转杯纺竹节纱成形新方法与成纱特征
2020-11-10杨瑞华李季晗
杨瑞华, 潘 博, 陈 可, 李季晗
(江南大学 生态纺织教育部重点实验室,江苏 无锡 214122)
随着经济的发展和人们生活质量的提高,消费者在追求面料舒适的同时对面料多元化的需求也进一步提升,种类繁多的花式纱线应运而生。花式纱线是指在纺纱和制线过程中采用特种原料、特种设备或特种工艺对纤维或纱线进行加工,得到具有特殊结构和外观效应的一类纱线[1-3]。
竹节纱作为花式纱线的一种,已应用于各类面料中。转杯纺竹节纱没有弱捻区,纱线强度大,不易断头,生产效率高[4-6]。 现有转杯纺生产竹节纱主要包括两种形式[7-8]:①在纺杯滑移面上开沟槽;②在纺杯中设置阻尼点。采用沟槽形成竹节时,由于纺杯自身条件的限制,沟槽不能开得过深,故竹节倍率受到制约[9-11];采用阻尼点可以生产竹节长度较短的竹节纱,但是竹节形态取决于阻尼物的大小和间距,一种类型的带阻尼转杯只能纺一种规格的竹节纱,同时其竹节长度只能小于或等于转杯周长,竹节形式受到限制[12-13]。此外,在纺杯上开沟槽或设置阻尼都会破坏纺杯的动平衡,缩短纺纱机的使用寿命[14]。
文中提出一种通过多个喂入罗拉组合并可灵活在线改变喂棉罗拉速度的多通道转杯生产竹节纱的新方法[15-17],并分析竹节纱外观特点和成纱性能。
1 材料与方法
1.1 原料与设备
1.1.1原料 长绒棉制成的红色和蓝色粗纱(线密度:0.47 g/m),浙江常山纺织有限公司生产。
1.1.2设备 数码纱线机小样机(转杯直径:60 mm),自制;YG020B电子单纱强力机和YG133B/PRO-H条干均匀度测试仪,均由常州第一纺织设备有限公司制造。
1.2 方法
1.2.1多通道转杯纺竹节纱的纺制 以45 tex、红蓝混色比例=9∶1的纱线为基纱,分别纺制不同竹节间距(D)、竹节倍率(k)、竹节长度(l)的竹节纱。通过增加蓝色棉纤维喂入量的方法纺制彩节纱,使得竹节纱的基纱、过渡段和粗节的辨别更加清晰。设置竹节间距(D)等于不同倍数的转杯周长(C);红色棉纤维喂棉时间为t1,喂棉罗拉速度为v1;蓝色棉纤维喂棉时间为t2,喂棉罗拉速度为v2。取不同竹节间距(D)与竹节倍率(k),对应的喂棉罗拉速度与喂棉时间关系分别见表1、表2和表3。
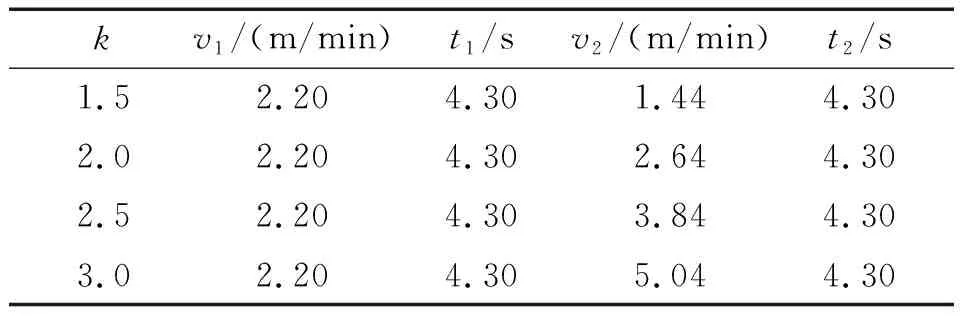
表1 D=2.0C时的纺纱工艺参数Tab.1 Spinning parameters at D=2.0C
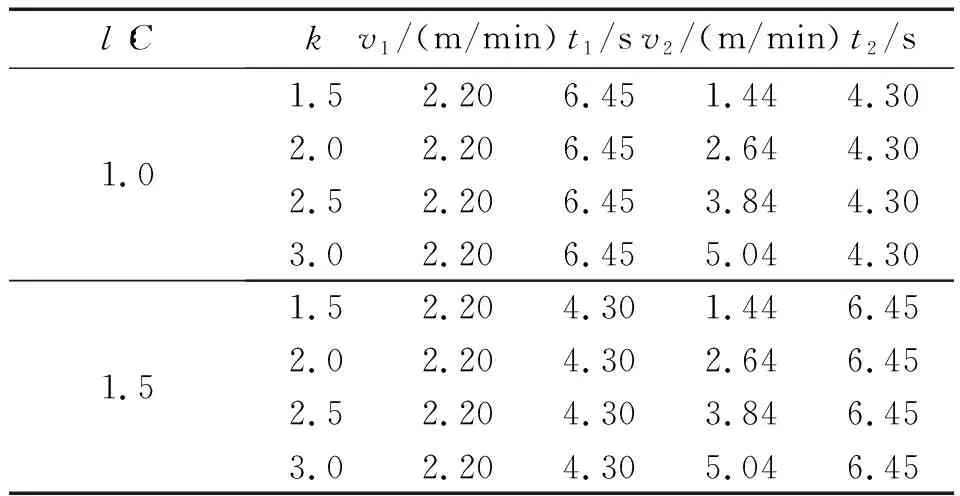
表2 D=2.5C时的纺纱工艺参数Tab.2 Spinning parameters at D=2.5C

表3 D=3.0C时的纺纱工艺参数Tab.3 Spinning parameters at D=3.0C
1.2.2纱线强力测试 根据GB/T 3916—1997《纺织品卷装纱单根纱线断裂强力和断裂伸长率的测定》测试纱线强力。在标准温度和湿度条件下,取24个试样的10段纱线进行单纱强力测试,记录数据计算平均值;再分别取24个试样的竹节部分和基纱部分各10段进行单纱强力测试,记录数据计算平均值。

2 结果与讨论
2.1 不同参数竹节纱的纺制效果
当D=2.0C,k分别为1.5,2.0,2.5和3.0时,纺制的纱线如图1所示。

图1 D=2.0C时不同竹节倍率纱线Fig.1 Yarns with different slub ratios under the condition of D=2.0C
当D=2.5C,l=C,k分别为1.5,2.0,2.5和3.0时,纺制的纱线如图2所示。

图2 D=2.5C,l=C时不同竹节倍率纱线Fig.2 Yarns with different slub ratios under the condi-tion of D=2.5C,l=C
当D=2.5C,l=1.5C,k分别为1.5,2.0,2.5和3.0时,纺制的纱线如图3所示。

图3 D=2.5C,l=1.5C时不同竹节倍率纱线Fig.3 Yarns with different slub ratios under the condi-tion of D=2.5C,l=1.5C
D=3.0C,l=C,k分别为1.5,2.0,2.5和3.0时,纺制的纱线如图4所示。

图4 D=3.0C,l=C时不同竹节倍率纱线Fig.4 Yarns with different slub ratios under the condition of D=3.0C,l=C
当D=3.0C,l=1.5C,k分别为1.5,2.0,2.5和3.0时,纺制的纱线如图5所示。
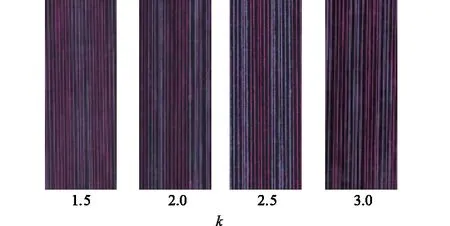
图5 D=3.0C,l=1.5C时不同竹节倍率纱线Fig.5 Yarns with different slub ratios under the condition of D=3.0C, l=1.5C
当D=3.0C,l=2.0C,k分别为1.5,2.0,2.5和3.0时,纺制的纱线如图6所示。
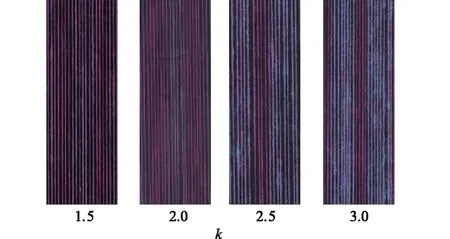
图6 D=3.0C,l=2.0C时不同竹节倍率纱线Fig.6 Yarns with different slub ratios under the condition of D=3.0C,l=2.0C
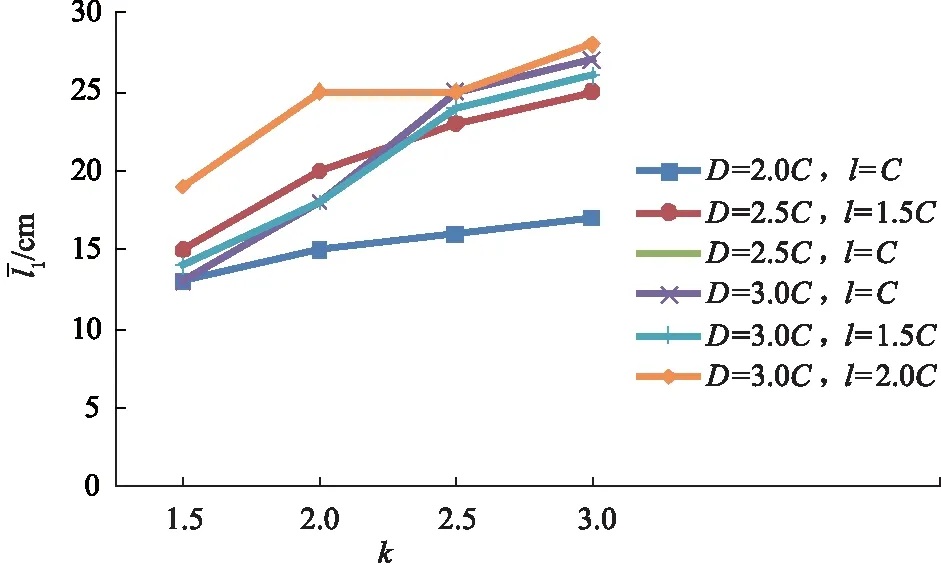
图7 竹节纱过渡段长度平均值Fig.7 Average length of transition section of slub yarn


总体来看,k相同时,l1最小值会出现在D=2.0C,l=C的情况下,即竹节间距和竹节长度越短,过渡段长度越短;竹节间距和竹节长度相同时,竹节倍率越大,过渡段平均长度越大。
2.2 竹节纱的强力分析
不同工艺参数条件下转杯纺竹节纱、基纱和竹节的断裂强力如图8~图10所示。由图8可以看出,转杯纺竹节纱的断裂强力随k增大呈上升趋势,并且上升幅度大致相同。当k分别为基纱的1.5,2.0,2.5,3.0倍时,D=2.0C,l=C的情况下,转杯纺竹节纱断裂强力最小;D=3.0C,l=2.0C时,转杯纺竹节纱断裂强力最大。由图9和图10可以看出,D,l和k对基纱部分的断裂强力影响较小;竹节部分断裂强力基本与D,l无关,而是随着k的增大而增加。
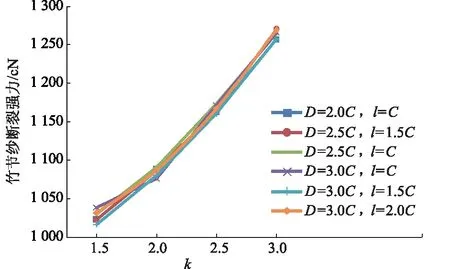
图8 转杯纺竹节纱断裂强力Fig.8 Broking strength of rotor spun slub yarn
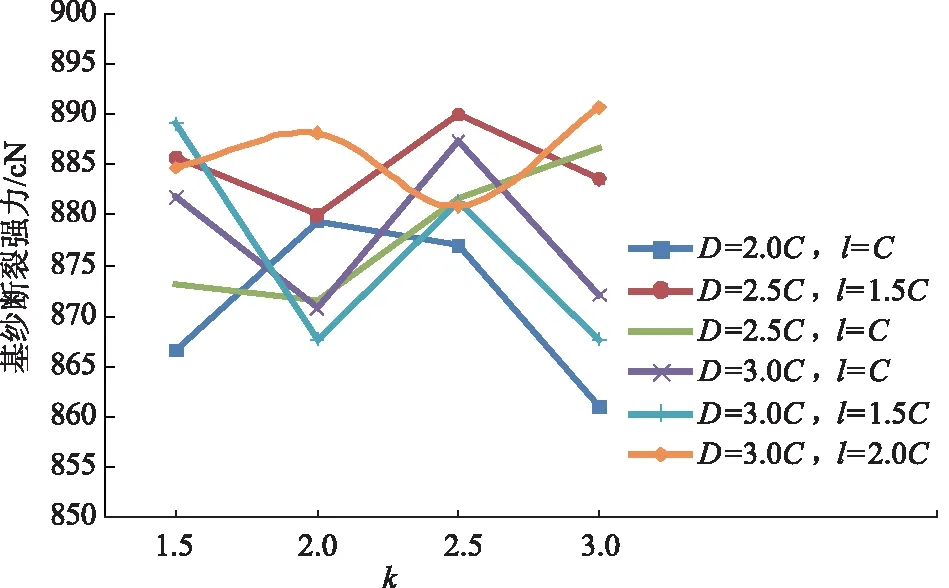
图9 基纱断裂强力Fig.9 Broking strength of base yarn
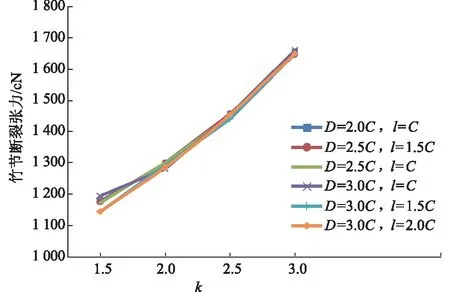
图10 竹节断裂强力Fig.10 Broking strength of slub
3 结 语
通过采用控制器改变多个喂棉罗拉速度的方法,改变喂入棉纤维的质量实现竹节纱的生产。采用红色和蓝色粗纱棉条,以45 tex、红蓝混色比例=9∶1的纱线为基纱,竹节倍率分别是基纱的1.5,2.0,2.5,3.0倍,竹节间距分别是转杯直径2.0,2.5,3.0倍,纺制24组不同品种的竹节纱,并进行性能测试,得出如下结论:
1)竹节间距和竹节长度相同时,竹节倍率越大,转杯纺竹节纱断裂强力越大;
2)竹节间距和竹节倍率相同时,竹节长度越长,转杯纺竹节纱断裂强力越大;
3)而竹节长度和竹节倍率相同时,转杯纺竹节纱断裂强力则和节距关联性较低;
4)通过竹节纱过渡段的测量来看,竹节间距和竹节长度越短,过渡段长度越短。
