风电塔架法兰平面度的火焰矫正方法及试验*
2020-11-18胡宝成李富科何卫东杨显珍
胡宝成,李富科,何卫东,杨显珍
(甘肃酒钢集团西部重工股份有限公司,甘肃 嘉峪关 735100)
0 引 言
风电机组塔架是支撑机舱和风轮的风电机组重要部件。塔架法兰是风电塔架的关键连接件、支撑件和受力件,长期在高空各种恶劣天气及复杂风力变化载荷下承受拉伸、扭曲和剪切等作用力,法兰平面度的几何指标,将直接影响塔架两段连接法兰之间的结合程度及塔架安装螺栓预紧状态。
由于在风电塔架制作过程中,受塔架筒体展开下料精度、筒体卷制合口凹凸度、塔架组对间隙、组对错边量及塔架焊缝焊接变形影响,塔架法兰平面度几何尺寸时有超标现象。
为了保证塔架法兰平面度符合塔架制造技术规范要求,需要矫正超标的塔架法兰平面度,而矫正法兰平面度通常采用机械加工和火焰矫正的方式进行。由于风电塔架单体工件较大,筒体直径均在3 m以上,长度达20 m左右,重量最少为25 t,采用机械加工方式矫正法兰平面度,需要端面铣等加工设备,费工费时,矫正效果也不是非常理想;而采用火焰加热方式矫正法兰平面度,效率高、操作简便,是多数塔架生产厂家的常用方式。
1 火焰矫正的原理及基本方法
1.1 火焰矫正的原理
钢材在加热膨胀迅速冷却到低温收缩所产生的内应力,称之为热应力,当热应力大于钢材的弹性极限时会产生变形,火焰矫正就是利用钢材热应力产生变形,达到所需变形效果的过程。
火焰矫正的原理:钢材受热以1.2×105℃的线膨胀率向各个方向伸长,由于周围物体对受热处物体的限制,受热物体受到压缩,当冷却到原来的温度时,除收缩到未加热时的长度外,钢材将会按1.48×106℃的收缩率继续收缩一部分,于是收缩后的长度就会比加热前有所缩短。这种特性就为法兰平面度火焰矫正提供了依据,在适当位置对塔架筒体进行火焰加热,当筒体冷却后产生较大的冷缩应力,使钢材较长部分的纤维缩短,使法兰平面度高点位置降低,从而达到矫正法兰平面度超标变形的目的。
1.2 火焰矫正的加热方法
火焰矫正的常用加热方法有点状加热、线状加热和三角形加热三种。
(1) 对于12 mm以下板厚钢板凹凸变形,在机械矫正不能完全复原的情况下采用点状加热,根据结构特点和变形情况, 可加热一点或数点。
(2) 对于材料厚度较大, 刚性较强, 存在拱变形和旁弯变形的构件,采用面状加热(三角形加热),加热区域为三角形, 由于加热面积较大因此收缩量也较大, 加热时可用两只或多只焊矩进行操作。
(3) 对于钢制构件的角变形和局部弯曲变形,采用线状加热,加热带长度方向上产生的收缩量较小,横向收缩量较大。
根据火焰矫正加热方法,对于法兰平面度矫正来说,是将筒体平面矫正到一个平面上,使用线状加热矫正,利用加热带的横向收缩产生的强大拉应力,将筒体平面拉至一个平面上,从而将法兰平面高点降低,进而达到法兰平面度标准要求。
1.3 火焰矫正温度控制
(1) 火焰矫正工具:大号的焊炬、割炬(或特制的加热工具)等矫正工具;检查工具;红外线测温枪;加热气体(氧气、乙炔)等。
(2) 矫正火焰:射吸式焊炬利用氧与乙炔混合气体燃烧产生火焰,调节氧和乙炔的混合比例,可以获得三种不同性质的火焰,三种火焰最高温度可见表1(焊炬氧乙炔体积比及可达最高温度表)。
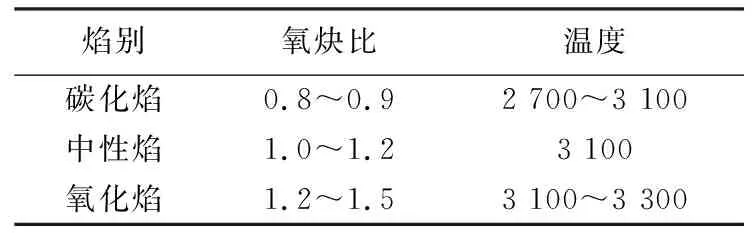
表1 焊炬氧乙炔体积比及可达最高温度 /℃
碳化焰因乙炔没有完全燃烧,易使钢材碳化,特别对熔化的钢材有加入碳质的作用,此火焰在矫正时应尽量避免使用。
对于加热深度小于5 mm,需要较快的加热速度,这时用氧化焰进行矫正。
对于加热深度小于5 mm,需要较慢的加热速度,这时用中性焰进行矫正;风电塔架筒体钢板板厚均在10 mm以上,在法兰平面度矫正时,为达到加热冷却收缩目的,选择使用中性火焰。
(3) 矫正加热温度及冷却方式
火焰矫正按加热温度可分为低温矫正、中温矫正、高温矫正三种,三种矫正温度可如表2所列。

表2 火焰矫正加热温度及冷却方式表
火焰矫正时加热温度越高,越容易引起金属变脆、影响冲击韧性,而且冷却速度越快,金属冲击韧性越差。风电塔架筒体使用的钢板都是Q345材质钢板,而且要求材料低温冲击值不得小于27 J(-20 ℃时为34J,-40 ℃时为27 J),所以塔架法兰平面度矫正火焰加热应采用低温矫正,并采用空气冷却方式,严禁使用水冷却[4]。
2 塔架法兰平面度火焰矫正
风电塔架法兰平面度矫正,采用线状(带状)加热方式,但加热位置、加热范围、筒体板厚、加热顺序、环境温度等因素,均对法兰平面度矫正效果有着一定的影响,现将常用的二种火焰矫正方式进行比较,总结出更加快速高效的矫正方法。
2.1 直线式加热矫正法
(1) 火焰加热位置及温度如图1所示。
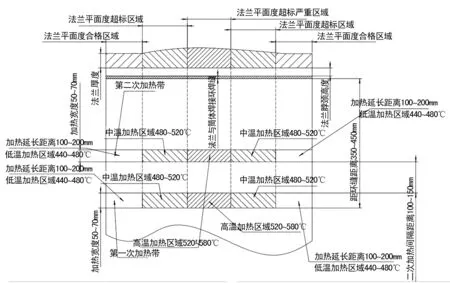
图1 火焰加热位置及温度
根据塔架法兰平面度检测数据,沿筒体展开长度方向直线加热,第1次加热位置距法兰与筒节相接环焊缝350~450 mm,加热宽度50~70 mm,法兰平面度超标严重区域加热温度为520~580 ℃,法兰平面度超标区域加热温度为480~520 ℃,为保证法兰平面度光滑过渡,适当延长加热带长度,加热带延长至法兰平面度合格区域,法兰平面度合格区域加热温度为440~480 ℃,延长长度为100~200 mm。
如果1次加热未达到矫正效果,则需要做第2次加热,与第1次加热区域间隔100~150 mm,其加热温度应略高于前次,否则也无效果,热矫正的加热次数与升温呈正比,每重复1次要提高1次温度才有成效,而钢材加热的高温,可使材料性能变脆,影响使用性能,所以加热矫正不得超过二次。
(2) 实际加热矫正效果如表3所列(以远景塔架项目为例)。
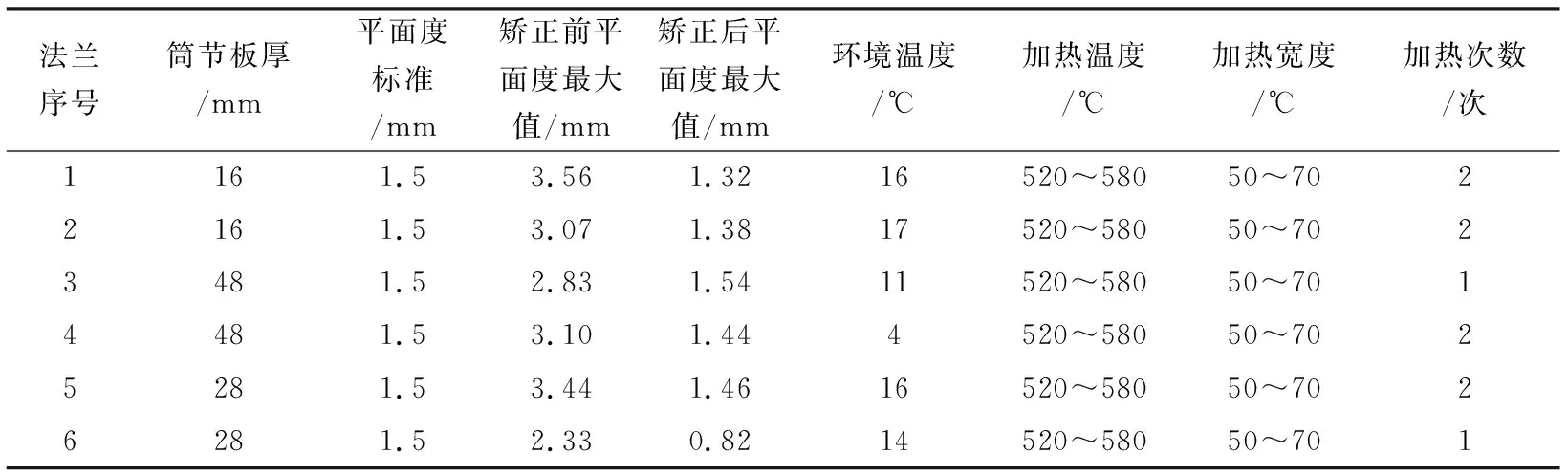
表3 直线加热实际操作检验表
采用相同的加热宽度,较高的加热温度(低温矫正中的高温520~580 ℃),1次加热可使钢材收缩近1 mm,通过二次加热,可达到火焰矫正效果,满足塔架法兰平面度要求。
2.2 鱼状式加热矫正法
(1) 火焰加热位置及温度如图2所示。
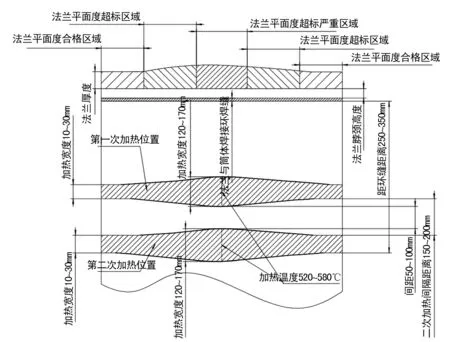
图2 火焰加热位置及温度
根据塔架法兰平面度检测数据,沿筒体展开长度方向鱼状形加热,第1次加热位置距法兰与筒节相接环焊缝100~150 mm,加热宽度呈鱼状,法兰平面度超标严重的位置宽度为120~170 mm,向两边光滑过渡,延长到法兰平面度合格为,宽度为10~30 mm,加热带加热温度为520~580 ℃。
如果一次加热未达到矫正效果,则需要做第2次加热,与第1次加热区域间隔50~100 mm,其加热温度应略高于前次,为保证材料性能,加热矫正不得超过两次。
(2) 实际加热矫正效果如表4所列(以三一塔架项目为例)。
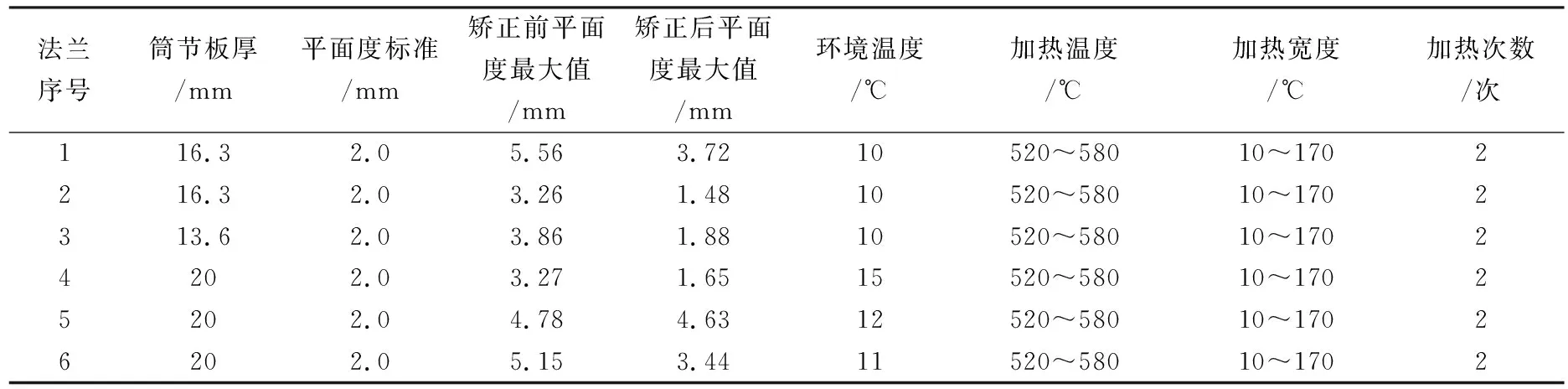
表4 鱼状加热实际操作检验表
采用鱼状形加热宽度,较高的加热温度(低温矫正中的高温520~580 ℃),一次加热可使钢材收缩近1 mm,但由于部分法兰平面度超标严重(达3.5 mm以上),采用两次加热,两次与一次加热区域距离较近,一次加热为近法兰位置,两次加热远离法兰,两次收缩量有部分抵消,法兰平面度矫正效果不佳,对超标严重的法兰环焊缝需进行刨开重新焊接,不能取到火焰矫正效果。
2.3 风电法兰平面度火焰加热矫正法
(1) 火焰加热位置及温度如图3所示。
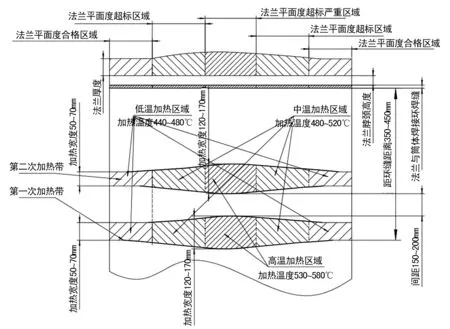
图3 火焰加热位置及温度
(2) 根据塔架法兰平面度检测数据,沿筒体展开长度方向采用鱼状形加热,第1次加热位置距法兰与筒节相接环焊缝350~450 mm,加热宽度在平面度超标严重区域为120~170 mm,逐渐向两边光滑过渡,适当延长加热带长度,加热带延长至法兰平面度合格区域,法兰平面度合格区域延长带加热宽度为50~70 mm,延长带长度为100~200 mm;法兰平面度超标严重区域加热温度为520~580 ℃,法兰平面度超标区域加热温度为480~520 ℃,法兰平面度合格区域加热温度为440~480 ℃。
(3) 如果1次加热未达到矫正效果,则需要做第2次加热,与第1次加热区域间隔100~150 mm,由远离法兰连接环缝向近法兰环缝依次加热,加热温度略高于第1次,加热矫正不得超过两次。
(4) 由于塔架法兰平面度冷却采用空气冷却,环境温度决定了冷却速度,冷却速度越快,钢材收缩量越大,而加热温度越高,钢材收缩量也越大,故而,塔架法兰平面度火焰矫正时,要根据环境温度变化,适当调整加热温度,控制钢材收缩量,达到理想的矫正效果。
通过二种加热方法的结合,此种矫正方法,即解决了加热宽度不能保证钢材收缩量的问题,又解决了两次加热收缩相互抵消的麻烦,可提高风电法兰火焰矫正效率和矫正效果,满足塔架技术规范要求。
3 结 语
风力塔架法兰焊接时需要控制三个指标:法兰平面度、法兰角变形(即内倾量)、法兰椭圆度,在焊接过程中采取相应的工艺措施,保证这三个指标符合工艺技术要求。通过总结多年塔架法兰平面度火焰矫正的基础上,采用合理的火焰矫正方法,根据钢板板厚,有效控制火焰矫正温度,选择适当加热位置、加热顺序,解决塔架法兰平面度超标矫正问题。对提高风电法兰火焰矫正效率和矫正效果具有实际指导意义。
