汽车白车身柔性焊装线车身定位的研制*
2020-09-25唐国宝廉迎战黄忠宝王再钦刘代鸾
唐国宝,廉迎战,张 俊,黄忠宝,刘 益,王再钦,刘代鸾
(1.广州瑞松智能科技股份有限公司,广州 510535;2.广东工业大学,广州 510006)
0 引言
伴随着中国经济的不断发展以及居民购买力的不断提升,国内汽车的普及率将会提高,同时新能源汽车的蓬勃发展将进一步带动汽车产业的发展和升级等,中国汽车行业上升至黄金发展期,保持高速稳健发展态势。汽车制造产业的蓬勃发展导致了汽车行业的竞争加剧。现在已经不仅仅是价格、数量、质量的竞争,同时市场还在不断地变化,为满足客户定制化的需求,汽车生产厂商新车投放、旧车改型步伐不断加快、生产周期越来越短,这对汽车生产线的智能化升级改造提出了高要求与高标准。
随着汽车发展由大批量生产向多品种、小批量生产转化,为了满足汽车消费者广泛而多样化的需要,以及适应汽车市场的激烈竞争,各大汽车生产厂家不断缩短车型变换周期,加快车种的更新;为满足客户定制化的需求,现代汽车焊接线在功能上逐步趋于柔性化,必须建立一套柔性生产体系,在同一条生产线上通过设备之间的切换和调整满足不同产品的批量生产,既满足多品种的多样化要求,又达到可充分利用的目的。柔性化生产体系中,汽车白车身在生产线上的定位是柔性生产的关键环节之一[1-3]。本文提出了集多轴伺服白车身定位技术、多车型的无源台车定位技术和在线视觉智能引导定位技术为一体的车身定位技术,解决了柔性焊装线车身定位的技术难题。
1 汽车白车身柔性焊装线车身定位总体设计
车身焊接是白车身制造工艺中最重要的工艺过程之一,车身焊接的质量、精度、生产效率对整车的质量、精度、生产效率有着直接的影响。焊接生产线的混流柔性技术,运用于多品种车型,柔性化的制造,生产系统应具备多车型柔性生产的能力[4]。目前国内部分焊装生产线多数仍是刚性生产线,车型切换基本采用单元内部的切换,兼容车型少。
多车型共线生产导致不同车型基准的位置各异,一对一的基准设置会导致设备极其复杂,极大地影响了机器人焊接的效率,进而导致节拍增加,甚至无法实现共线共设备生产。通过伺服机构夹具和无源台车等智能装备的使用,可以解决多车型共线生产兼容性等问题。由于生产过程中,加工件数量不断增多,累积误差无可避免,通过多轴伺服白车身定位技术及无源台车的使用,可有效避开加工累积误差。因此,为了更好地适应于不同车型在焊装线上的车身定位,通过多轴伺服白车身定位技术、多车型的无源台车定位技术和在线视觉智能引导定位技术对白车身进行定位,更有利于车身装配和焊接的精度。
2 柔性焊装线多轴伺服白车身定位技术
多轴伺服定位机构用于对车身焊接的固定和定位,其通过伺服机构实现多车型的定位。伺服机构是通过伺服电机、滚珠丝杠以及滑轨的组合,利用数字化编程技术实现能够精确控制基准移动距离的机构。生产线采用伺服机构柔性夹具,以实现对地板对称基准多车种柔性共用的目的。通过数字化控制技术[5],实现多轴联动,并配置示教器及人机界面,在车型增加时通过简单示教即可达到生产的需求,大幅缩短新车型导入的时间并减少追加成本。为确保伺服机构在多轴伺服定位技术中的精度,需要开展对伺服电机、滚珠丝杠、滑轨负载及精度的研究,包括伺服机构重复性定位精度验证、负载情况下的形变量测试以及疲劳测试等,伺服电机扭矩转速的选取,滚珠丝杠导程及抗扭强度的确认,导轨受力及寿命的验证等。
该技术为汽车车身柔性焊接生产线中的一个重要技术,可对汽车车身柔性定位、柔性切换与车身柔性搬运机构配合工作,实现车身柔性生产。该发明用于汽车车身焊接生产线中搬运来的车身进行定位支撑,包括一设置在各个工位上的基座,基座表面的四角分别对称设置有2个六自由度伺服柔性定位装置和2个四自由度伺服柔性定位装置;基座表面中部设置有往复杆机构,往复杆机构上安装有车身搬运柔性定位机构;车身搬运柔性定位机构搬运而来的车身部件在车身搬运柔性定位机构下落后,基座表面四角的伺服柔性定位装置对车身部件进行定位。本发明用于与车身搬运柔性定位机构配合工作,对搬运而来的车身进行定位支撑,节省搬运时间,可以实现多车种、多落点位置的柔性搬运需求。
本技术的独特性有以下两点:(1)利用伺服电机共同组成的伺服机构,多落点位置地柔性定位;(2)相比原有的手工切换技术,使用伺服切换精度高、柔性高,在一定范围内可实现任意位置的定位。
多轴伺服白车身定位机构通过X、Y、Z三个方向的组合使用,能够在行程范围内任意位置实现0.1 mm以内的精确移动,一套伺服结构可以满足多种车型的定位,让在3种以上车型共线共设备生产成为可能,同时设备结构大幅简化,使得机器人在焊接时干涉区域明显减少,极大提高了焊接生产的效率。通过采用本技术,可实现3个产品平台、8种车型的柔性共线生产。
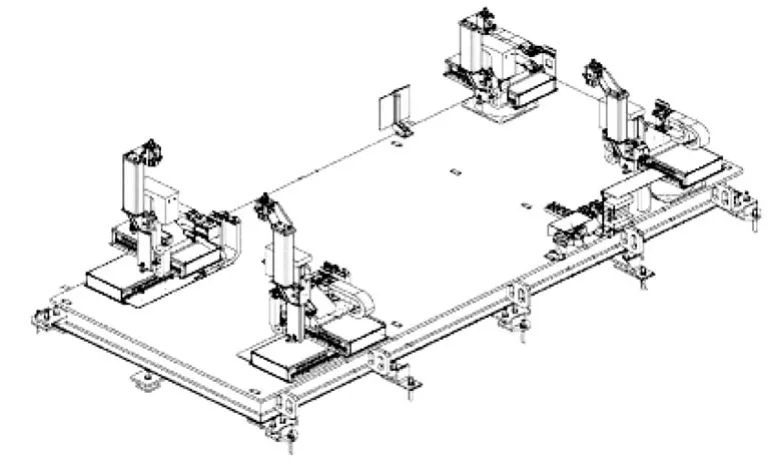
图1 多轴伺服白车身定位机构图
3 柔性焊装线多车型的无源台车定位技术
多车型无源台车可以起到对焊接之后车身地板进行定位和搬运的作用,高速往复杆上的伺服电机控制运转,从而控制这个搬送机构的移动,实现对多车型无源台车的定时、定距离的搬送,达到将多车型无源台车上的汽车工件搬运到指定的焊接岗位。
多车型的无源台车定位技术通过外部伺服机构的控制如图2所示。
图2 无源台车外部伺服机构
由外部伺服机构牵引台车上的基准沿着导轨方向移动,移动到位之后导轨锁就导轨进行抱闸锁定,在台车低成本、轻量化的同时,实现不同车型基准之间切换的精确定位。在使用外部伺服机构控制时,需要对滑轨、导轨锁及车身强度及重量分析计算和研究,包括重复性定位精度验证,负载情况下的形变量测试和疲劳测试,导轨锁抱闸情况下能够承受推力测试,能源接口对接次数寿命验证,导轨侧向力及寿命验证,对台车重量的控制及强度验证。多车型的无源台车定位,在装载升降机处实现基准位置的无极切换,使台车调整到所需车型的状态,具备自动搜索、识别被切换体的位置,减轻了因自身重量的限制,降低制造及使用成本。结合多轴伺服白车身定位技术和其他核心技术,可以实现快速精准的车型切换传输及定位,车型切换时间小于6 s,生产节拍高达43 s/台,重复精度小于0.05 mm。
4 柔性焊装线在线视觉智能引导定位技术

通过计算,其深度精度可达到±0.3 mm,其中视觉图像捕捉图如图3所示。
随后利用在智能系统中设定好的计算模型分析图像数据,计算外形轮廓尺寸,将偏差值发送给机器人控制器并反馈至数据端,以控制机器人本体做补偿运动,保证在送料小车精度不高的情况下,机器人也能够准确地将小车内的工件取出,实现机器人的精确寻迹。在汽车生产的复杂环境中,导入高精度视觉图像系统对车身零
在线视觉智能引导定位技术[6-7]通过工业机器人与视觉识别三维定位技术的结合,集成在机器人拾取端2D平面图像摄取和3D激光扫描技术,在机器人高速作业的过程中捕捉图像信息,根据同一被测特征点所对应的图像视差来计算深度等信息。在已知相机焦距f、左右相机基线b、视差d时,可以计算出深度z为:件的不确定位置进行定位,通过视觉引导功能,可以代替人力进行取放件工作,适用于不同车型、无精度环境下的自动化生产,加快了自动化生产进程,提高生产效率,真正实现“机器人”代替“人”。

图3 视觉图像捕捉图
5 结束语
本文研究的车身定位技术实现了3个产品平台、8种车型的柔性共线生产;实现快速精准的车型切换传输及定位,车型切换时间小于6 s,生产节拍高达43 s/台,重复精度小于0.05 mm。采用本研究的定位技术,公司的白车身地板机器人柔性焊装线在各项性能指标上都能达到国内外先进水平。集多轴伺服白车身定位技术、多车型的无源台车定位技术和在线视觉智能引导定位技术为一体的车身定位技术,解决了柔性焊装线车身定位的技术难题,大大提高了共线车型种类及降低了车型切换时间,有效提升了生产效率。优化设计了地板总成柔性焊接生产线,通过柔性焊接生产平台,使用伺服切换精度高、柔性高,在一定范围内可实现任意位置的定位,实现高节拍、高产出比、高生产效率、高柔性、高自动化率、稳定的生产品质,对提升车身制造质量、车身生产制造速度等方面有重要作用。
