不锈钢电弧铆焊工艺
2020-11-24张伟宋晓飞于学利刘辉陆向明
张伟,宋晓飞,于学利,刘辉,陆向明
(北京特种机械研究所,北京100143)
0 前言
某产品由两个不锈钢圆筒(长8 000 mm,直径分别为800 mm和500 mm)通过中间的加强筋焊接成一体,而加强筋与内筒的连接是该文的研究对象。加强筋厚3 mm,内筒壁厚5 mm,即为3 mm和5 mm不锈钢钢板的搭接结构焊接。
这种搭接结构最常用的焊接方法为点焊和塞焊。点焊[1]适应于薄板结构的焊接,且焊接变形比较小,但是对工件的适应性差,尤其是像该课题这样的大尺寸构件。而塞焊[2]需要在其中一块加工出槽或孔,具有一定的破坏性,一般适应于厚板的连接,尤其是上板比较厚的连接。
张伟等人[3]提出采用电弧铆焊的方法,即依靠焊接电弧产生的能量完全可以穿透3 mm不锈钢板,并且熔化部分下层5 mm厚度的不锈钢钢板,不需要进行上板开孔,不必采用塞焊方法。传统熔焊[4-5]一般是形成一条连续的焊缝,而电弧铆焊是间隔一定距离形成外观呈铆钉状的焊点[6-8]。Zuma等人研究的基于钨极氩弧焊的316L不锈钢点焊工艺及黄倩等人[9]研究的基于CMT冷金属过渡焊的铝和钢点塞焊工艺,均属于电弧铆焊。这种连接方法可操作性和灵活性均好于点焊;由于作用时间短,因而变形小、焊核抗剪强度大,非常适应变形后难以校正的产品。
该文对轧制态0Cr18Ni9奥氏体不锈钢板3 mm+5 mm搭接结构进行了电弧铆焊工艺的探索。研究了焊接电流和焊接时间等焊接工艺参数对焊点尺寸、质量和力学性能的影响,确定最佳焊接工艺参数。
1 试验材料与方法
试验用的母材是轧制的0Cr18Ni9奥氏体不锈钢板,尺寸为40 mm×150 mm,厚度为3 mm和5 mm。焊丝的选择以等成分匹配为原则,即以母材成分为准,选用相同的合金体系,焊丝的成分尽量接近(等于或稍高于)母材的成分。焊丝的成分设计要考虑焊接时合金元素的烧损。选用φ1.2 mm的ER316L 焊丝,其具体化学成分见表1。使用型号为Trans Puls Synergic 5000 CMT焊机。焊前对试件进行预处理,首先用细砂纸打磨试件,然后用丙酮清洗晾干后备用。两个试件以搭接形式放置在平整的焊接平台上,试件边缘线保持平行,搭接长度为30 mm左右。焊接时利用焊枪前端有气体排泄孔的喷嘴对两焊件从上面压紧,其焊接过程如图1所示。
采用OLYMPUS GX71型金相显微镜对焊点进行显微组织分析。金相试样制备方法为:使用线切割沿电弧铆焊接头宽度方向的最大直径处截取试样,然后在金相砂纸上研磨至500号,再用1.0 μm的金刚石抛光剂对试样进行抛光,最后用CuSO4溶液(4 g CuSO4+20 mL HCl+20 mL H2O)进行腐蚀,留备观察。

表1 ER316L焊丝的化学成分(质量分数,%)

图1 电弧铆焊示意图
按照QJ 1290—1987《结构钢、不锈钢电阻点、缝焊工艺》标准,采用CSS-44300电子万能试验机测试电弧铆焊焊点的抗剪力,加载速度为3 mm/min。试件拉断后,及时记录拉断时的最大载荷值。
2 试验结果与讨论
2.1 焊接工艺参数的选择
电弧铆焊代替电阻点焊实现“点焊”连接,要求焊接电流输出方式应该与电阻点焊相似,需要焊接电流在短时间内完成穿透、焊点长大、焊点“整形”3个过程,即电弧铆焊采用三段焊接电流方式。文中采用型号为Trans Puls Synergic 5000 CMT的焊机,具有三段焊接电流程序。图2是典型的三段焊接电流输出形式,含有3个焊接电流、5个焊接时间。其中I1为穿透电流,起到穿透工件并在结合面形成一定尺寸的“焊核”作用;I2为焊点长大电流,用来扩大结合面处形成的“焊核”尺寸;I3为“整形”电流,用来形成一个外形完美的焊点;t1为穿透电流作用时间;t2和t4为过渡时间;t3为焊点长大电流作用时间;t5为“整形”电流作用时间。

图2 焊接电流输出示意图
在最初的试验中,参考MIG焊接不锈钢的工艺参数进行试探性的研究。对于传统的熔化极气体保护焊,3 mm厚的不锈钢板要实现对缝焊接,选择的焊接电流在200~300 A之间;3 mm和5 mm的搭接时,焊接电流超过400 A极易穿透下层板。考虑电弧铆焊三段焊接电流的作用及整个焊接过程是在极短的时间内完成等因素,其参数选择遵循以下原则:①电弧铆焊三段焊接电流要保证I1﹥I2﹥I3;②I1≤400 A,I3≤300 A,I2介于I1,I3之间,且偏于I1;③ 三段焊接电流作用时间t1,t3,t5均不大于1 s。
因此,选择电流的变化间隔约为30 A左右,时间变化间隔选择0.2~0.3 s,焊接工艺参数见表2。
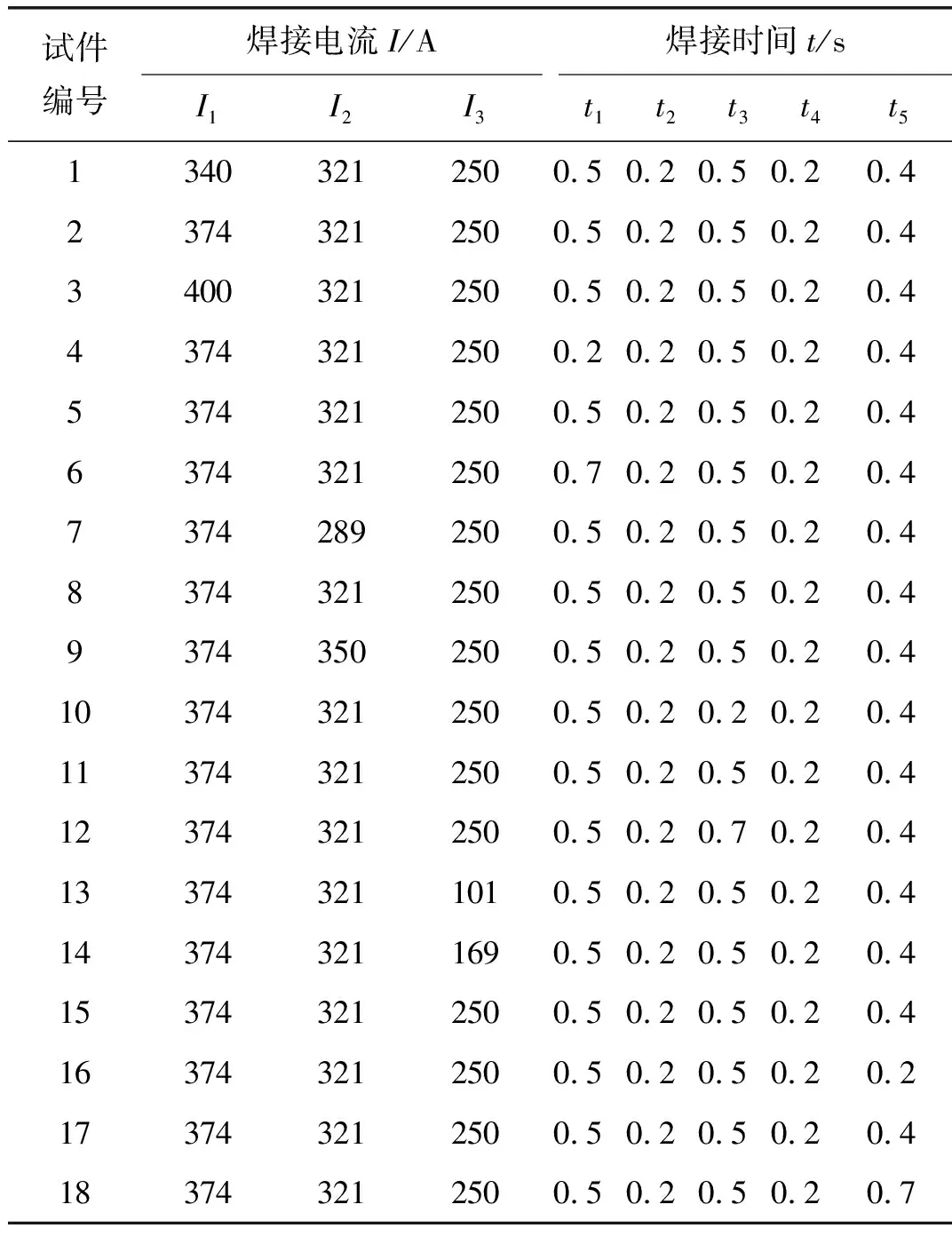
表2 焊接工艺参数
2.2 焊接电流对焊点熔深、熔核尺寸及抗剪力的影响
选取焊后拉断的下板试样测量熔深和熔核尺寸。选择第一段焊接电流I1及其作用时间t1为变量,其它参数保持不变,来研究下板焊点截面形貌,如图3所示。其中I1分别为340 A,374 A,400 A,t1分别为0.2 s,0.5 s,0.7 s。从图3可以看出,焊丝与母材界面良好,达到冶金结合,无气孔、缩孔和裂纹等宏观缺陷。

图3 其它参数不变,不同I1和t1下的焊点断面形貌
表3是不同电流和作用时间下得到的焊点熔深和熔核尺寸及焊点抗剪力。从表3中可以得出:①随着I1和t1的增大,焊点熔深尺寸和焊点抗剪力大幅增加,熔核尺寸相对缓慢增加。当I1由340 A增大到400 A时,熔深尺寸增大几乎一倍,达到3.84 mm,作用非常显著;熔核尺寸增幅17%,焊点抗剪力增大了57%。当t1由0.2 s增大到0.7 s时,熔深尺寸和焊点抗剪力均增幅60%,而熔合尺寸增加30%。因此,第一段焊接电流I1及作用时间t1对焊点的熔深尺寸和抗剪力影响比较大,对熔核尺寸作用不明显;②随着I2和t3的增大,焊点熔深和熔核尺寸及焊点抗剪力均大幅增加。当I2由289 A增大到350 A,t3由0.2 s增大到0.7 s时,熔深尺寸增大一倍,熔核尺寸提高了50%左右,焊点抗剪力增大了75%以上。其中相对第一段焊接电流,熔核尺寸增幅明显。因此,第二段焊接电流I2及作用时间t3对熔深和熔核尺寸及焊点抗剪力影响均较大;③第三段焊接电流I3及作用时间t5对焊点熔深和熔核尺寸以及抗剪力基本无影响,熔深尺寸稳定在2.1 mm左右,熔核尺寸稳定在7.0 mm左右,焊点抗剪力稳定在15~16 kN。此外,研究发现I3的大小,在很大程度上影响焊点的外观。在I3低于220 A时,焊点与母材过渡的部位呈现突台状,如图4a所示;当I3高于220 A时,焊点与母材过渡部位有了很好的改善,圆滑自然,如图4b所示。

表3 不同电流和作用时间下得到的焊点熔深、熔核尺寸及焊点抗剪力
所有参数(I1,t1,I2,t3,I3和t5)对焊点熔深、熔核尺寸及抗剪力的影响,如图5所示。通过综合分析可知:①对于熔深尺寸,第一段焊接电流I1的影响作用最为明显,其次是t3,I2,t1。影响最小的是第三段电流I3及其作用时间t5;②对于熔核尺寸,第二段焊接电流I2及其作用时间t3的影响最大,其次为第一段焊接电流的I1和t1。而第三段焊接电流I3及其作用时间t5几乎无影响;③焊点抗剪力是由熔深和熔核尺寸综合决定的。随着第一段焊接电流I1和t1、第二段焊接电流I2和t3的增大,熔深和熔核尺寸均有不同程度的增加,焊点强度大幅增加,增幅60%以上。而第三段焊接电流I3和t5的焊点抗剪力稳定。

图4 其它参数不变,I3对焊点蘑菇平台形貌的影响

图5 焊接电流及作用时间对熔深、熔核尺寸及抗剪力的影响
综上所述,第一段焊接电流I1和t1主要影响焊点的熔深尺寸,第二段焊接电流I2和t3主要影响焊点的熔核尺寸,而第三段焊接电流I3和t5对焊点熔深和熔核尺寸均无影响。因此,优化第一段焊接电流参数I1和t1,和第二段焊接电流参数I2和t3,就能够达到提高焊点抗剪力的目的。合理工艺范围为:374 A (1)随着第一段焊接电流I1和t1、第二段焊接电流I2和t3的增大,焊点的熔深、熔核尺寸及抗剪力随之增大。第一段焊接电流I1和t1主要影响焊点的熔深尺寸,第二段焊接电流I2和t3主要影响焊点的熔核尺寸,而第三段焊接电流I3和t5对焊点的熔深和熔核尺寸及抗剪力均无影响。I3是焊点外观形貌的主要影响因素。 (2) 优化第一段焊接电流参数I1和t1,和第二段焊接电流参数I2和t3,就能够达到提高焊点抗剪力的目的。合理工艺范围为:374 A3 结论
