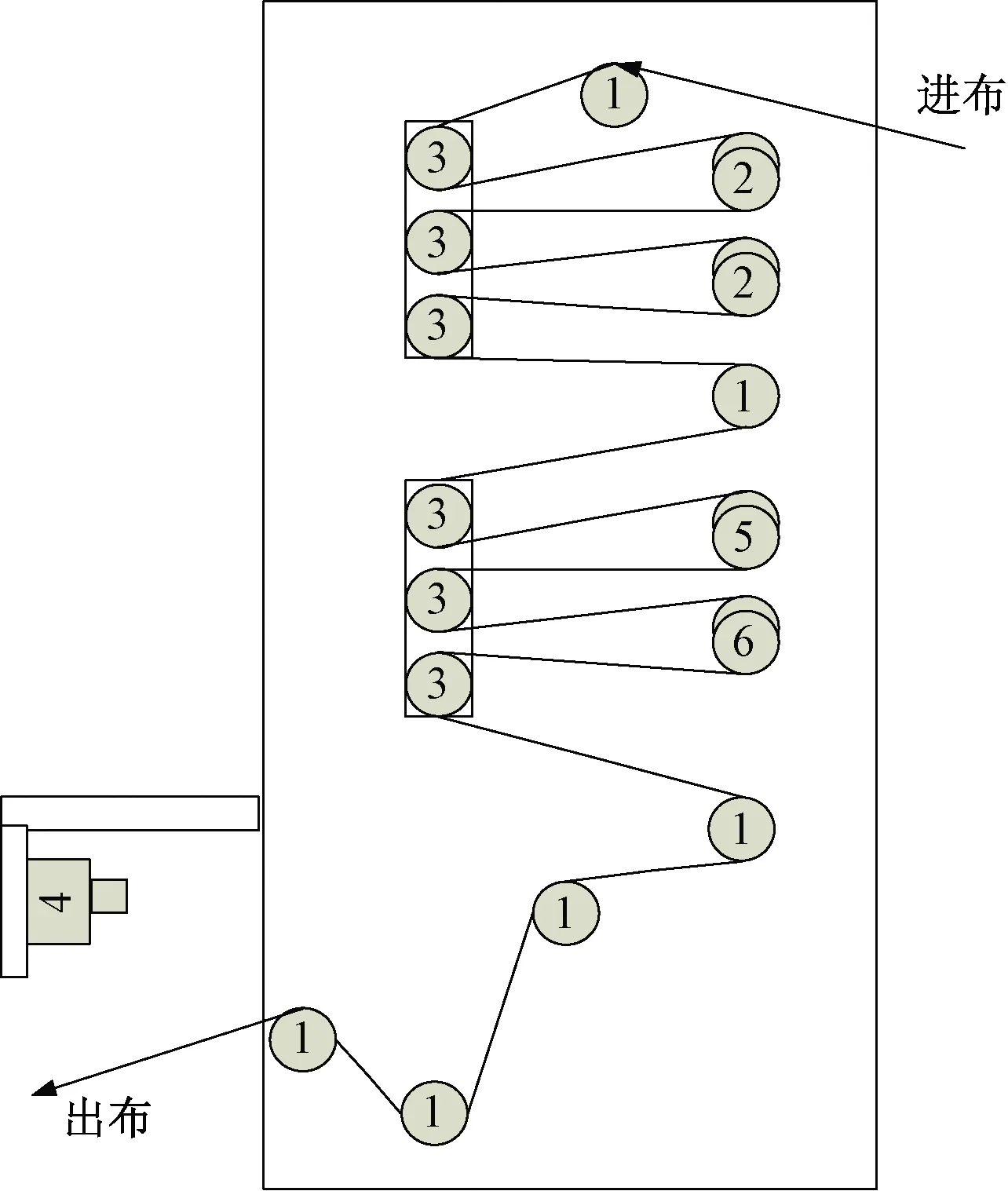
图9 改进后摄像整纬器的结构图Fig.9 Improved structure of weft-straightening
左弯辊和右弯辊调整量的调节方法与弯辊相同,通过旋转来调节调整量。改进后的结构既能适应更多的纬斜类型的整纬,而且对于原有结构能解决的纬斜问题不产生影响,分以下3种情况讨论。
第1种情况,当遇到原有结构能解决的纬斜问题,如直纬和弯纬的情况下,只需要保持左弯辊与右弯辊的凸面处于水平方向,此时左弯辊和右弯辊不对纬纱的行程差产生影响,只需保持直辊和弯辊的动作方式与改进前相同,即可达到改进前相同的效果。
第2种情况,当遇到改进前结构所不能解决的纬斜问题时,如双反弓纬、双弓纬的情况,保持直辊角度处于0°位置,弯辊凸面处于水平方向。当遇到双反弓纬的情况,调整左弯辊角度为上弯(下弯)的相应角度,右弯辊调整为下弯(上弯)的相应角度,就可以使双反弓纬得到矫正。当遇到双弓纬的情况,调整左弯辊角度为上弯(下弯)的相应角度,右弯辊调整为上弯(下弯)的相应角度,就可以使双弓纬的到矫正。
第3种情况,当布面纬线平直的情况,即没有纬斜问题时,保持直辊角度处于0°的位置,弯辊与左弯辊、右弯辊的凸面都处于水平方向。此时,织物纬线各个部位的行程差为0,直辊、弯辊与左弯辊、右弯辊均对织物纬线不产生作用。
3 纬斜数据插值与整纬辊调整量计算
要对织物进行整纬,首先要通过检测装置得到纬纱的形态,然后根据纬纱的形态计算整纬器的调整量,根据调整量控制整纬辊动作,从而使相应的纬斜得到纠正。而经过纬斜检测得到的是同一纬向不同位置的纬斜角度,通过这些角度的正切值可以得到不同位置的斜率。要得到整条纬纱的形态需要建立相应的坐标系,经过插值运算,得到纬纱的斜率方程,然后进行积分得到纬纱的方程,最后通过得到的纬纱方程经过计算得到整纬辊调整量。
3.1 建立模拟数据库
由于整纬器纬斜检测部分采集到的只是纬纱同一纬向各个位置的纬斜角度,并没有原纬纱形态,无法判断插值方法的好坏,也无法预测整纬效果,因此需要建立模拟数据库。为选择合适的插值方法,并通过计算机预测整纬器对不同类型纬纱的整纬效果,采用计算机模拟的方法,先建立坐标系,用方程来模拟出各种纬线的形态,然后提取纬线上几个点的斜率当作纬斜检测的数据,建立数据库。根据GB/T 14801—2009《机织物与针织物纬斜和弓纬试验方法》,常见基本纬线类型可以总结如下:
1)直纬:纬纱或针织横列垂直于布边的直线。
2)斜纬:纬纱或针织横列偏离垂直于织物布边的直线而形成一种倾斜状态。
3)单弓纬:纬纱或针织横列偏离垂直于布边的直线,在织物宽度上形成一个或多个弧形的形态。
4)双弓纬:在同一方向上呈双弧形的2个弓纬。
5)双反弓纬:弧形相反的2个弓纬。
6)钩弓:纬纱或针织横列在织物的某一边偏离正确位置(不垂直)。
7)双钩弓纬:在织物的两边分别有一个钩形弓纬,弧形方向相反。
上述几种纬斜形态如图10所示。
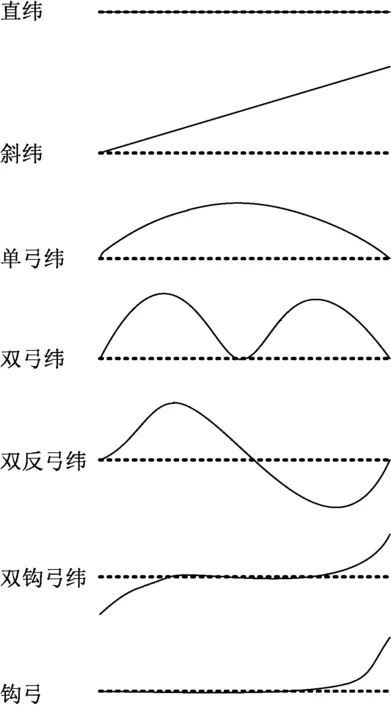
图10 国家标准中的几种纬纱形态Fig.10 Several weft patterns in national standards
实际织物纬斜是斜纬和各种弓纬的复合,考虑使用8个摄像头检测,纬斜角度范围为[-15°,15°],检测误差范围为[-0.3°,0.3°]的情况,将织物的幅宽范围转换为坐标[0°,10°],建立坐标系;则斜率的范围为纬斜角度的正切值为[-0.267 9,0.267 9],斜率的检测误差范围为误差角度的正切值为[-0.005 2,0.005 2]。对于国家标准中的几种常见纬纱形态与斜纬复合的情况,用不同的方程来模拟,并令纬纱的起点处于原点。
对于第1、2类的直纬、斜纬与斜纬复合的情况,用式(1)表示:
y=kx
(1)
式中:k取区间[-0.267 9,0.267 9]内的随机数;x∈[0,10]。
对于第3类的单弓纬与斜纬复合的情况,用式(2) 表示:
y=k(x-5)2+b(x-5)
(2)
式中:b取区间[-0.167 9,0.167 9]内的随机数;k取区间[(-0.267 9-b)/10,-0.01]∪[0.01,(0.267 9-b)/10]内的随机数,x∈[0,10]。
对于第4、5类的双弓纬、双反弓纬与斜纬复合的情况,用式(3)表示:
(3)
式中:b1、b2取区间[-0.167 9,0.167 9]内的随机数;k1取区间[(-0.267 9-b1)/10,-0.01]∪[0.01,(0.267 9-b1)/10]内的随;k2取区间[(-0.267 9-b2)/10,-0.01]∪[0.01,(0.267 9-b2)/10]内的随机数;x∈[0,10];a取区间[2.5,7.5]内的随机数;c可由x=a1解得。当k3k4>0时为双弓纬,k3k4<0时为双反弓纬。
对于第6、7类的钩弓纬和双钩弓纬与斜纬复合的情况,可以用式(4)表示:
(4)
式中:b1、b2取区间[-0.167 9,0.167 9]内的随机数;k1取区间[(-0.267 9-b1)/10,-0.01]∪[0.01,(0.267 9-b1)/10] 内的随机数;k2取区间[-0.267 9,0.267 9]内的随机数;k3取区间[(-0.267 9-b2)/10, -0.01]∪[0.01,(0.267 9-b2)/10]内的随机数;当a1取区间[2.25,2.50]内的随机数;a2取区间[7.50,7.75]内的随机数时,为双钩弓纬;当a1或者a2其中一个为零时为单弓纬。
根据上述方程模拟出纬纱形态后,求导后可得到斜率方程,将x=1.15、2.25、3.35、4.45、5.55、6.65、7.75、8.85分别代入斜率方程即可得到纬斜数据,用得到的每个纬斜数据加上区间[-0.005 2,0.005 2]内的随机数即可得到含有检测误差的纬斜数据。对于同一种纬纱形态,每次都可以得到不同的方程,从而得到不同的纬斜数据。最后模拟出所有纬纱形态,每一种形态30 000组纬斜数据,建立数据库。
3.2 由纬斜数据确定纬纱形态
当整纬器的检测部分检测到纬纱同一纬向几个不同位置的纬斜角度后,几个纬斜角度的正切值就是相应位置的斜率。通过前面的模拟数据库已经得到同一纬纱8个位置的斜率数据。为通过这8个纬斜数据得到纬纱的形态方程,就需要将斜率数据进行插值得到整条纬纱的斜率方程,经过积分就可以得到纬纱的形态方程。积分后的形态与原纬纱的形态误差越小,则检测结果越准确,相应的整纬效果也越好。常见的数据插值方法有三次样条插值、分段线性插值、三次Hermite多项式插值、最邻近插值、拉格朗日插值、牛顿插值等。目前对于纬斜数据的插值常采用三次样条插值的方法。对于数据库中各种形态的纬斜数据进行三次样条插值并且积分,假设纬斜数据经过插值并积分得到纬纱形态方程为:
y′=f(x)
(5)
则误差方程为:
g(x)=y-y′
(6)
求出误差的最大值、平均值、标准差如表1所示。
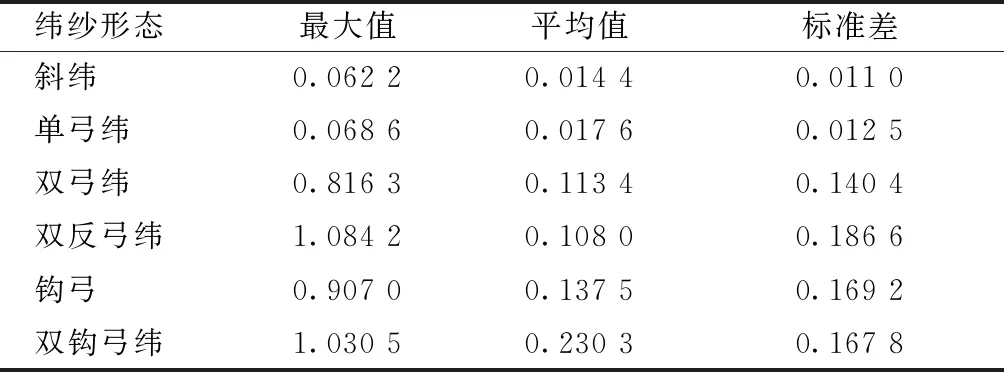
表1 三次样条插值结果Tab.1 Cubic spline interpolation result
由表1可以看出,三次样条插值对于不同形态的纬纱效果差异较大,对于斜纬和单弓纬的情况效果较好,对于其余形态效果较差。通过实验对比发现,对于不同形态的纬纱,用不同的插值方法才能达到最佳的效果。对比上述几种插值方法,可以得到对斜纬采用最邻近插值,单弓纬、双弓纬、双反弓纬采用分段线性插值,钩弓、双钩弓纬采用三次Hermite多项式插值效果最好。使用不同插值方法后的结果如表2所示。
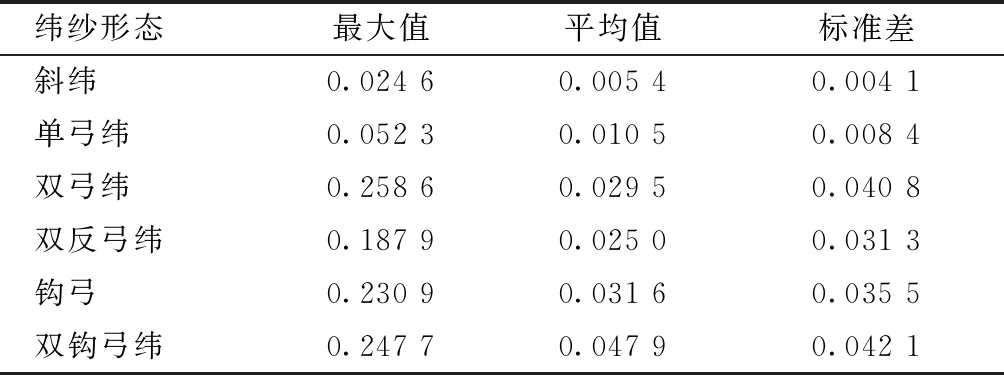
表2 使用不同插值方法后的结果Tab.2 Results after using different interpolation methods
所以需要对纬斜数据进行分类,令斜纬情况为第1类,判断方法为待检测的8个斜率数据两两间的差值不超过误差范围,对其使用最临近插值;令钩弓、双钩弓纬为第2类,判断方法是8个斜率数据是不符合第1类,且中间4个数据两两间差值不超过误差范围,对其使用三次Hermite多项式插值;令单弓纬、双弓纬、双反弓纬为第3类,判断方法是8个斜率数据既不属于第1类也不属于第2类,对其使用分段线性插值。经过实验,该分类方法准确率达到100%。最后将插值后进行积分就可以得到纬线的形态方程。
3.3 整纬辊调整量的计算
由于整纬辊整纬作用是通过改变织物不同位置的行程差来完成的,因此,整纬器的作用可以通过相应的方程来表示,整纬后的纬纱形态方程就是原纬纱方程和整纬辊作用方程之差。根据各个整纬辊相应的形态,弯辊的作用可以近似用一个二次函数来表示:
y1=k1(x-5)2-25k1=k1x2-10k1x
(7)
式中,参数k1代表弯辊的调整量。
直辊的作用可以近似用一个线性函数来表示:
y2=b(x-5)+5b=bx
(8)
式中,参数b可以代表直辊的调整量。
左弯辊的作用可以近似用一个分段函数来表示:
(9)
式中,k2可以代表左弯辊的调整量。
右弯辊的作用可以近似用一个分段函数来表示:
(10)
式中,k3可以代表右弯辊的调整量。
则上述整纬辊的共同作用可以用以下分段函数表示:
(11)
整纬辊调整量计算的目的就是通过调整相应的参数使得y与y″之间的差距最小,即整纬后织物的纬斜量最小。
考虑只有直辊与弯辊的情况,直辊和弯辊共有2个参数,由于每个参数的取值范围在5 000个数左右,2个数据就是5 0002个数据,这就需要计算大约5 0002次,并且还要保存这些数据进行比较,既占用时间,也占用空间,复杂度过高。若采用分步计算的方法,先计算直辊的调整量,后计算弯辊的调整量,则无法找到最优参数,这将严重影响最终的整纬效果。由于改进后整纬辊的类型达到4个,则需要计算5 0004次,若分步计算则效果将更差。
为解决这一问题,本文通过在插值得到的纬纱形态方程上均匀地提取一系列点,将问题转化成用这些数据来拟合整纬器共同作用下的方程,从而计算参数,得到整纬器的调整量。为方便计算,先做如下变换:
当x≤5时,令y″=a1x2+a2x,则a1=k1+k2,a2=b-10k1-5k2。
当x≥5时,令y″=a3x2+a4x,则a3=k1+k3,a4=b-10k1-15k3。
只要求出a1、a2、a3、a4,就能求出相应整纬辊的调整量。
首先求a1,a2。这里使用最小二乘法,在区间[0,5]内,取n个点x1,x2,…,xn,代入式(5)中,得到n个值y1,y2,…,yn,那么a1、a2的取值问题就转化为以下的最优化问题:
(12)
求导得:
(13)
(14)
令导数为0,得:
(15)
根据克莱姆法则:
(16)
(17)
(18)
4 实验与分析
对于每一种纬纱形态各准备100组数据进行实验,针对只有直辊和弯辊情况下,首先使用本文的方法,求出整纬后的纬纱方程,得到其最大值,平均值,标准差,并根据GB/T 14801—2009优等品的纬斜率不超过2.5%,一等品不超过3.5%,二等品不超过5.0%,计算最终分别满足优等品、一等品、二等品标准的数量,实验结果如表3所示。
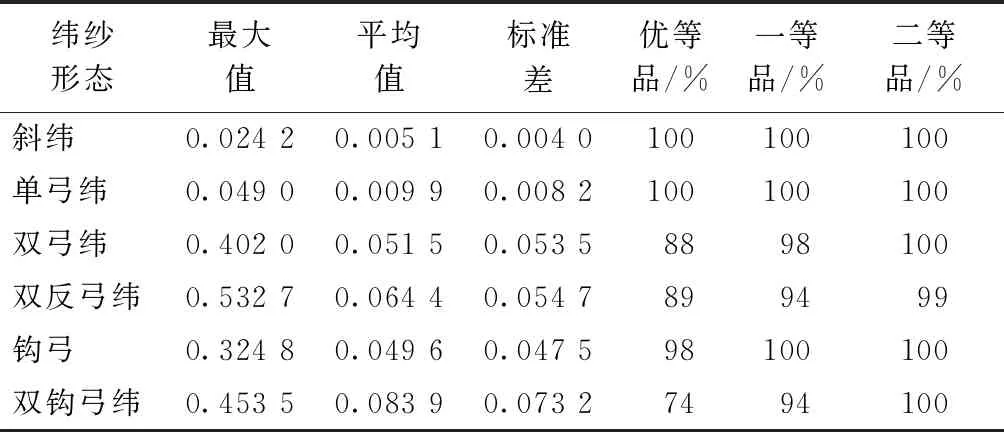
表3 改进前整纬后的结果Tab.3 Result before improved latitude
由表3可以看出,改进前对于斜纬和单弓纬的情况效果较好,优等品的概率达到100%,但是对于双弓纬、双反弓纬、双钩弓纬的整纬效果较差,优等品数量不到90%,一等品的数量也没达到100%。改进后结果如表4所示。
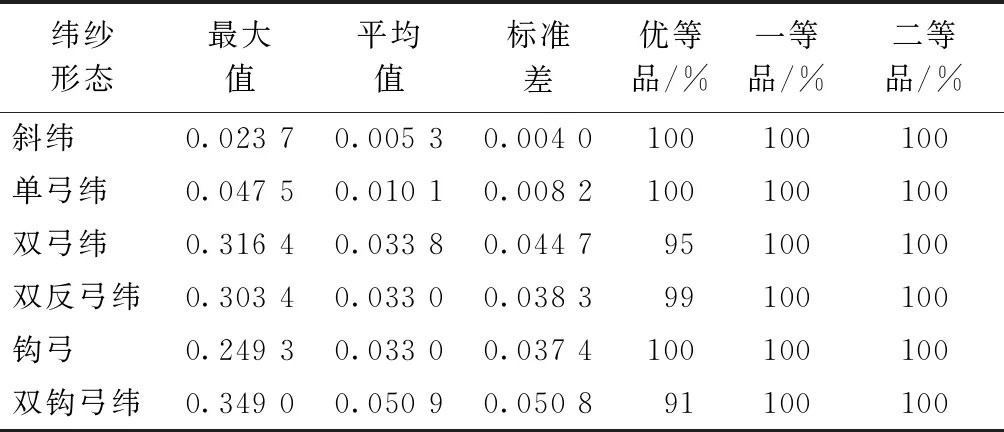
表4 改进后整纬后的结果Tab.4 Result after improved latitude
由表4可以看出:改进后对于斜纬和单弓纬的情况没有太大变化;对于双弓纬、双反弓纬、钩弓及双钩弓纬,整纬后纬线的最大值、平均值和标准差均有下降,优等品数量提高到90%以上,一等品提高到100%。由此可见,通过改进后各种纬纱形态的优等品数量均高于90%,一等品数量均达到100%。
5 结束语
本文通过对现有的摄像整纬器中整纬辊的工作原理分析,针对现有的整纬器对于常见的织物纬斜类型并不完全适应的情况,提出了增加2种新型整纬辊的改进方法。并对从得到纬斜数据到得到整纬辊调整量的全过程进行了研究,提出了用不同的插值方法进行插值和基于最小二乘法计算调整量的方法。最后通过实验,验证了通过改进增强了整纬器对于不同类型纬斜的适应性,改善了整纬效果。
