钢轨锯钻机床电气系统常见故障的检修与维护
2021-01-04刘辰娇
张 瑞,张 晶,刘辰娇
(河钢邯钢大型轧钢厂,河北 邯郸 056000)
联合锯钻机床是钢轨加工制造的核心设备,是集定尺测量、锯钻加工等功能于一体的大型机床设备。其主要作用是将已轧制成型的钢轨进行锯切和钻孔作业,保证钢轨长度以及轨底钻孔的孔距、孔径等技术指标符合工艺设计要求。随着机床设备的不断更新发展,目前联合锯钻机床已完全实现自动化、数字化控制,钢轨锯钻加工的生产效率和加工质量也得到了极大地提高。但随着联合锯钻机床电气设备和自动控制系统的广泛应用,相关的电气系统故障也日渐多发,对机床的生产使用带来了一定的困扰。本文结合邯钢林辛格数控锯钻机床的运行实践,对机床电气系统常见故障及其检修维护措施进行了探讨。
1 联合锯钻机床基本工艺流程及电气系统的组成
联合数控锯钻机床是电机与拖动技术、自动控制技术、检测技术、机床技术于一体的自动化、数字化钢轨加工设备,具有设备整体性强、加工精度高、工艺连续性强的优点,定尺测量、切割、钻孔等钢轨锯钻加工作业皆可在机床设备上一次性完成。当锯钻机床加工位空缺控制系统发出要料信号后,等待位的待加工轨件会由分钢台架辊送至锯前辊道;然后机床的测量装置、定尺光栅会自动对轨件进行定位、定尺;确定加工位置之后,控制系统会控制电机油泵和液压系统将轨件压紧固定,并进行锯钻加工。

图1 电气系统组成
加工完成的轨件进入淬火检查工序后,系统会再次发出要料信号,下一条轨件会再次按照上述工序进行自动加工,连续循环。电气系统是联合锯钻机床的自动控制运行的关键。锯钻机床电气系统主要由电机、电源、检测系统、伺服控制系统及相关的开关、电缆等组成。钢轨锯钻加工的主要工艺流程,如定尺定位、夹紧固定、锯钻加工等皆由自动控制系统控制电气设备及液压设备执行完成相关操作。
2 钢轨锯钻机床电气系统常见故障及检修维护措施
2.1 电源故障
电源故障主要是由电源中断、电压波动或是高次谐波引起的设备跳车、系统死机等问题,有时还会导致硬盘系统文件数据的丢失。比如邯钢大型轧钢厂林辛格数控锯钻机床所采用的840D数控系统,在某次开机后出现报警,界面显示“NC/PLC无法连接”。经检查,发现系统NCU单元数码管和指示灯均无显示,而采用万用表对相应的电源模块输入电压测量后,显示电压正常。继续打开电源模块后发现,模块内部主接触器长闭合触点烧损,导致触点断路;导致内部24V电源电路无法启动,NCU单元无法正常供电运行。分析故障原因,可能是开机时,电网电压冲击造成的,机床电源故障也多与此有关。

图2 钢轨锯钻机床组件结构
为减少电源故障的发生,机床电源必须要采用单独的供电箱保证独立供电,并配备三相交流稳压装置;为机床供电的三相电源应采用三相五线制,在保证良好接地的同时,将中线与接地严格分开。
2.2 系统位置环故障
系统位置环的作用是确定轨件位置,并将位置信息传送至控制系统以保证加工精度。系统位置环故障主要表现为:位置环报警故障、坐标轴归零故障、坐标轴位置故障。
2.2.1 位置环报警故障
正常情况下,机床坐标轴定位超过设定参数值所允许的误差值时,系统会进行误差监控报警。如果光栅尺、编码器等测量装置出现故障或是被污染的话,则容易出现误报警或是不报警的情况。首先检查光栅尺等测量装置及线路有无污染、损坏的情况,排除上述问题后则可确定为编码器故障。

图3 机床坐标轴定位原点工件结构
2.2.2 坐标轴归零故障
坐标轴归零故障主要是开机后,系统无法准确查找零点,坐标轴无法返回参考点,难以校准轨件位置。此故障原因:一是参考点开关故障,PLC没有产生减速信号;二是光栅尺无零点脉冲信号;三是系统测量模块故障,没有接收到零点脉冲信号。
2.2.3 坐标轴位置故障
坐标轴位置故障主要是坐标轴在接收系统指令时,运动偏差过大,使坐标轴无法准确执行系统定位指令。此故障主要考虑为反馈回路或是编码器问题。
2.3 电机故障
联合锯钻机床工作电机主要为锯片电机和钻孔电机,它们都采用交流变频调速装置进行控制。锯钻电机的常见故障问题有电机噪音异响、发热等。电机噪音异响较大时,首先应查找噪音异响的来源,检查底座固定是否牢靠;如果是比较尖锐刺耳的金属摩擦声,应重点检查电机轴承;如果是较大的“嗡嗡”声,则应检查电机是否缺相,电压等参数是否正常。
2.4 控制系统故障
控制系统故障主要为软件故障,一般是PLC控制程序或是轨件加工数控程序故障,常见的如程序数据丢失,测控系统干扰等。控制系统故障会使机床运行过程产生问题,出现执行机构拒动、误动等现象,不仅影响产品质量,严重时还会造成设备的损坏。例如机床夹紧程序故障出现未夹紧和误夹紧问题,容易导致轨件定尺不准;锯钻机床与辊道连锁程序故障,误发出要钢信号,则会引发钢轨追尾事故。当控制系统出现问题时,必须马上停机检修。如果是PLC程序问题,可利用编程调出程序数据进行检查和修改,必要时应联系软件厂商售后服务部门予以解决;如果是信号输入或输出单元故障,大多可通过更换检测和执行元件予以解决。
此外,在机床运行时,电机、电磁阀、输电线路等电气元件通断瞬间产生的电磁,也有可能对机床测控系统造成干扰,影响加工精度。对此,应采用独立电源供电,远离或是隔离干扰源等办法,消除电磁干扰对控制系统的影响。
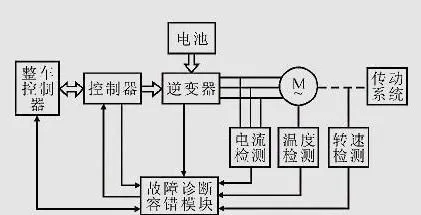
图4 控制系统故障流程
3 钢轨锯钻机床电气系统的日常维护措施
3.1 加强对设备的日常巡检
主要检查机床各部位的工作状态,检查坐标轴位置以及各项电气系统运行参数,如数控系统、温控系统等有无报警指示。对电机、电磁阀、光栅尺等元件进行局部重点检查,主要检查元件是否有烧损、开裂的情况;线路及接头有无绝缘损坏、接触不良;电机及电控电路是否有异响、电弧、冒烟等情况。
3.2 关注设备运行状况
高温过热是导致机床电气故障的重要原因。设备维护人员应数控装置的通风散热系统进行清理,检查冷却风扇的运行状态,避免电气系统温度过高。机床运行时,还要对电网电压进行有效监测,以保证电压值符合标准,必要时设置稳压电源,以确保电压值稳定。
3.3 做好设备的防尘清扫
锯钻机床的生产环境中,充斥着较多的金属颗粒物和粉尘,积附在电气元件上容易影响电气元件散热,或是导致元件阻值异常,电气元件的使用寿命也会因此而下降,故障率升高。为了减少电气系统故障,延长设备使用寿命,应做好电气控制柜的防尘处理,尽量减少电气元件与金属碎屑和粉尘的接触。机床控制系统一般布置于强电柜中,非检修和清扫应尽量避免开关柜门;当环境温度过高时,应采用空调等设备为控制柜环境降温,避免过热故障的发生。
4 结语
数控锯钻机床是目前国内钢轨生产的通用设备,其电气系统的组成也更加庞大和复杂。做好电气系统的日常维护和常见故障处理,可以有效减少电气系统故障发生,从而保证钢轨高质量、高效率生产。
