微波协同离子液体催化合成柠檬酸三丁酯工艺及其性能
2020-11-28黄飞戴璐王溪溪张浩冉吴琳余锐魏先文
黄飞,戴璐,王溪溪,张浩冉,吴琳,余锐,魏先文
(1.黄山学院化学化工学院,精细化工与材料协同创新中心,安徽黄山 245041;2.安徽师范大学化学与材料科学学院,功能性分子固体材料教育部重点实验室,安徽芜湖 241000)
增塑剂是一种促使材料液化、增加材料柔软性的塑化剂[1],它能减小聚合物分子间的范德华力,增加聚合物可塑性,降低聚合物硬度和软化温度[2-3]。同时增塑剂还可以降低塑料熔融时黏度,增强加工时的流动性,有效改善塑料制品的柔韧性[4],使塑料制品的拉伸强度、压缩强度、弯曲强度、拉伸弹性模量、压缩弹性模量、弯曲弹性模量等降低,而使拉伸剪切强度、断裂伸长率增强[5-6]。
柠檬酸酯类是最典型的绿色环保、可降解的非邻苯二甲酸酯类增塑剂的优异产品,研究开发此类增塑剂具有重要的应用价值和现实意义。柠檬酸三丁酯(TBC)作为一种生物可降解、绿色环保的增塑剂[7-8],具有耐阻燃、耐寒性、抗菌性等优点[9],TBC无毒无味,稳定性较好,相容性优良,增塑效率较高[10],在食品包装材料、个人卫生用品、儿童玩具、聚氯乙烯造粒、香烟过滤嘴等领域广泛应用[11-12]。传统合成柠檬酸三丁酯方法是以柠檬酸和正丁醇为原料,以浓硫酸为催化剂。该方法存在设备腐蚀严重、环境污染大、反应时间长、副产物多、产率低、后处理较难、催化剂不能循环使用等缺点。目前,随着催化工业飞速发展,科研人员开发出了较多新型催化剂应用到柠檬酸三丁酯的合成中。胡雯珊等[5]采用改性丝光沸石催化合成了柠檬酸三丁酯,该催化剂循环使用2 次后产率从91.7%降至87.4%;邹训重等[6]采用酸改性HZSM–5 分子筛催化合成了柠檬酸三丁酯,该催化剂循环使用2 次后产率从95.9%降至89.41%;周喜等[9]采用磷钨酸氨铝复合盐催化合成了柠檬酸三丁酯,该催化剂循环使用4 次后产率从97.1%降至86.5%;张琪芳等[10]采用碳基固体酸催化合成了柠檬酸三丁酯,该催化剂具有较好的重复利用性,循环使用5 次后产率从99.57%降至92.6%。
离子液体具有溶解性较好、酸碱性可以调节、热稳定性优良、催化活性较高、可以多次循环使用等优点[13–15],同时离子液体电导率高、介电常数大,吸收传导微波辐射能力强、效率高,具有较好的热传导性能,是非常理想的微波反应介质和绿色高效催化剂[16]。笔者制备七种绿色高效离子液体催化剂,催化合成了柠檬酸三丁酯,该催化剂经过10 次循环使用后,其产率仍可达到97%以上,具有较好的催化活性和稳定性;同时本实验还采用微波辐射加热,微波加热使反应体系受热均匀,热能转化效率高,反应时间短,大大降低了实验反应能耗[17-18]。因此,笔者以离子液体为催化剂,通过单因素实验和正交试验优化筛选微波协同离子液体催化合成柠檬酸三丁酯最佳工艺条件,并考察了柠檬酸三丁酯的拉伸强度、压缩强度、弯曲强度和拉伸剪切强度等增塑性能。目前该催化合成方法和增塑性能研究报道较少,因而对开发应用绿色环保、可降解增塑剂柠檬酸三丁酯具有重要实用价值和工业化应用前景。
1 实验部分
1.1 主要原材料
柠檬酸、正丁醇、1,3–丙磺酸内酯(99%)、1–甲基咪唑(99%)、吡啶、丙烷磺酸吡啶盐、浓硫酸、磷酸、对甲苯磺酸、乙酸乙酯、邻苯二甲酸二丁酯:AR,上海泰坦科技股份有限公司;
双酚A 型液体环氧树脂:6002,工业品,天原集团上海树脂厂有限公司;
聚酰胺固化剂:650,工业品,上海麦克林生化科技有限公司。
1.2 主要设备及仪器
可调功率微波化学反应器:NJL07–4 型,北京乐源伟业科技有限公司;
气相色谱仪:GC2014 型,岛津企业管理有限公司;
微机控制电子万能试验机:MTS0007 型,济南美特斯测试技术有限公司;
电热恒温鼓风干燥箱:DHG–9240A 型,上海仪天科学仪器有限公司。
1.3 离子液体的制备
1–(3– 磺 酸) 丙 基–3– 甲 基 咪 唑 硫 酸 氢 盐([HSO3-pMIM]HSO4),1–(3–磺酸基丙基)吡啶硫酸氢盐([HSO3-pPy]HSO4),1–丙磺酸吡啶硫酸氢盐([PyPS]HSO4),1–甲基–3–丙磺酸咪唑硫酸氢盐([MIMPS]HSO4),1–甲基–3–(3–磺酸基丙基)咪唑对甲苯磺酸盐([HSO3-pMIM]pTSA),1–(3–磺酸基丙基)吡啶对甲苯磺酸盐([HSO3-pPy]pTSA),1–甲基–3–丙磺酸咪唑磷酸二氢盐([MIMPS]H2PO4)参考文献[11,17,19]制备,在此不再赘述。
1.4 柠檬酸三丁酯的合成
将一定物质的量比的柠檬酸(0.05 mol)与正丁醇加入到装有搅拌器、温度计和分水器三颈烧瓶中,充分搅拌使柠檬酸完全溶解,并使反应物混合均匀,按照GB/T1668–2008 测定反应体系的初始酸值A0,再加入一定质量的离子液体催化剂。设置微波功率、微波时间和反应温度进行实验,其反应原理如图1 所示。反应至设定时间结束反应,冷却静置,分层后取上层溶液,测定此时上层溶液的酸值A,分层后的下层溶液为离子液体催化剂,直接继续循环使用催化该酯化反应。采用高效液相色谱对分层后上层溶液样品进行外标法定量分析,所得分析结果与采用酸值法测定结果相同,并且未发现除原料和目标产物外的信号峰。因此,以酸值法直接用于计算目标产物产率,其计算公式为:产率=[(A0–A)/A0]×100%[9]。

图1 柠檬酸三丁酯的催化合成
1.5 性能测试[11]
将固化剂加入到不同比例的环氧树脂与TBC、环氧树脂与邻苯二甲酸二丁酯(DBP)中,充分搅拌混合均匀,分别将其倒入测试模具中使之固化成型,室温下静置4 h,置于90℃干燥箱中固化4 h,取出冷却至室温,静置过夜。脱模后分别测试其拉伸强度、断裂伸长率、拉伸弹性模量(按照GB/T 2567–2008 进行),压缩强度、压缩弹性模量(按照ASTM C365M–2016 进行),弯曲强度、弯曲弹性模量(按照GB/T 9341–2008 进行)和拉伸剪切强度、最大载荷(按照GB/T 7124–2008 进行)等性能。
2 结果与讨论
2.1 单因素实验
(1)催化剂种类对产率的影响。
当催化剂用量为柠檬酸质量的3%、柠檬酸与正丁醇物质的量比为1 ∶5、微波功率为400 W、微波时间为7 min、反应温度为130℃时,对七种离子液体催化剂[HSO3-pMIM]HSO4(1#)、[HSO3-pPy]HSO4(2#)、[PyPS]HSO4(3#)、[MIMPS]HSO4(4#)、[HSO3-pMIM]pTSA(5#)、[HSO3-pPy]pTSA(6#) 和[MIMPS]H2PO4(7#)催化合成柠檬酸三丁酯的产率进行比较,见图2。
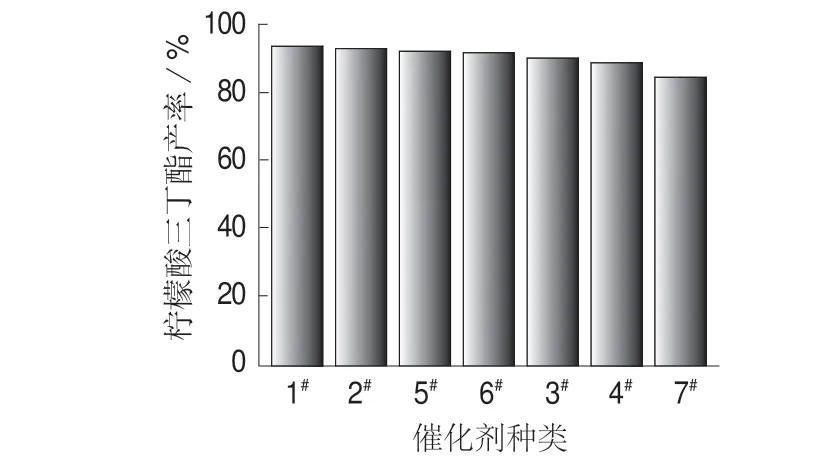
图2 不同催化剂种类时柠檬酸三丁酯产率
从图2 可知,在相同实验条件下,七种催化剂催化效果依次为[HSO3-pMIM]HSO4>[HSO3-pPy]HSO4>[HSO3-pMIM]pTSA >[HSO3-pPy]pTSA >[PyPS]HSO4>[MIMPS]HSO4>[MIMPS]H2PO4,其中离子液体[HSO3-pMIM]HSO4催化效果最好,柠檬酸三丁酯的产率最高为94.7%。当阴离子为HSO4–和pTSA–时,柠檬酸三丁酯产率顺序 为:[HSO3-pMIM]+>[HSO3-pPy]+>[PyPS]+>[MIMPS]+,这可能与阳离子的稳定性以及离子液体在酯中的溶解性有关,该顺序与它们的酸性强弱大小相同[19];当阳离子为[HSO3-pMIM]+、[HSO3-pPy]+和[MIMPS]+时,柠檬酸三丁酯产率顺序为:>pTSA–,>,这和阴离子(、pTSA–、同质子结合的能力有关,阴离子与质子结合越容易,其碱性越强,共轭酸的酸性越弱,在微波辐射下,阴离子对离子液体催化剂的催化性能影响越显著[19]。因此,选用催化效果较好离子液体[HSO3-pMIM]HSO4为该酯化反应催化剂。
(2)催化剂用量对产率的影响。
当柠檬酸与正丁醇物质的量比为1 ∶5、微波功率为400 W、微波时间为7 min、反应温度为130℃时,比较不同催化剂用量对催化合成柠檬酸三丁酯的产率影响,见图3。

图3 不同催化剂用量时柠檬酸三丁酯产率
从图3 可知,在相同实验条件下,离子液体[HSO3-pMIM]HSO4催化剂用量为柠檬酸质量的4%时,柠檬酸三丁酯的产率最高为95.6%。继续增加离子液体[HSO3-pMIM]HSO4催化剂用量,柠檬酸三丁酯的产率增加不明显,说明该酯化反应达到了化学平衡状态。考虑催化剂成本因素,选用离子液体[HSO3-pMIM]HSO4催化剂用量为柠檬酸质量的4%用于该酯化反应。
(3)柠檬酸与正丁醇物质的量比对产率的影响。
当离子液体[HSO3-pMIM]HSO4催化剂用量为柠檬酸质量的4%、微波功率为400 W、微波时间为7 min、反应温度为130℃时,对不同柠檬酸与正丁醇物质的量比合成柠檬酸三丁酯的产率进行比较。从图4 可知,在相同实验条件下,柠檬酸与正丁醇物质的量比为1 ∶4 时,柠檬酸三丁酯的产率为96.3%。增加柠檬酸与正丁醇物质的量比,柠檬酸三丁酯的产率反而下降,这可能是因为随着反应体系中正丁醇的增加,离子液体[HSO3-pMIM]HSO4和柠檬酸浓度均逐渐被稀释[8–10],使柠檬酸三丁酯的产率下降。因此,选用柠檬酸与正丁醇物质的量比1 ∶4 用于该酯化反应。
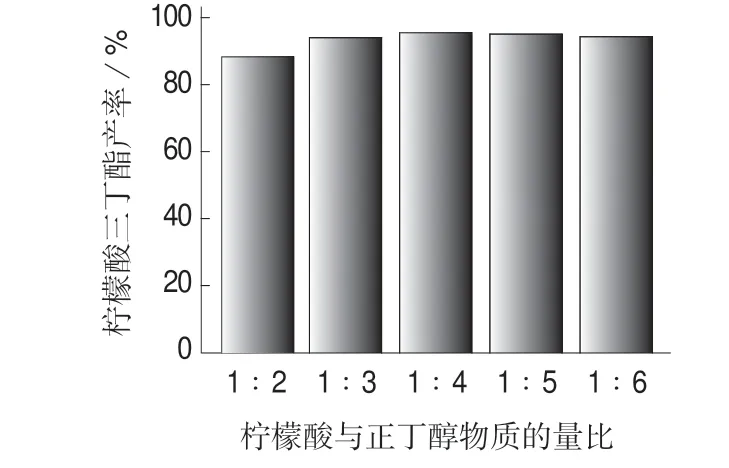
图4 不同柠檬酸与正丁醇物质的量比时柠檬酸三丁酯产率
(4)微波功率对产率的影响。
当离子液体[HSO3-pMIM]HSO4催化剂用量为柠檬酸质量的4%、柠檬酸与正丁醇物质的量比为1 ∶4、微波时间为7 min、反应温度为130℃时,对不同微波功率合成柠檬酸三丁酯的产率进行比较,见图5。从图5 可知,在相同实验条件下,微波功率为500 W 时,柠檬酸三丁酯的产率最高为97.1%。加大微波功率,柠檬酸三丁酯的产率略有下降,这可能是因为微波功率较大时,热能转化效率高,反应体系中局部升温过快,破坏了部分离子液体[HSO3-pMIM]HSO4催化剂的结构[5],造成其催化效果下降。考虑实验能耗因素,选用微波功率500 W 用于该酯化反应。

图5 不同微波功率时柠檬酸三丁酯产率
(5)微波时间对产率的影响。
当离子液体[HSO3-pMIM]HSO4催化剂用量为柠檬酸质量的4%、柠檬酸与正丁醇物质的量比为1 ∶4、微波功率为500 W、反应温度为130℃时,对不同微波时间合成柠檬酸三丁酯的产率进行比较,见图6。从图6 可知,在相同实验条件下,微波时间为5 min 时,柠檬酸三丁酯的产率为97.9%。延长微波时间,柠檬酸三丁酯产率有所下降,这可能是因为反应体系中有柠檬酸三丁酯部分水解或副反应发生等[17]。因此,选用微波时间5 min 用于该酯化反应。
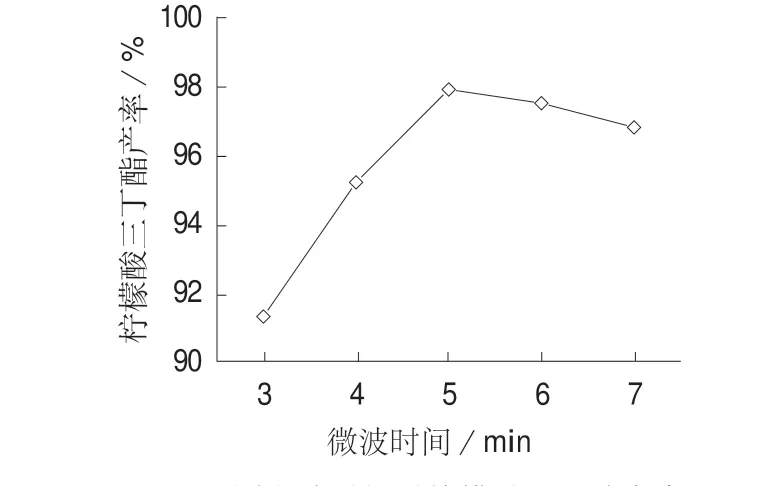
图6 不同微波时间时柠檬酸三丁酯产率
(6)反应温度对产率的影响。
当离子液体[HSO3-pMIM]HSO4催化剂用量为柠檬酸质量的4%、柠檬酸与正丁醇物质的量比为1 ∶4、微波功率为500 W、微波时间为5 min 时,对不同反应温度合成柠檬酸三丁酯的产率进行比较。从图7 可知,在相同实验条件下,反应温度为120℃时,柠檬酸三丁酯产率为98.6%。继续升高反应温度,柠檬酸三丁酯产率下降,这可能是因为温度较高正丁醇部分汽化,反应体系中正丁醇逐渐减少[5,20],不利于柠檬酸三丁酯的生成。因此,选用反应温度120℃用于该酯化反应。
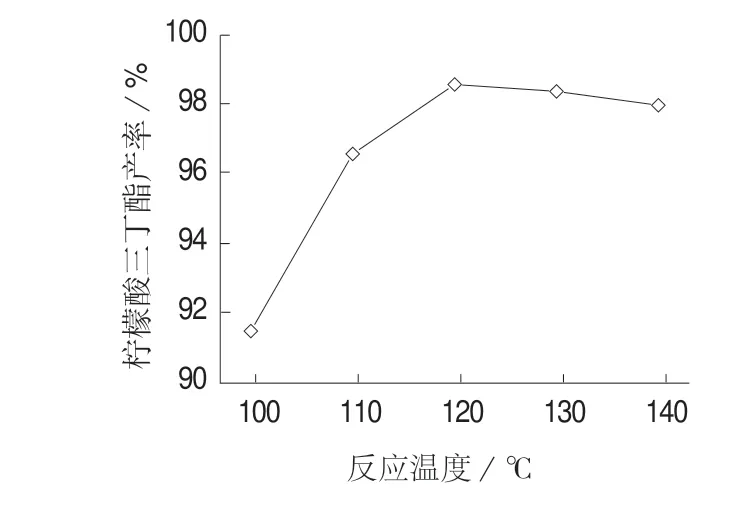
图7 不同反应温度时柠檬酸三丁酯产率
2.2 正交试验
(1)正交试验影响因素选择和结果。
根据单因素实验优化筛选结果,进一步考察催化剂离子液体[HSO3-pMIM]HSO4(A)用量、柠檬酸与正丁醇物质的量比(B)、微波功率(C)、微波时间(D)四个实验因素对催化合成柠檬酸三丁酯产率的影响,设计四因素三水平L9(34)正交试验优化合成条件,其正交试验因素和水平见表1,正交试验表及结果见表2。

表1 正交试验的因素和水平表

表2 L9(34)正交试验表及结果
经正交试验优化,由表2 极差(R)可知,微波功率(C)对柠檬酸三丁酯产率影响最大,其次是柠檬酸与正丁醇物质的量比(B)和微波时间(D),离子液体[HSO3-pMIM]HSO4催化剂用量(A)对柠檬酸三丁酯产率影响最小,其正交试验最佳合成条件为C2A1B2D2,即微波功率为450 W,催化剂离子液体[HSO3-pMIM]HSO4用量为柠檬酸质量的3.5%,柠檬酸与正丁醇物质的量比为1 ∶4,微波时间为5 min,在此条件下柠檬酸三丁酯产率最高为99.3%。
(2)离子液体催化剂循环使用性能考察。
根据单因素实验和正交试验优化结果,在最佳合成条件下,考察离子液体[HSO3-pMIM]HSO4催化剂(1#离子液体)循环使用性能。由图8 可知,随着催化剂离子液体[HSO3-pMIM]HSO4重复使用次数的增加,柠檬酸三丁酯的产率呈缓慢下降趋势,这是因为在酯化反应过程中,催化剂较小部分分解失活导致其活性下降。在不经任何处理的情况下,离子液体[HSO3-pMIM]HSO4催化剂经过10 次循环使用后,柠檬酸三丁酯的产率仍然可以达到97%以上,说明该催化剂的催化活性和稳定性较好,符合绿色化学发展方向,具有较好的工业化应用前景。

图8 1#离子液体不同重复使用次数时柠檬酸三丁酯产率
(3)微波协同离子液体催化机理。
离子液体催化剂中H+与羧酸分子中的羰基原子结合,使羧基的碳原子带有很高亲电性,有利于醇羟基氧的进攻,从而形成新的碳氧键;H+还与中间体上羟基氧结合形成鎓盐,鎓盐中的任一羟基质子化,脱去一分子水,从另外一羟基上失去一个质子生成羧酸酯[21]。离子液体催化剂具有较大的偶极性和介电常数,在微波辐射促进下,高频往复运动产生“内摩擦加热”,加剧了分子间的运动,增强了离子液体与反应物分子间的碰撞频率,使反应体系受热均匀,促进了反应的迅速完成[19]。
2.3 产品纯度分析
利用GC2014 型气相色谱仪对产品的纯度进行测定。进样口温度为300℃,检测器温度为260℃,柱温采用程序升温,初始温度为80℃,保持1 min后,以40℃/min 升温速率升温至280℃,再保持5 min。载气为高纯氮(99.999%),流速1.2 mL/min。在此条件下,柠檬酸三丁酯的保留时间为11.648 min 左右[10],产品纯度为99.68%,可以证实该产物为柠檬酸三丁酯。
2.4 产品增塑性能测试
通过采用等量增塑剂(TBC 和DBP)与环氧树脂、固化剂混合后,测试其拉伸强度、压缩强度、弯曲强度和拉伸剪切强度,比较TBC 和DBP 的增塑性能。
(1)拉伸强度。
由表3 拉伸强度测试结果可知,在增塑剂用量0~15%的区间,TBC 和DBP 的拉伸强度均随着增塑剂用量的增加逐渐减小,当增塑剂用量为15%时,TBC 拉伸强度为34.68 MPa,低于DBP 的拉伸强度;断裂伸长率随着增塑剂用量增加而逐渐提高,当增塑剂用量为15%时,TBC 断裂伸长率高于DBP;弹性模量随着增塑剂质量分数的增加而降低,TBC 和DBP 的弹性模量差异性逐渐增大,在增塑剂质量分数为15%时,TBC 弹性模量小于DBP,其增塑效果优势凸显。

表3 拉伸强度测试结果
(2)压缩强度。
由表4 压缩强度测试结果可知,在增塑剂用量0~15%的区间,TBC 和DBP 的压缩强度、压缩弹性模量均随着增塑剂用量的增加逐渐降低,当增塑剂用量为15%时,TBC 的压缩强度为56.16 MPa,低于DBP 的压缩强度;TBC 的压缩弹性模量大于DBP,其增塑效果优于DBP。

表4 压缩强度测试结果
(3)弯曲强度。
由表5 弯曲强度测试结果可知,在增塑剂用量0~15%的区间,TBC 和DBP 的弯曲强度、弯曲弹性模量均随着增塑剂用量的增加逐渐下降,当增塑剂用量为15%时,TBC 的弯曲强度为70.25 MPa,低于DBP 的弯曲强度;TBC 的弯曲模量下降幅度大于DBP,其增塑效果更好。

表5 弯曲强度测试结果
(4)拉伸剪切强度。
由表6 拉伸剪切强度测试结果可知,在增塑剂用量0~15%的区间,TBC 和DBP 的拉伸剪切强度、最大载荷均随着增塑剂用量的增加逐渐增大,当增塑剂用量为15%时,TBC 的拉伸剪切强度为18.86 MPa,高于DBP 的拉伸剪切强度;TBC 的最大载荷增幅大于DBP,说明TBC 具有较好的增塑性能。

表6 拉伸剪切强度测试结果
从以上测试结果可以知,TBC 和DBP 的拉伸强度、压缩强度、弯曲强度均随着增塑剂用量的增加逐渐降低,而拉伸剪切强度随着增塑剂用量的增加逐渐增加。在拉伸强度试验、压缩强度试验、弯曲强度试验和拉伸剪切强度试验中,TBC 的增塑性能均优于DBP,说明柠檬酸三丁酯可以很好的替代邻苯二甲酸酯类增塑剂。
3 结论
(1)微波协同离子液体[HSO3-pMIM]HSO4催化剂合成了绿色环保、可降解增塑剂柠檬酸三丁酯。通过单因素实验和正交试验对催化剂种类、催化剂用量、柠檬酸与正丁醇物质的量比、微波功率、微波时间和反应温度进行了研究,对比了各实验因素对合成柠檬酸三丁酯产率的影响。经过实验优化筛选,以[HSO3-pMIM]HSO4为催化剂,其用量为柠檬酸质量的3.5%,柠檬酸和丁醇物质的量比为1 ∶4,微波功率为450 W,微波时间为5 min,反应温度为120℃时,柠檬酸三丁酯产率可达99.3%。
(2)离子液体[HSO3-pMIM]HSO4催化剂经过10 次循环使用,柠檬酸三丁酯的产率仍可达到97%以上,其催化活性和稳定性较好。该催化剂容易分离,可以多次循环使用,对环境无污染,符合绿色化学发展方向,具有较好的实用价值和工业化应用前景。
(3)增塑性能测试表明,柠檬酸三丁酯的拉伸强度、压缩强度、弯曲强度和拉伸剪切强度等均优于DBP,说明柠檬酸三丁酯可以很好的替代邻苯二甲酸酯类增塑剂。
