侧壁开孔管电极加工时电极端部偏移量仿真研究*
2020-11-18黄绍服李帅杰
黄绍服,李帅杰
(1.安徽理工大学 机械工程学院,安徽 淮南 232001; 2.江苏省精密与微细制造技术重点实验室,江苏 南京 210016)
0 引 言
弯曲孔结构在航空航天、精密仪器及模具制造领域有着广泛的应用,例如在注塑模具及压铸模具的冷却系统设计过程中,若冷却液通道可以根据模具型腔随形分布,使其可以快速充分冷却,从而保证腔体和芯体内部的温度均匀,在注塑和压铸过程中可以更有效地进行模具的温度控制,并有效提高产品的质量和生产效率;另外,在涡轮增压器中,流道转弯处的设计及加工质量直接影响到高速转子运转的速率及热能动力转化的效率[1]。
伴随着难加工材料及复杂型面加工而逐步发展成熟起来的电火花加工技术(EDM),已经成为制造技术中不可缺少的加工手段之一[2]。日本东京大学的Fukui等人[3]于1989年开发出了一种外拉线式曲线孔电火花加工方法。2000年,贾宝贤等人[4]以形状记忆合金弹簧为原材料,模仿蚯蚓的蠕动和变形的原理,开发出了利用电火花加工弯曲孔的加工装置。2004年,Uchiyama等人[5]使用球形电极采用两种方法进行弯孔加工,其中的一种方法是将球形电极分成若干部分,通过控制不同部分通电或断电来选择不同的加工位置,从而实现孔中心线的弯曲;另一种方法是通过旋转球形电极来实现所加工孔的弯曲转向,以实现弯孔的加工。
笔者通过建立侧壁开孔管电极内冲液物理模型及流固耦合数值仿真模型,综合考虑工作液进口压力、电极悬长及侧壁开孔直径等参数,采用正交试验和极差分析方法,研究各参数对电极端部偏移量影响程度规律。
1 弯曲孔管电极电火花加工方法及仿真建模
1.1 弯曲孔管电极电火花加工方法
加工时,将侧壁开孔管电极夹持端夹持在相应的电加工设备上,带有一定压力的工作液从侧壁开孔管电极夹持端进口流入,再从加工端孔口喷出,同时加工端侧壁上的孔也将有部分工作液喷出,根据流体力学原理,管电极相应部位将会受到一个反作用力,使管电极端部发生偏移产生弯曲变形,从而实现弯曲孔电加工,侧壁开孔管电极加工弯曲孔示意图如图1所示,电极悬长L、侧孔直径D、端部偏移量d。
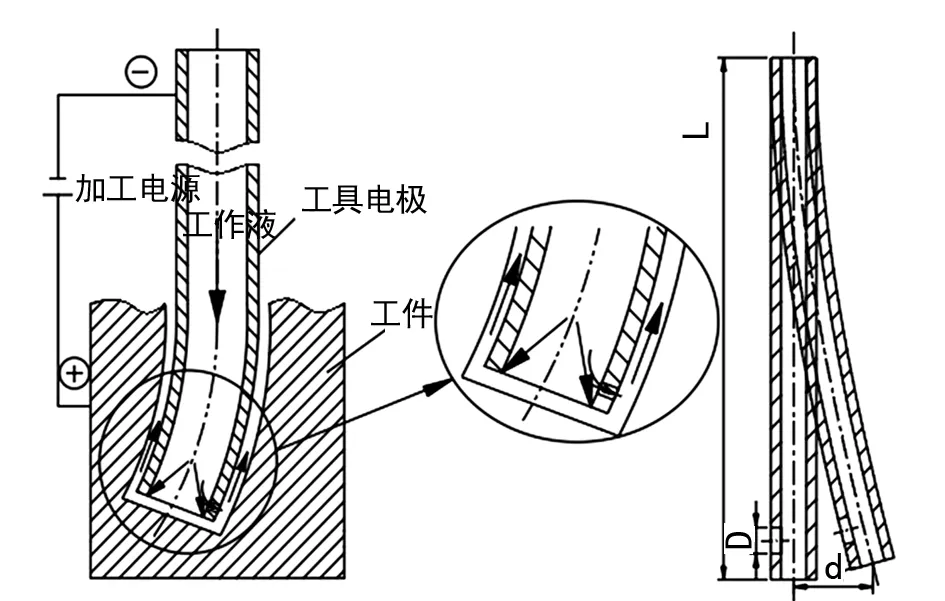
图1 侧壁开孔管电极加工弯曲孔示意图
1.2 仿真建模
根据流体动力学原理,侧壁开孔管电极与工作液流体两者间存在复杂的耦合作用。鉴于单向流固耦合中的弱耦合方式更易于收敛并且满足物理模型仿真的要求,故采用单向流固耦合求解方式,依次进行流场计算和结构力学计算[6]。
划分网格时,严格使用四边形网格控制,运用高级曲率函数求解,并采用整体划分、分离求解的方法使流场计算与结构力学计算网格交互面节点100%重合,实现流固耦合面数据完全传递。侧壁开孔管电极固体模型及局部网格划分如图2所示。工作液流体域模型及局部网格截面如图3所示。
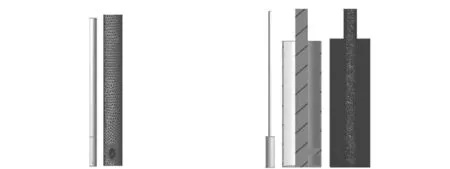
图2 侧壁开孔管电极模型及局部网格
1.3 仿真模型边界条件及仿真参数设定
侧壁开孔管电极电火花加工过程中工作液的各个边界与工件接触的形式如图4所示。与工件相接触的表面(包括孔内表面和孔底面)设定其边界条件为墙(wall);与侧壁开孔管电极相接触的表面(包括管电极内表面、侧壁孔内表面和浸入工作液的部分侧壁开孔管电极外表面)设定其边界条件为流固耦合交界面;定义大气压力作用在放电间隙出口。
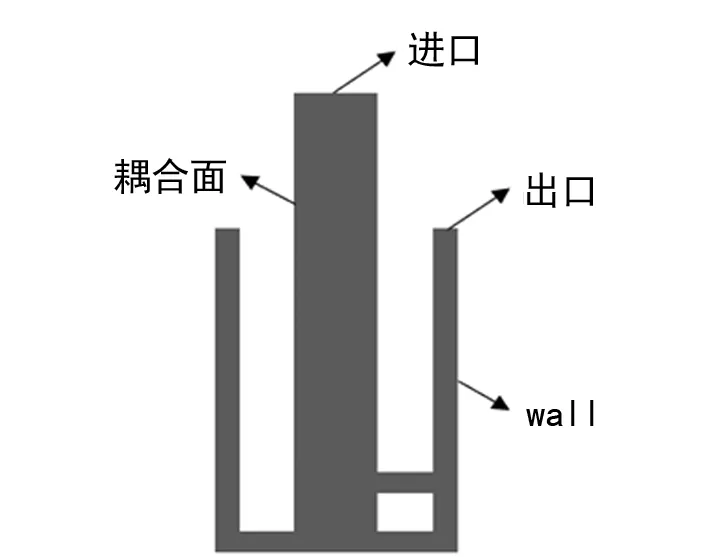
图4 侧壁开孔管电极边界条件示意图
模型相关参数为:工作液为自来水、侧壁开孔管电极材料为黄铜、电极内径为φ0.35 mm、电极外径为φ1.0 mm,管电极材料物理参数如表1所列,加工间隙与侧面间隙均设置为0.04 mm。
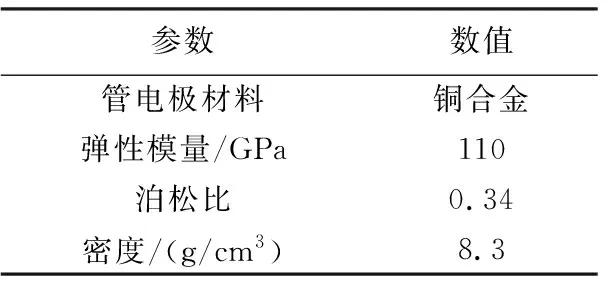
表1 固体域几何模型参数设置
2 正交试验与结果分析
2.1 正交试验
本文考察3种参数对指标的影响,故有3种因子,其因子水平数3,选用L9(33)正交表,正交试验因素、水平及结果如表2、3所列。

表2 正交试验因素与水平
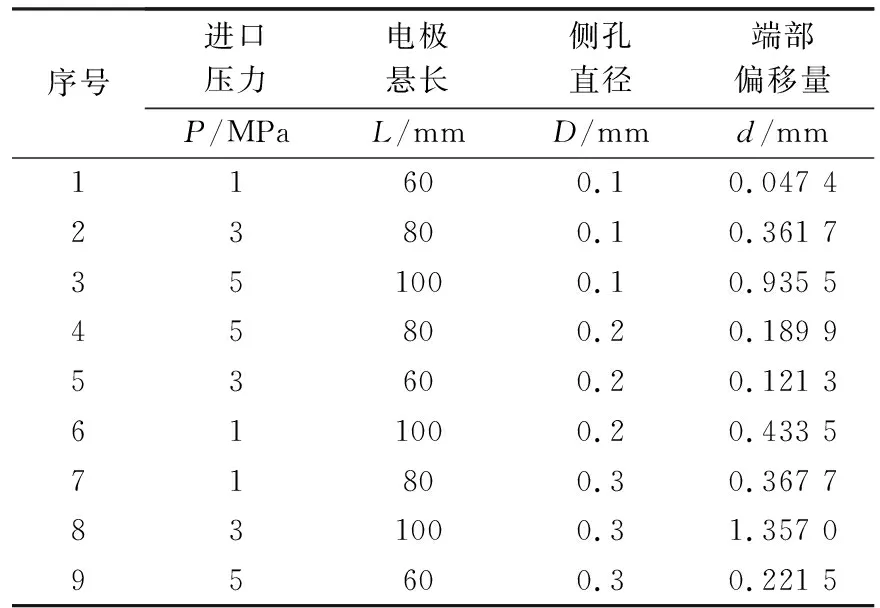
表3 正交实验表及考察指标
根据正交试验表,建立了九种不同参数的侧壁开孔管电极模型,并分别对其进行了单向流固耦合仿真试验,九组试验分别对应的侧壁开孔管电极形变图如图5所示。
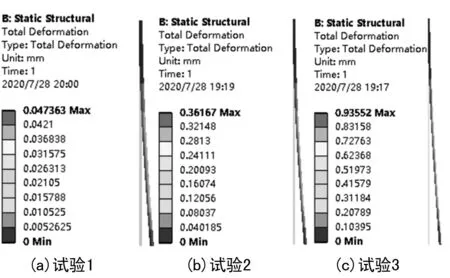
图5 侧壁开孔管电极形变图
2.2 结果分析
根据上述正交试验得出的结果,采用极差分析法对其进行分析,从而得出各参数对考察指标影响程度的排序、最优试验条件等信息。各参数对侧壁开孔管电极端部偏移量影响的极差计算结果如表4所列。
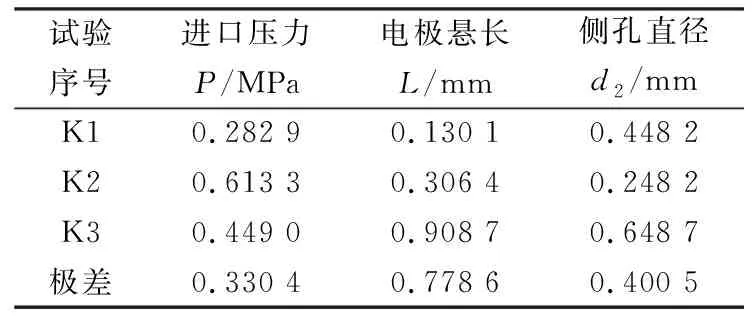
表4 各因素对电极端部偏移量的极差计算表
3 结 论
采用正交试验分析方法,对各模型进行了流固耦合仿真研究,并采用极差分析方法对仿真试验结果进行分析,为后续采用侧壁开孔管电极电火花加工弯曲孔试验提供了理论依据,得出结论如下:
(1) 在流体作用下,端部侧壁开孔管电极会发生端部偏移。
(2) 随侧壁开孔管电极进口压力增大、电极悬长增大及侧壁开孔直径增大,电极端部偏移出现不同程度的增大。
(3) 在一定参数范围内,各参数对侧壁开孔管电极的端部偏移影响程度排序如下:电极悬长>侧孔直径>进口压力。
