大尺寸薄壁Inconel 718环件粉末热等静压近净成形*
2020-11-03崔潇潇崔玉友孙文儒
吴 杰,徐 磊,崔潇潇,崔玉友,孙文儒,杨 锐
(中国科学院金属研究所钛合金研究部,沈阳 110016)
Inconel 718 合金,是以体心四方γ"(Ni3Nb)为主要强化相和面心立方γ′(Ni3(Ti, Al))为次要强化相的沉淀强化镍基高温合金[1–4]。Inconel 718合金在–253~650℃温度范围内具有良好的综合力学性能;在650℃时具有强度高、抗疲劳、抗辐射、抗氧化、耐腐蚀、热加工性能和焊接性能好的特点,在航空、航天、核能和石油工业中得到了极为广泛的应用。Inconel 718 合金的另一特点是显微组织和综合力学性能对热响应敏感,通过掌握合金中相溶解和析出规律及组织与性能之间的关系,设计不同的成形工艺,满足不同服役环境对材料的综合性能需求[5–9]。
大尺寸薄壁Inconel 718 环件目前主要采用精密铸造或塑性成形+机加工的成形工艺,精密铸造存在合金成分偏析、缩孔、缩松和冷隔等铸造缺陷;锻件+机加工存在锻件各处显微组织不均匀、锻件各处性能不一致且存在性能散差、材料利用率低
等问题。粉末冶金近净成形又称“粉末铸造”,在欧美等发达国家被称为精密铸造的升级版,能够彻底解决精密铸造以及锻件+机加工的诸多难题[10–14]。在粉末高温合金研究和生产领域,俄罗斯与美国同时开展研究工作。美国普遍采用氩气雾化(AA)制粉+热等静压+热变形工艺流程制备粉末高温合金复杂部件;俄罗斯普遍采用等离子旋转电极工艺(PREP)制粉+直接热等静压工艺流程制备粉末高温合金复杂部件[15–18]。本文旨在采用氩气雾化制粉+直接热等静压近净成形工艺方法,成形出尺寸和表面质量满足加工要求、综合力学性能接近锻件水平的粉末制件,解决大尺寸薄壁Inconel 718 环件毛坯成形问题。
试验及方法
采用无坩埚感应熔炼超声气体雾化法(Electrode induction melting gas atomization, EIGA)制备了Inconel 718 预合金粉末。Inconel 718 粉末合金的制备方法为[19–20]:在大气环境中将粉体尺寸在106μm 以下的Inconel 718 预合金粉末填入圆柱形低碳钢包套内,经过振实、点焊、真空脱气、封焊和热等静压等过程得到热等静压坯料,采用的设备为安泰科技公司涿州新材料分公司的RD(Z)–1–850 型热等静压炉,热等静压制度为:随炉升至1220~1260 ℃,压力大于120MPa,保温时间0.5~2h;然后随炉冷至1090~1130℃,压力大于120MPa,保温2~6h,炉冷。固溶热处理条件为(955±20)℃保温1~4h,氩气冷却,或炉冷降到室温的时间不少于1h。时效热处理条件为(720±10)℃保温8h,然后随炉冷到(620±10)℃保温8h,氩气冷却或炉冷,降到室温的时间不少于1h。在Shimadzu 型拉伸试验机上进行室温拉伸及高温拉伸性能试验,拉伸试样标距长度为25mm,直径为5mm。在SANS–GWT105 型高温蠕变持久试验机上进行高温持久性能测试,试验温度为650℃,应力为725MPa。粉末合金拉伸及持久性能试样的形状及尺寸如图1 所示。
结果与讨论
1 Inconel 718 预合金粉末的表征
本文采用无坩埚感应熔炼超声气体雾化法[4,12,18]制备Inconel 718预合金粉末。EIGA 法一般采用高压惰性气体(通常为氩气或者氦气)作为介质对高温合金熔滴进行破碎,因此在粉末制备过程中,部分金属熔滴可能包裹环境中的惰性气体,凝固后形成空心粉。另外金属熔滴在沉降的过程中,小熔滴和较大熔滴优先凝固,并可能会黏附于大熔滴表面,最终形成卫星球,如图2(a)和(b)所示。相关研究结果表明[18],EIGA 法可以制备广粒度分布的预合金粉末,典型的粉末粒度分布为5~250μm。由图2(b)可知,EIGA 粉末表面均由胞晶和树枝晶组成,根据粉末凝固组织中枝晶间距和冷却速率的关系可以估算,EIGA 粉末的凝固速率快,约为103~105K/s。相关研究结果表明[12,18],EIGA 法制备的预合金粉末均属于快速凝固粉末,化学成分均匀,通常不存在成分偏析。
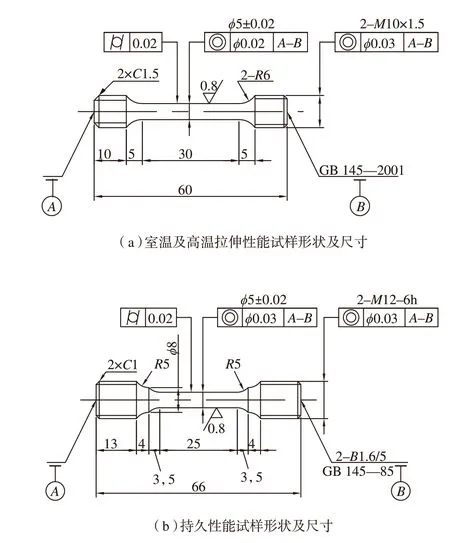
图1 粉末合金拉伸及持久性能试样的形状及尺寸Fig.1 Schematic of specimens of powder metallurgy alloys for tensile tests and rupture lifetime tests at 650℃/725MPa
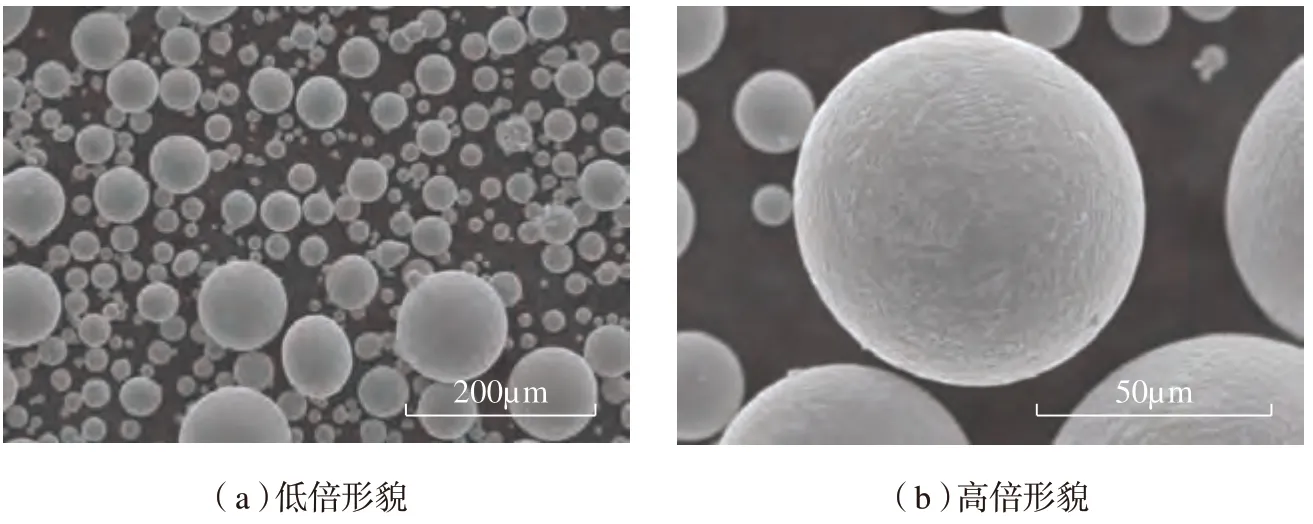
图2 Inconel 718预合金粉末的表征Fig.2 Characterization of Inconel 718 pre–alloyed powder
2 大尺寸薄壁Inconel 718 环件热等静压工艺
2.1 大尺寸薄壁Inconel 718环件设计
图3 为大尺寸薄壁Inconel 718环件设计图。环形件直径630mm,高度140mm,壁厚2.5mm,大面积薄壁区域使环件精确控制尺寸的难度增加。大尺寸薄壁Inconel 718 环件尺寸精度控制难度大,可能的原因有:(1)高温合金粉末高温强度与模具材料不一致造成包套材料/粉体材料协调变形能力差,造成尺寸超差;(2)目标零件并非完全意义上的对称结构,热等静压过程中粉末构件各部位收缩不一致,造成尺寸超差;(3)目标零件存在着形状及尺寸不一致的凸台和空腔结构,这些机构均会造成粉末构件的不均匀致密化,造成尺寸超差。在研制的过程中可采用优化模具设计、有限元数值模拟与增加热等静压工装的办法,实现控形控性一体化控制,缩短试验周期,实现工程应用。
2.2 大尺寸薄壁Inconel 718环件热等静压工艺流程
采用包套热等静压近净成形工艺制备高温合金及制件,得到的粉末坯料孔隙缺陷少、致密度高、显微组织均匀、力学性能一致性好。包套是粉末合金热等静压成形必备的容器,常用的包套材料有低碳钢、高温合金和陶瓷等,包套对粉体材料起容纳变形的作用,包套直接影响粉末热等静压制品的表面粗糙度、冶金质量和外形尺寸[21–22]。在进行高温合金粉末热等静压致密化时,热等静压致密化参数(保温时间、保温温度、保压压力、升温速率、降温速率等)和包套特征尺寸等工艺参数的变化均会造成粉末高温合金致密化程度的差异[23–25]。大尺寸薄壁Inconel 718 环件制备工艺流程为:模具设计与制造→Inconel 718 洁净预合金粉末的制备→粉末填充→模具焊接→除气→封装→热等静压致密化→外包套/内部型芯去除→退火→粉末合金及制件,主要工艺路线如图4 所示。

图3 大尺寸薄壁Inconel 718环件设计图Fig.3 Large thin–wall cylindrical structure of Inconel 718 ring
2.3 大尺寸薄壁Inconel 718环件有限元模拟分析
基于连续介质模型的有限元方法进行热等静压的数值模拟,采用ABAQUS 软件里自带的多孔金属模型,对Inconel 718 粉末压坯的热等静压致密化过程进行模拟,该零件为轴对称回转体,为减少计算工作量,提高计算效率,建二维轴对称网格模型,模型示意图如图5 所示。采用CAX4RT 单元,高温合金的网格大小1mm,网格数量为1130 个,包套网格大小1~2mm,网格数量4201 个。

图4 大尺寸薄壁Inconel 718环件工艺流程图Fig.4 Near net shape flowchart of large thin–wall cylindrical structure of Inconel 718 ring
在热等静压过程中,其不同时间段的相对密度变化情况如图6 所示。热等静压0s 时,相对密度为0.67,即为松装密度。热等静压6795s 时,温度和压力均未达到设定的最大值,此时,局部密度已经开始发生变化,零件外形也随着包套发生了一定的形变,侧壁相对密度略微高于上下端面,这是由于上下端面模具壁厚较厚,对热等静压压力屏蔽作用更为显著。热等静压7992s 时,已达到热等静压保温保压状态,此时零件大多位置的相对密度达到了0.95 以上,零件不同位置相对密度仍然存在差异。热等静压10007s 时,零件各处相对密度趋于一致,零件整体相对密度基本达到0.98 以上,在那些局部不易致密的位置几乎能获得全致密,说明该包套结构经3h 热等静压处理后完全能获得几乎全致密零件,保证零件具有良好的力学性能。
3 Inconel 718 粉末合金力学性能
表1 给出了Inconel 718 粉末合金固溶时效态的室温拉伸性能及650℃拉伸性能。从表1 可以看出,粉末合金无论是室温拉伸性能还是650 ℃拉伸均全面超越铸造合金接近锻造合金水平,粉末合金650℃/725MPa 持久性能接近锻造合金水平。
4 无损检测
制备的大尺寸薄壁Inconel 718环件如图7(a)所示。环件内部质量采用X 射线检验,按GJB1187A—2001B 级进行,不存在孔洞、夹杂和裂纹等缺陷,X 射线检验结果如图7(b)所示。此外,粉末制件的表面质量采用荧光检验,荧光渗透检验按GJB 2367A—2005 进行,不存在裂纹、未充填满、穿透性缺陷等。粉末制件经目视检查,不存在显著缺陷、飞边、毛刺、模具残留等。

图5 二维轴对称网格模型Fig.5 Finite element meshing of powder blanks
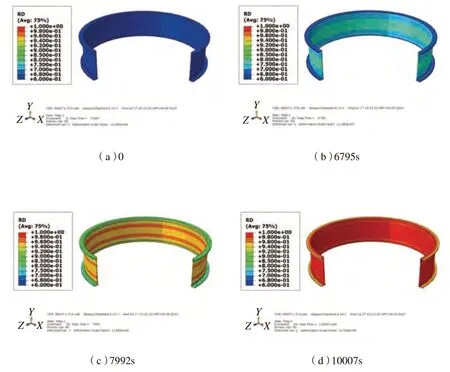
图6 粉末体热等静压过程不同时刻相对密度分布云图Fig.6 Relative density distribution cloud map of powder body during HIP at different time

表1 Inconel 718粉末合金拉伸性能及持久性能Table 1 Tensile and rupture properties at room and elevated temperature of PM Inconel 718 alloys

图7 大尺寸薄壁Inconel 718环件Fig.7 Large thin–wall cylindrical structure of Inconel 718 ring
结论
(1)EIGA 法制备的预合金粉末表面EIGA 粉末表面均由胞晶和树枝晶组成,呈快速凝固特征。
(2)采用EIGA 粉末+热等静压成形可制备显微组织均匀、力学性能一致性好的Inconel 718 粉末合金,合金综合力学性能全面超越目前铸造合金水平接近锻造合金水平。
(3)采用热等静压成形工艺制备出大尺寸薄壁Inconel 718 环件,构件表面光滑,成形精度高。Inconel 718 环件经X 射线及荧光检测,不存在孔洞、夹杂和裂纹等缺陷。
