浅析船舶制造过程中的拼板焊接工艺
2020-10-21李洋

摘 要:船舶焊接变形控制是船舶制造过程中的重要技术难点之一,而拼板焊接在船舶焊接占据了很大比例,如何在拼板过程中控制焊接变形、提高焊接效率已成为国内外造船企业共同的研究课题。基于此,本文主要对船舶拼板焊接过程中的工艺要求及变形控制等进行分析。
关键词:拼板焊接工艺;变形控制;薄板焊接
1 工艺流程:
拼板焊接指分段制作中,将船体各层甲板、平直内外底板、平台板、横纵舱壁等大面积平直钢板预先拼制焊接成型的过程。一般材质、板厚的拼板施工多采用埋弧自动焊,其工艺流程如下:
1)对照拼板施工图纸,核对每块零件名及正反面,检查材料坡口是否正确,检查每块零件尺寸是否在精度要求内;
2)在拼板胎架上进行预铺,胎架水平需满足±2mm的精度要求,将基准板边对齐,确认基准板边直线度标准误差范围≤1mm,允许误差范围≤2mm,两条基准板边开角尺,确保两条基准板边为90°。将拼板的基准边校对平齐之后使用工装固定,可使用卡边式工装,尽量减少使用马板进行焊接定位,以节约打磨马脚的时间;基准边校平之后铺设其他钢板,厚板较重可使用油泵进行定位,而薄板可使用撬杠撬紧;
3)所有零件铺设好之后,根据基准板边定位主板板缝,利用油泵、手拉葫芦等将存在错位的位置进行调整,将非基准板边的端差处理光顺,保证所有板缝和自由边的直线度和垂直度;
4)装配完成后进行精控测量,自主检测所拼主板的长、宽尺寸及对角差,确认与拼板图纸尺寸一致,数据有问题时及时整改调整,要求长、宽尺寸标准误差范围±2mm,允许误差范围±3mm,对角差值标准误差范围≤2mm,允许误差范围≤3mm;长宽无法检测的异形板拼板时检测对角线长度,要求对角线尺寸标准误差范围±2mm,允许误差范围±3mm。
5)拼板时主板错位偏差≤1mm,自动焊板缝间隙为0~1mm,定位焊长度为30mm~50mm,间距为300mm~500mm。
6)根据WPS要求,选用合适的焊材、焊剂进行焊接,在板缝两端设置引弧板、熄弧板,厚度与所拼钢板相同,其规格常为100*100mm,焊接完正面后需进行翻身碳刨;
7)翻身过程中需注意,尽量沿着板缝方向翻身,降低焊缝撕裂风险;板厚差较大时,从厚板向薄板翻身,减少薄板变形;
8)翻身碳刨后焊接反面,焊接完成后进行焊后精度控制,合格后方可吊离拼板工位进行后续施工。
2 焊接变形:
拼板施工过程中,焊接变形对结构的性能影响较大,会导致船体的强度及韧性下降,最终影响船舶的建造质量。因此我们需要针对拼板过程中产生的各种变形,采取不同的措施进行处理,分析原因,提前预防,以达到减少变形的目的。
2.1焊接变形的分类
1)纵向变形:焊缝纵向收缩而引起的拼板纵向尺寸缩短,被称为纵向变形,纵向收缩量一般随焊缝长度的增加而增加。
2)横向变形:焊接后产生的横向变形主要是横向尺寸减少,被称为横向变形,横向变形一般钢板越厚、坡口角度越大,横向收缩量也越大。
3)波浪变形:一般出现在薄板拼板焊接过程中,主要是因为焊缝纵向缩短对钢板边缘产生的作用力,使板边出现波浪形式的变形。
4)其他变形
2.2焊接变形的影响因素:
不同材料的导热系数、比热和膨胀系数是主要因素,而焊缝位置,焊接方法,焊接方向等都是拼板焊接产生变形的原因。拼板焊接变形都是各种因素综合作用下产生的结果。
2.3焊接变形的控制:
1)在设计时根据材料特性,预先留出收缩量,计算出下料尺寸,这样基本可以解决板缝纵向变形;
2)根据不同的板厚,设计选用合适的坡口形式,可以减少横向变形;
3)拼板时尽量选用大尺寸钢板,减少焊缝长度及数量;
4)合理设计板缝位置,尽量对称布置,减少弯曲变形;
5)合理选择焊接顺序,比如:先焊接收缩量大的焊缝、尽量从中间向四周对称焊接等;
2.4焊接变形的校正:
拼板过程中,虽然在设计及施工工艺基础上可以采取措施控制变形,但由于焊接本身的特点,产生变形是不可避免的,对超出精度要求的必须进行校正。变形校正最常用的方法有火焰校正及机械校正两种。机械校正适用于塑性良好的材料,利用外力使构件产生反方向的塑性变形,达到校正变形的目的。火焰校正是利用火焰局部加热时产生的塑性变形,冷却后收缩,来达到校正变形的目的,为了缩短校正时间,船厂常采用边加热边浇水的方法,提高效率。
3 薄板焊接工艺:
以上为常用钢板的拼板焊接工艺及变形控制方法,而厚度小于8mm的薄板拼板焊接工艺及变形控制如下:
3.1焊前准备:
薄板板材在拼板之前应在校平机进行表面校平,尽可能减少其变形和应力,确保板面平整,焊缝两侧打磨除锈,以保证装配间隙均匀。
3.2裝配工艺:
1)拼板需要在正规拼板胎架上进行,薄板焊接需要刚性固定,在拼板边缘使用直角卡码固定,每个卡码间距200mm-300mm,若是大面积的拼板则还需在板缝两边使用压码固定,压码数量根据焊缝长度来定;
2)板缝间隙控制在0.5mm以内,板口边缘要整齐,上下错边应小于0.15倍板厚;
3)定位焊使用二氧焊,采用小电流输出,定位焊长度20mm,间距100mm-120mm,十字交叉对接缝中的定位焊不能焊接在交叉点上,错开交叉点50mm;
4)焊接完第一面之后,待板缝冷却平复,才能吊开压铁,翻身焊接另一面。
3.3焊接工艺:
薄板埋弧焊时,尽可能采用小参数电流,焊接参数应在试板上调试好,并在引弧板上起弧焊接,焊接时严格控制对接缝的焊缝宽度和余高。
焊接顺序一般遵循以下原则:
1)先焊接不对其他焊缝产生刚性约束的焊缝;
2)每条焊缝焊接时需要保证其一端能够自由收缩
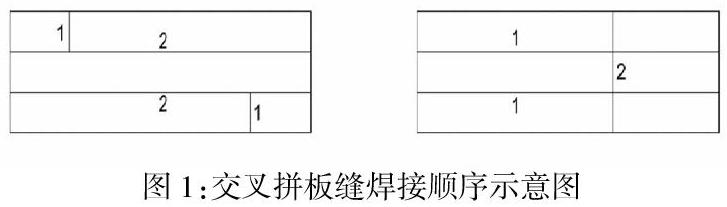
3)交叉拼板缝:T型交叉时,先焊接端缝后焊边缝;十字交叉时,先焊纵缝后焊横缝,见下图1;
4)对于较长的焊缝,可以采用分段焊法,将连续焊缝改为断续焊缝,避免在一个区域施焊,造成热量集中,形成塑性变形;分段焊法包括分段退焊法、分中分段退焊法、跳焊法、交替焊法,具体形式见下图2;
4 结语:
拼板焊接是现代造船重要工序之一,而焊接变形是船舶建造过程中难以回避的问题。本文浅要分析了焊接变形的形成原因与控制方法,尤其是薄板的拼板焊接,研究薄板焊接工艺有利于提高船舶建造的质量。
参考文献:
[1]陈倩清,《船舶焊接工艺学》 哈尔滨工程大学出版社,2008.
[2]明瑞云,《薄板焊接变形分析及控制》 焊接技术杂志,2010
作者简介:
李洋 (1992-),男,江苏南通人,助理工程师,现任职于启东中远海运海洋工程有限公司,主要从事船舶工艺工法方面工作.
