乘用车试制车间焊装线的规划设计
2020-11-16张剡邢晓威
张剡 邢晓威

摘 要:以总结出各种生产纲领的乘用车试制车间焊装线规划设计方法为目标,完成了年生产纲领分别为200~500辆、500~2000辆、2000辆以上三个档次的乘用车试制焊装线的规划设计模式的优缺点对比总结,针对不同的业主需求,采用不同的规划设计模式,利用这套规划设计方法我公司已经完成国内多个整车厂研发中心试制车间施工图的设计,取得了良好的经济效益。
关键词:自适应;转台;滑台;机器人抓手
0 前言
本文归纳总结了不同生产纲领的乘用车试制车间焊装线的规划设计模式,完成了简易焊装线、半自动焊装线、自动柔性焊装线三种模式的对比总结,罗列了各种模式包含的工艺内容。
1 试制焊装工艺概述
传统乘用车白车身焊接工艺有电阻点焊、气体保护焊、螺柱焊、凸焊、钎焊等,部分车型采用了激光焊和阿普拉斯焊等新焊接工艺。新能源车白车身因为要减重,大量采用了铝材、高强钢、碳纤维等新材料,业界开发了铝点焊、铝螺柱焊、SPR自冲铆、FDS、CLINCH铆接、胶接等新型连接工艺,目前这些新工艺已经在各个主机厂得到大批量应用。
2 焊接工段白车身主要工艺流程
分总成焊接侧围地板等大总成焊接车身总拼四门两盖装配调试白车身下线。
3 三种模式对比分析
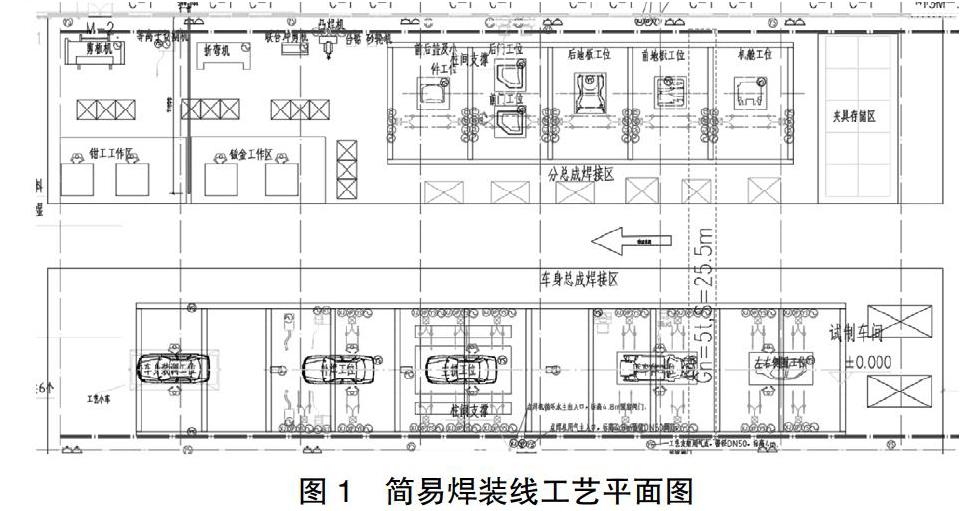
(1)模式1:简易焊装线:焊装工段仅完成发动机仓、前后地板、侧围、门盖、车身等大总成的焊接,其他分总成外协配套。焊接方式为人工焊接,生产线上方布置工艺钢结构,点焊枪、二次侧的水电气管线、风扇、照明等设备设施安装在工艺钢构上。点焊采用带自适应系统的中频悬挂式点焊机进行总成焊接,每个点焊控制箱配置2套(水电气)管包线,在管包线末端与焊枪连接处配置焊枪快换接盘以方便不同类型、不同尺寸的点焊枪快速切换,充分发挥焊装线的柔性,正常情况下白车身焊点采用20种不同类型、不同喉深的焊枪即可满足要求,个别无法焊接的焊点可以采用弧焊工艺代替焊接。地面布置夹具及料框,夹具可以采用带万向脚轮的形式,方便推进推出以切换生产不同车型,因为生产节拍很慢,夹具多采用手动夹紧器,侧围、地板、及车身总成等大型夹具的基板一般为矩阵孔基板,切换车型时可以重复利用,以节省设备投资。下图为某厂试制车间简易焊装线工艺平面图。
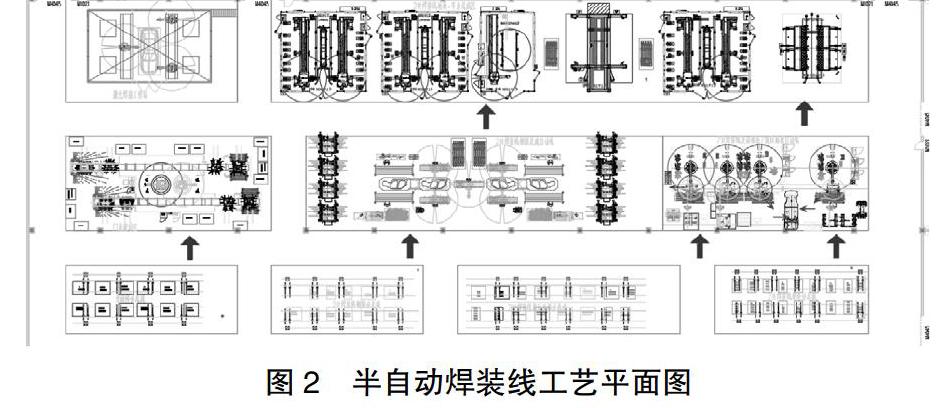
(2)模式2。半自动焊装线:焊装工段小分总成及发动机仓、前后地板、侧围、门盖等大总成为人工手动焊接,地板总成、车身总成采用机器人自动焊接。下图为某厂试制车间半自动焊装线工艺平面图,整体工艺流向为从下到上,依次为分总成手动焊接区,大总成手动焊接区,地板及车身总成自动焊接区,工位布置形式为抽屉岛式布局。分总成线为手动线,分总成夹具自带脚轮,使用时推入工位,切换时推出工位,焊接方式为人工焊接,悬挂点焊枪及其附属设施吊挂在地面立柱或屋架吊挂的钢结构上。发动机仓线及前后地板为自动线,因为试制车间生产节拍较低,仅单侧布置机器人焊接,具体工艺流程为人工装左侧件→转台旋转180度人工装右侧件→机器人焊接→焊接完成后利用电葫芦+吊具人工抓件至AGV。左右侧围线为柔性自动线,具体工艺流程为第一工位人工装件→滑台滑入第二工位R1/R2/R3/R4机器人焊接→R5机器人抓件放入成品精定位料框。左右侧围线换产方式为人工切换,切换时空夹具推车接驳焊装线导出旧夹具后推至夹具存储区存储,装载新夹具的推车再次接驳焊装线导入新夹具。地板线及车身总成线为半自动线,点定工位为手动工位,补焊及螺柱焊工位为机器人自动焊接,布局方式为抽屉式布置,地板及车身总成工位间工件周转方式为AGV+定位托盘,利用AGV把不同车型定位托盘推进推出。
(3)模式3:柔性焊装线:焊装工段小分总成为人工手动焊接,各个大总成及车身总成全部采用机器人焊接,產线具备多种车型柔性生产的能力。下图为某厂试制车间柔性焊装线工艺平面图,发动机仓、前后地板总成采用机器人自动焊接,工位布置形式为单元式布局,七轴机器人居中布置,两侧布置夹具、焊枪及上下料口,夹具切换方式为人工切换;左右侧围总成采用机器人自动焊接,工位布置形式为单元式布局,七轴机器人居中布置,两侧布置夹具、焊枪及上下料口,工位间工件周转方式为机器人抓手,夹具切换方式为人工切换;车身总拼及后续补焊采用机器人自动焊接,下车身定位采用AGV+定位托盘,上车身定位可以采用机器人抓手,各种车型的机器人抓手存放在点定工位周边,具备多种车型柔性生产的能力。
(4)以上仅列出了3种具有代表性的试制焊装线规划布置方式,在具体设计试制车间焊装线方案时要结合业主的具体需求展开设计。目前国内整车厂试制焊装线三种模式的对比分析详见以下附表1。
4 结论
通过三种模式的对比分析可以得出以下结论:模式1功能单一,但设备投资少;模式2功能比较齐全、设备投资适中;模式3功能最全,但投资较大,如果试制产能不足,设备利用率低下,模式3比较适合专业的整车试制公司或新产品更替速度快试制任务繁重的整车厂。目前汽车市场竞争激烈,新车型的推出速度越来越快,频率越来越高,试制车间焊装工段项目众多,任务繁重,经常多个项目并行推进,如某厂年样车试制项目达到40个左右,每年试制样车2000台左右,在这种情况下也可以采用几种模式的焊装线兼而有之的方式。
作者简介:张剡(1978-),男,内蒙古巴彦淖尔人,本科,学士,高级工程师,研究方向:焊接专业。
