真空感应炉冶炼含氮不锈钢的控氮工艺研究
2020-09-26王育飞徐于斌张福利李瑞杰牟瑞宇
王育飞 徐于斌 张福利 李瑞杰 牟瑞宇 王 卓
(河钢集团钢研总院, 河北 石家庄 050023)
含氮不锈钢比传统不锈钢具有更高的强度、塑韧性以及优越的生物兼容性和耐蚀性等,因而被广泛应用于石油化工、生物医疗器械、海洋船舶、桥梁和航空航天等行业[1]。在提高材料力学性能方面,氮作为中间合金元素比碳更具优势,氮原子半径比碳小,在钢基体中固溶度大,能起更好的固溶强化作用。所以通过氮的加入来提高材料的强度、塑韧性和耐蚀性等更为有效[2]。与普通不锈钢相比,含氮不锈钢具有更好的抗点蚀性能。此外,在提高抗点蚀性能方面,钼与氮具有协同作用[3]。氮还能减轻铬、镍等合金元素在两相中分布的差异,减少基体的贫铬现象[4]。
含氮不锈钢在冶炼过程中,钢液的氮含量主要与钢液表面活性元素、气相中的氮分压、合金元素及温度有关。添加适量的表面活性元素如碲、硒以及铌等,有利于增加钢中氮含量。在一定的压力下,氮在钢中的溶解度随温度上升而增大,且在共晶转变温度时,溶解度最大达到0.4%(质量分数,下同)。向钢中添加合金元素可以提高钢中氮的溶解度[1]。但相对于温度和合金元素,压力对氮溶解度的影响最大[5]。
真空感应炉是中试主要冶炼设备,常用于新钢种的冶炼。在冶炼含氮不锈钢过程中,钢液首先需在一定真空度下脱气,当钢液内氧、氢等元素降低到一定程度后再进行合金化、增氮操作。但由于钢液的增氮是在一定真空条件下操作的,氮分压低,所以钢液增氮困难,且钢液内氮含量难以精准控制。
1 钢液增氮的机制
1.1 钢液增氮过程模型
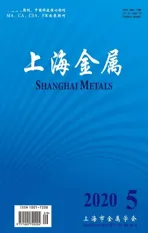
目前,采用真空感应炉冶炼含氮不锈钢过程中,主要采用氮气氛增氮和添加氮化合金增氮两种方式,如图1所示。
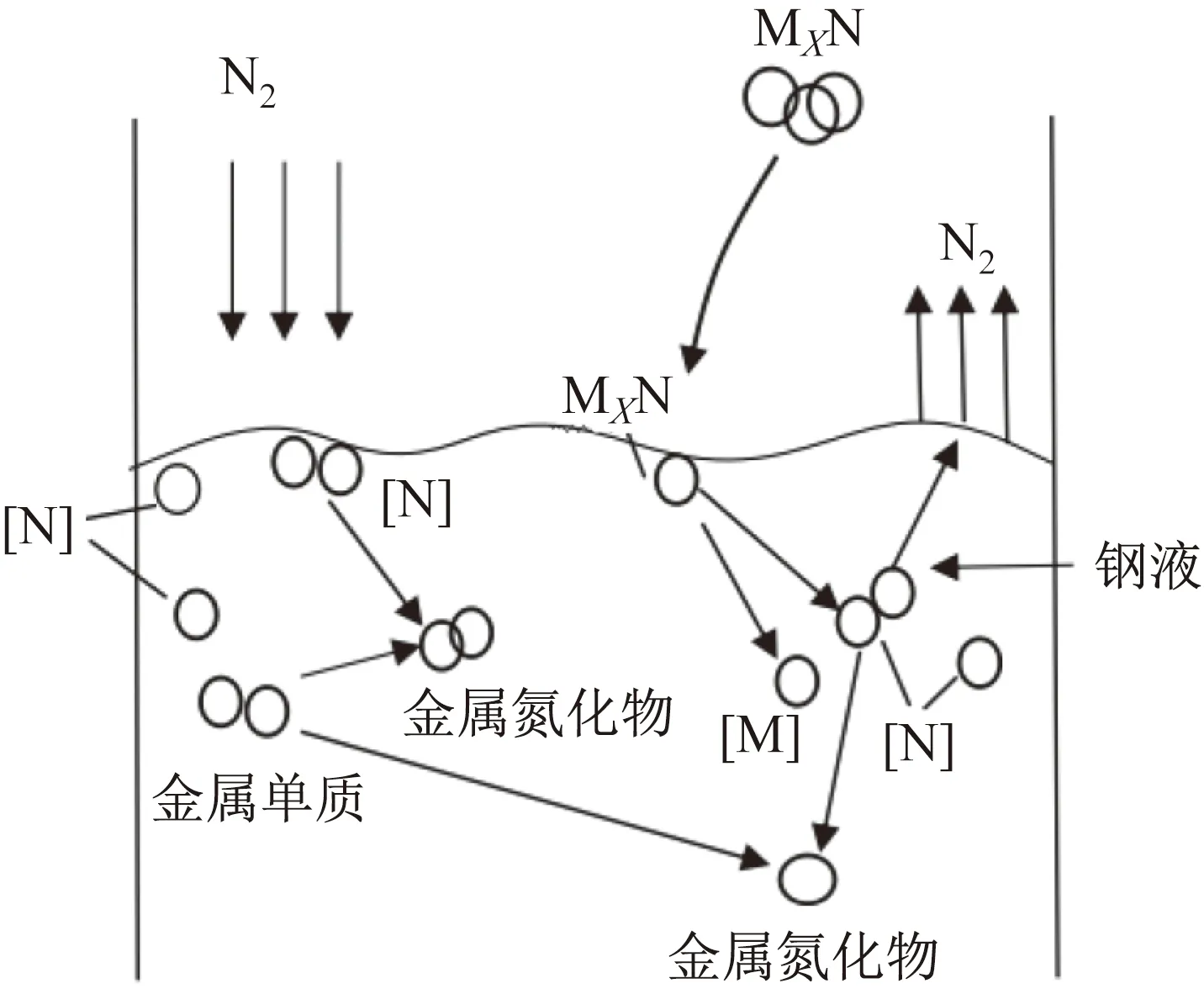
图1 钢液增氮过程模型
氮气氛增氮主要是向感应炉内充入一定压力的氮气,氮分子与钢液表面接触,分解为氮原子,吸附于钢液表面的氮原子向溶体内部溶解,氮原子以自由状态存在或者与钢液内的金属原子结合形成氮化物存在于钢液中,如式(1)所示。
添加氮化合金增氮是当真空感应炉内脱氧、脱硫达到一定程度时,向高温钢液内添加氮化合金如氮化锰、氮化铬,氮化合金会直接熔入钢液或分解为相应金属原子和氮原子,如式(2)所示。钢液内溶解的自由氮原子可与其他金属原子结合为新的氮化物或氮原子间形成氮分子从而溢出钢液。
1/2{N2}=[N]
(1)
MXN=X[M]+[N]
(2)
1.2 氮在钢液中的溶解
研究表明:在冶炼低氮钢时,若氮分压小于0.1 MPa,钢液中氮的溶解度遵循西华特(Sievert)定律[6- 8],计算公式为:
(3)

由式(3)可以看出,真空感应炉冶炼含氮不锈钢过程中,钢液中氮溶解度主要与钢液温度、氮分压、钢液中合金元素有关。当钢液温度、化学成分一定时,氮在钢液中的溶解度与气相中氮分压的平方根成正比,且作用明显。当气相中氮分压、化学成分一定时,钢液中氮的溶解度随温度的升高而降低,但温度的作用不明显。
当冶炼成分如表1所示的钢时,根据文献[8- 9]钢液中元素对氮的作用系数,可计算得出钢液中氮的溶解度与炉气中氮分压和钢液温度之间的关系,如图2所示。可见,随着温度的升高,氮的饱和溶解度下降;气相中氮分压越高,氮的溶解度越大。
图2 氮的溶解度、氮分压和温度之间的关系
温度对钢液中氮的溶解度的影响不明显,主要影响因素是氮分压。随着温度的升高,钢液中氮含量下降,氮化物的分解以及氮原子的扩散速度等热力学和动力学条件改善。气相中氮分压的高低直接影响钢液中氮原子的扩散速度,氮分压越高,氮的扩散速度越大,溶解度越大。
2 试验准备及流程
采用50 kg真空感应炉冶炼含氮不锈钢,在氩气和氮气下分别添加氮化锰、氮化铬增氮。试验钢及氮化锰、氮化铬合金的化学成分如表1所示。氮化合金的粒度为3~5 mm,此粒度可增加钢液的反应界面,有利于氮化合金的吸收[10]。

表1 试验钢及氮化合金的化学成分(质量分数)
冶炼流程包括装料、熔化、精炼、合金化、出钢浇注等。首先将配好的纯铁放入坩埚内,将合金料依次放入二次加料斗内,封闭炉体,待炉内真空度达到15 Pa以下时通电,在真空下熔化和精炼(炉压约6 Pa)。精炼末期关掉真空泵,充入氩气或氮气至试验压力,进行脱氧、合金化。待钢液成分均匀后取样进行直读光谱成分检测,达到目标成分后,向坩埚内加入氮化合金,待氮化合金全部熔化后出钢。浇注温度控制在钢液液相线温度以上50~80 ℃,浇注成150 mm×150 mm的方形钢锭。浇注后,保持炉内熔炼压力不变至铸锭凝固。最后在钢锭上取样,利用氧氮分析仪进行氮含量的精准检测。
3 试验结果与分析
3.1 试验结果
共冶炼8炉次试验钢,1号~8号铸锭如图3所示,试验工艺参数及氮的收得率如表2所示。
图3 1号~8号铸锭
3.2 分析与讨论
由表2可知,在相同氮化合金和保护气氛条件下,熔炼压力越大,氮的收得率越高,且熔炼压力相同时,氮气保护条件下氮的收得率明显提高。氩气保护条件下,熔炼压力相同,氮化锰的增氮效果优于氮化铬;氮气保护条件下,熔炼压力相同,氮化铬和氮化锰的增氮效果无明显差异。
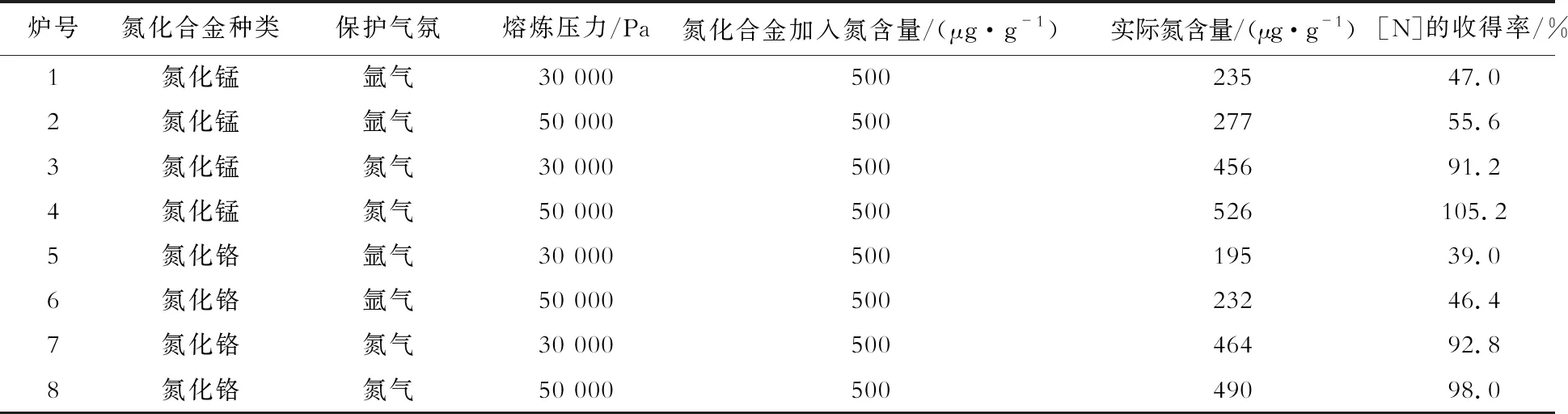
表2 试验工艺参数及氮的收得率
3.2.1 氩气气氛条件下影响氮的收得率的因素
氩气保护条件下,熔炼压力越大,氮的收得率越高。添加氮化锰合金,当熔炼压力从30 000 Pa升高至50000 Pa时,氮的收得率提高了8.6%;添加氮化铬合金,当熔炼压力从30 000 Pa升高至50 000 Pa时,氮的收得率提高了7.4%。在氩气气氛保护下,熔炼压力相同时,氮化锰的增氮效果优于氮化铬。当压力为30 000 Pa时,氮化锰较氮化铬的收得率高8%;压力为50 000 Pa时,氮化锰较氮化铬的收得率高9.2%。
真空冶炼时,炉内熔炼压力的大小直接影响钢液中氮气的溢出速率,熔炼压力越大,溢出速率越小,氮的收得率越高。氮化锰的分解温度约为950 ℃,熔化温度约为 1 200 ℃;氮化铬的分解温度约为1 200 ℃,熔化温度约为 1 600 ℃。由于钢液实际温度远高于氮化合金的分解温度,且氮化锰的分解温度和熔化温度均低于氮化铬,氮化锰加入后快速分解、熔化,可以缩短氮化物加入后的熔化停留时间,减少氮从钢液中溢出,使氮固溶在钢液中,从而获得较高的氮含量。
因此在氩气气氛条件下冶炼含氮不锈钢时,需对熔炼压力、氮化合金种类、氮化合金的熔化停留时间进行严格控制才能尽可能提高氮的收得率。
3.2.2 氮气气氛条件下影响氮的收得率的因素
氮气保护条件下,熔炼压力越大,氮的收得率越高。添加氮化锰合金,当压力从30 000 Pa升高至50 000 Pa时,氮的收得率提高了14%;添加氮化铬合金,当压力从30 000 Pa升高至50 000 Pa,氮的收得率提高了5.2%。在氮气气氛保护下,熔炼压力相同,氮化铬和氮化锰的增氮效果无明显差异。
氮气保护较氩气保护条件下氮的收得率明显提高,主要是由于气相增氮所致。因为当氮的饱和溶解度大于钢种目标氮含量时,会造成气相增氮,氮的收得率提高。添加氮化锰合金时,当熔炼压力分别为30 000、50 000 Pa时,氮气保护较氩气保护条件下氮的收得率分别提高了44.2%、49.6%;添加氮化铬合金时,当熔炼压力分别为30 000、50 000 Pa时,氮气保护较氩气保护条件下氮的收得率分别提高了53.8%、51.6%。
由式(3)可知,在氮气保护条件下冶炼本试验钢,当熔炼压力为30 000 Pa时,氮的饱和溶解度为0.25%,压力为50 000 Pa时,氮的饱和溶解度为0.32%,氮分压越高,氮在钢液中的饱和溶解度越大,且氮的饱和溶解度远大于冶炼目标氮含量,所以当氮气保护压力为50 000 Pa时,向钢液中添加氮化锰合金,氮的收得率可达105.2%。
4 结论
(1)50 kg真空感应炉冶炼含氮不锈钢,钢液中氮的饱和溶解度随温度升高而降低,随气相中氮分压升高而升高,且主要影响因素是氮的分压,温度影响不明显。
(2)在氩气保护条件下,熔炼压力越大,氮的收得率越高。熔炼压力从30 000 Pa升至50 000 Pa,添加氮化锰、氮化铬氮的收得率分别提高了8.6%、7.4%。
(3)在氮气保护条件下,熔炼压力从30 000 Pa升至50 000 Pa,添加氮化锰、氮化铬后,氮的收得率分别提高了14%、5.2%。
(4)在氩气保护条件下,熔炼压力相同时,氮化锰的增氮效果优于氮化铬,熔炼压力为30 000、50 000 Pa时,氮的收得率分别提高了8%、9.2%;在氮气保护条件下,熔炼压力相同时,氮化铬和氮化锰的增氮效果无明显差异。
(5)熔炼压力相同,氮气保护较氩气保护条件下氮的收得率明显提高。