工业液压油溶剂精制法回收工艺的改进研究
2020-12-08严周民
严周民

摘 要:随着环保节能的重视程度提高,廢弃的液压油会造成环境污染,对其进行回收再利用能够节约能源,并且起到保护环境的作用。当前,我国主要采用溶剂精制法对废弃的油进行回收,为了提高液压油的回收率和质量,文章对其溶剂精制法回收的工艺进行了改进,选择了双溶剂精制,即在糠醛溶剂中加入异丙烷从而构成双溶剂精制,通过实验研究,双溶剂精制法回收效果更好,不仅提高了回收油的质量,而且能够节约溶剂成本、提高回收效率。
关键词:液压油;双溶剂精制;回收工艺;改进
中图分类号:TE992.4 文献标识码:A 文章编号:1001-5922(2020)10-0043-04
Abstract:With the increasing emphasis on environmental protection and energy conservation, waste hydraulic oil will cause environmental pollution. Recycling it can save energy and protect the environment. At present, in China, solvent refining is mainly used to recover waste oil. In order to improve the recovery rate and quality of hydraulic oil, the solvent refining process is improved in this paper. Two-solvent refining was selected, that is, isopropane was added to the furfural solvent to constitute a two-solvent refining. Through experimental research, the two-solvent refining method has a better recovery effect, which not only improves the quality of the recovered oil, but also saves solvent costs and improves recovery efficiency.
Key words:hydraulic oil; two-solvent refining; recovery process; improvement
0 引言
随着工业化进程的不断发展,世界能源消耗巨大,其中液压油的用量也在不断上升。其用量不断增多,不仅会造成能源的减少,还会造成环境问题。人们对节能环保的意识不断上升,提出了对废弃油进行循环再利用的方式。可以降低能源的损耗,同时也减少废弃物的产生,避免造成更大的环境问题[1]。于是相关的研究者提出了不同的回收工艺,随着工艺的不断改进,能够增加废液压油的回收率,还能够提升回收油的性能参数。
之前对废油的回收方式采用的酸处理,由于该方式的回收效果不好,于是对回收工艺进行不断改进,如今主要采用的回收方式是溶剂精制和氢化精制的方式[2-3]。该方式能够在保证回收油质量的情况下,还提高其回收率。虽然氢化精制具有很好的回收效果,但是其工艺较为复杂,并且成本高,尤其是一些小型的工厂将会选择溶剂精制方式进行回收。溶剂精制方式成本低、回收率高,而且污染比较小,所以当前我国很多工厂乐于选择溶剂精制[4]。对溶剂精制法回收工艺进行改进,从而提高回收效果是当前相关研究者一种在进行的事情[5-6]。于是文章将对工业液压油溶剂精制法回收工艺进分析。
1 实验部分
1.1 实验原料和仪器
实验所需要的原料:糠醛、异丙烷、废液压油。实验所需要的仪器如表1所示。
1.2 实验流程
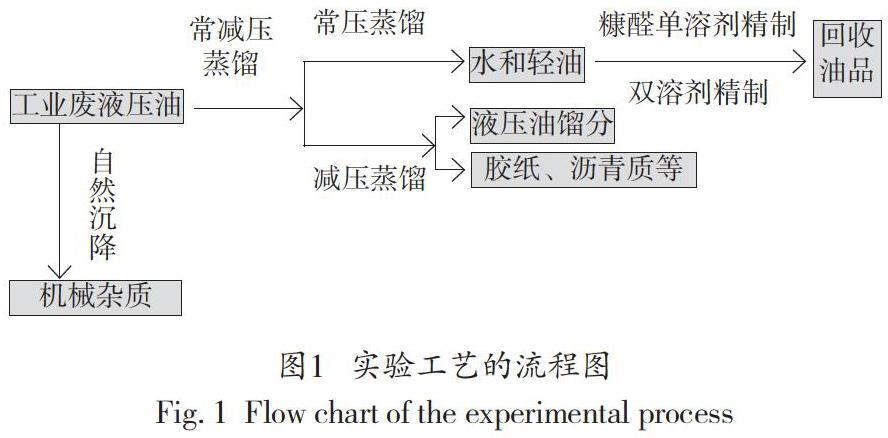
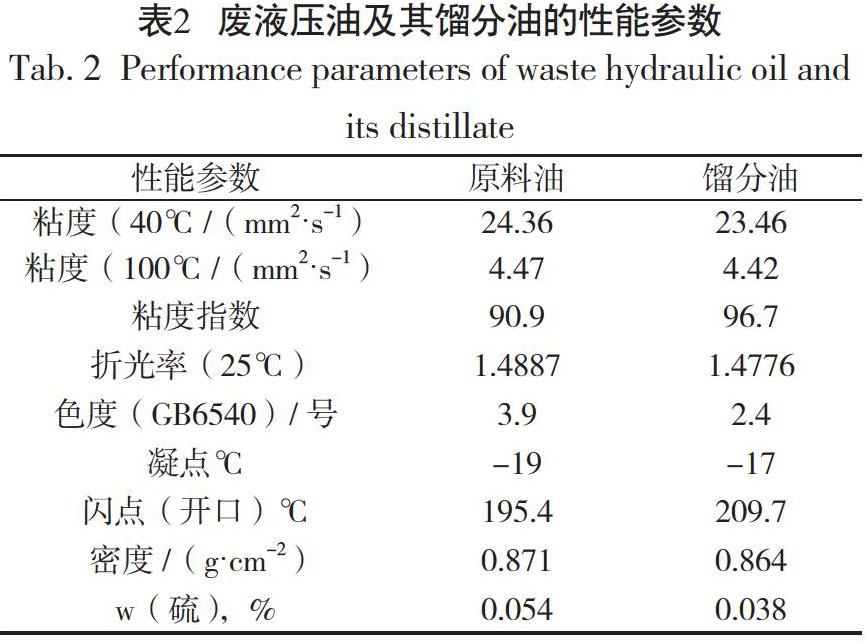
图1即为实验工艺的流程图,其主要流程为:首先需要将废液压油进行静置,静置时间至少3d,目的在于将废液压油中的机械杂质进行沉淀;然后再使用实沸点蒸馏装置对液压油进行处理,将350℃到400℃液压油馏分;最后就是通过使用糠醛单溶剂和双溶剂分别对液压油馏分进行溶剂精制,从而实现对液压油的回收[7-8]。废液压油及其馏分油的性能参数如表2所示。
2 结果与讨论
2.1 糠醛单溶剂精制
2.1.1 精制温度与粘度指数的关系分析
图2即为温度与粘度指数的曲线图,每种颜色的曲线代表不同的剂油体积比。从图中可以看出不管何种剂油体积比,曲线的的大致变化趋势即为先增大后降低的,当温度大致为75℃时,粘度指数达到最大值,即精制温度小于75℃时,精制温度越高,粘度指数会越大,反之,粘度指数会越来越小。另外,从图中可以看出精制温度不变时,增大剂油体积比,粘度指数的变化趋势也是先增大后降低,且在剂油体积比为1.5:1,一般情况下粘度指数处于最大值。当剂油体积比为1.5:1,精制温度为75℃时,粘度指数达到最大值。图2的变化趋势表明:精制温度和剂油体积比增大时能够使得精制程度加深,刚开始时会将其中的非理性组分去除,从而增加了粘度指数,但是当剂油体积比和精制温度继续变大时,其中理想的部分也会被分离,从而就会使得粘度指数发生下降的趋势,粘度指数越小时就会影响到回收油的使用性能。
2.1.2 精制温度与收率的关系分析
图3即为精制温度与收率的曲线图,从图中可以看出,与图2的变化趋势相近,不管是何种剂油体积比的情况下,精制温度越来越高时,收率的变化趋势是先增大后降低。精制温度大致在80℃时,收率达到最大值。然而当温度不变的情况下,剂油体积比越来越大时,其收率却是越来越小,即剂油体积比与收率成反比的关系。出现这种两种现象的原则在于:首先当精制温度越来越高,非理想组织会不断溶解,从而会增大收率,然而当其温度超过一定范围之后,理想组织也会被溶解,从而使其收率下降;另外一种现象的原因是剂油体积比越大,溶解程度就会越大,自然收率就会越小。
2.1.3 75℃下剂油体积比为1.5:1时的其他性能参数
通过上文的实验结果发现,当精制温度为75℃、剂油体积比为1.5:1时,粘度指数达到最大值,收率值比较大,所以此环境下属于最佳的工艺条件。然后对其性能进行测试,得到如表3所示的性能参数。
2.2 双溶剂的精制
异丙醇处于醇类溶剂,因为不会与糠醛发生任何化学反应,而且醇类中含有C—O键,它是一种具有极性的键,于是将其加入到糠醛中,能够增加双溶液的极性。另外,异丙醇与糠醛共同作用,还可以增强双溶剂的选择性。当双溶液在实验过程中,容易发生缔合作用,从理论上讲,将两种溶剂进行融合之后形成的双溶液能够增强精制效果。为了验证其效果,对双溶液进行实验研究,实验结论如下。
1)双溶剂体积比不同时,回收油的性能参数结果。异丙醇具有很强的极性,当加入到糠醛中的量存在差异时,就会影响到回收油的性能参数,于是文章将设置不同比例的双溶剂,异丙醇:糠醛的体积比值设置在0.5:1到2.5:1的范围之内,精制温度为75℃、剂油体积比为1.5:1。最后得到回收油的性能参数如表4所示。
从表4中可以看出来,当双溶剂体积比越来越大时,粘度指数的变化规律是先增大后降低,另外与糠醛单溶剂精制相比较,双溶剂的粘度指数更大。由此可知,当加入异丙醇的量不断增多时,双溶液能够除去更多的非理想组织,使其粘度指数变大,并且高于单溶剂,当异丙醇的量超过某一个范围之后,还会对消除掉理想组织,从而导致粘度指数大幅度降低,甚至最后低于单溶剂最优的工艺条件下的粘度指数。另外,当双溶剂体积比越来越大时,折光率、收率和闪点等的变化趋势也是先增大后降低,也同样说明了双溶剂精制不仅会对非理想组织去除,而且还会去除掉理想组织。还可以从表4中看出,性能参数色度不会随着双溶剂体积比的变化而变化。
从表4中可以看出性能参数凝点的变化趋势,即双溶剂体积比与凝点成正比关系,即当双溶剂体积比不断增大时,性能参数凝点会不断变小。然而当凝点比较小时,在低温条件下,不利于使用回收油。因为双溶剂中存在异丙醇,存在于液压油中的抗凝剂非常容易溶于异丙醇中,当异丙醇的体积不断在增多时,就会溶解更多的抗凝剂,于是回收油中的抗凝剂就会降低,所以就会出现如表所示的凝点逐渐减小的效果。
最后从表4中可以看出,精制温度为75℃、剂油体积比为1.5:1的工艺条件下,双溶剂体积比为1:1时,双溶剂精制的综合性能参数达到最佳状态。
2)最佳精制条件下回收油的性能参数对比。通过上文的实验分析结果来看,最佳工艺条件为:精制温度为75℃、剂油体积比为1.5:1、双溶剂体积比为1:1。此工艺条件下,糠醛单溶剂精制和双溶液精制的回收油性能参数最佳,于是将两者的性能参数进行对比,上表5即为对比结果,从表中可以看出,双溶剂精制除了总收率和凝点不如糠醛单溶剂精制外,其他的所有性能参数均比糠醛单溶剂精制好。而且由于双溶剂精制会吸收掉抗凝剂,从而使得凝点变低,为了弥补该缺陷,只需要在双溶剂中加入一定量的抗凝剂即可。所以综合看来,使用双溶液精制的回收油的性能参数更好,具有更好的回收效果和应用价值。
3 结语
综上所述,精制温度为75℃、剂油体积比为1.5:1的工艺条件下,双溶剂体积比为1:1时,相比于单溶剂精制,雙溶剂精制能够提高回收油的性能参数。而且在实验过程中,双溶液精制时的萃取静置时间能够降低5~6h,所以双溶液精制能够提高生产效率。另外,通过对异丙醇和糠醛的价格进行对比,异丙醇的价格更低,在双溶液中加入异丙醇可以降低溶剂的成本。所以选择双溶剂精制更加优异。随着科学技术的不断发展,溶液精制回收工艺将会更加的完善,更有助于对费油的回收再利用,从而达到节能环保的作用。
参考文献
[1]焦建,吕振波,桂建舟.废油循环再利用的研究[J].当代化工,2014(4) :588-590.
[2]张锡鹏,陈英,李学东,等.用糠醛和ER双溶剂精制大庆原油润滑油馏分的研究[J].石油炼制与化工,1992(11) :15-21.
[3]任杰.过氧乙酸处理催化汽油的脱硫过程模拟[C].中国化工学会.中国化工学会2011年年会暨第四届全国石油和化工行业节能节水减排技术论坛论文集.中国化工学会:中国化工学会,2011:349-354.
[4]孙汝柳,唐晓东,马小平,等.润滑油溶剂精制助剂技术的研究进展[J].化工时刊,2009,23(09) :62-66.
[5]张忠和.南阳催化裂化柴油溶剂精制技术工艺的研究[D]. 天津:天津大学,2005.
[6]张春兰,彭素英,陈淑芬,等.催化裂化油浆复配溶剂精制分离工艺研究[J].兰州石化职业技术学院学报,2014,14(03) :9-12.
[7]黄金勇.丁二烯装置溶剂精制系统污染源控制及其工艺改进[J].能源化工,2019,40(01) :17-23.
[8]李少萍,陈树群,戴庆鑫,等.生产润滑油基础油溶剂精制工艺条件的研究[J].润滑油,2009,24(04) :12-17.