CNP650机组压力容器螺栓拉伸过程问题与处理
2020-09-24顾新荣
顾新荣,孙 超
(海南核电有限公司,海南昌江 572733)
0 引言
CNP650 机组反应堆压力容器采用单体式螺栓拉伸机,通过对法兰螺栓加载预紧力形成密封效果。该部位是一回路系统的压力边界,螺栓拉伸操作必须做到精准无误;同时该过程也是核电机组大修的关键路径,必须保证螺栓拉伸的迅速高效。而单体式螺栓拉伸机系统结构复杂、操作逻辑性强,并且受弹性交互影响,拉伸技术难度大,在现场实际操作中,容易出现拉伸机不可用或者拉伸数据不合格的情况,因此对于这些问题的深入分析是有很有必要的。
1 拉伸操作介绍
CNP650 核电机组采用单体式拉伸机,整个系统由4 台单体式拉伸机及1 台液压站通过若干液压管线及电缆连接。4 台拉伸机在压力容器顶盖法兰上呈90°布置,操作人员在20 m 平台液压站上完成整体控制。螺栓拉伸系统构成如图1 所示。
整个螺栓拉伸过程采用三遍式加载,分别为目标值的60%、80%、100%。压力容器顶盖共56 颗螺栓,在拉伸时将它们分成14 组,十字对称的四颗螺栓为1 组,为了达到均匀加载的目的,对每组进行拉伸排序,螺栓拉伸分组见表1。
2 拉伸过程问题
2.1 拉伸机液压系统无法建立压力
螺栓拉伸过程中,在升压时低压向高压切换的过程中,高压无法升压。导致拉伸机液压系统无法建立压力。出现该问题主要有两种原因:第一,油管没有接好,导致油路不通;第二,压力传感器松动,导致高压向低压切换的信号无法给出。

图1 螺栓拉伸系统构成
现场在出现拉伸机液压系统低压向高压切换的过程中无法升压时,首先需将液压系统停运,并将管道中的压力降为0,重新拆除管道检查,确认管道接头连接到位;其次检查液压站上的压力传感器有无松动或者损坏情况,如有则需紧固或者更换。
2.2 拉伸机液压系统无法泄压
在拉伸过程中,如果出现升压时螺栓拉伸机液压站工作正常,但是泄压时出现无法泄压或压力泄到某值却无法再继续泄压的情况,会产生泄压超时报警。出现该问题的主要原因是油管没有接好导致。高压油管内有单向阀,当两油管正常连接才能打开,如油管接头出现虚接,就会导致油管油路不畅。在单向阀的作用下,虽然可以正常升压,但是泄压时却会无法正常动作。
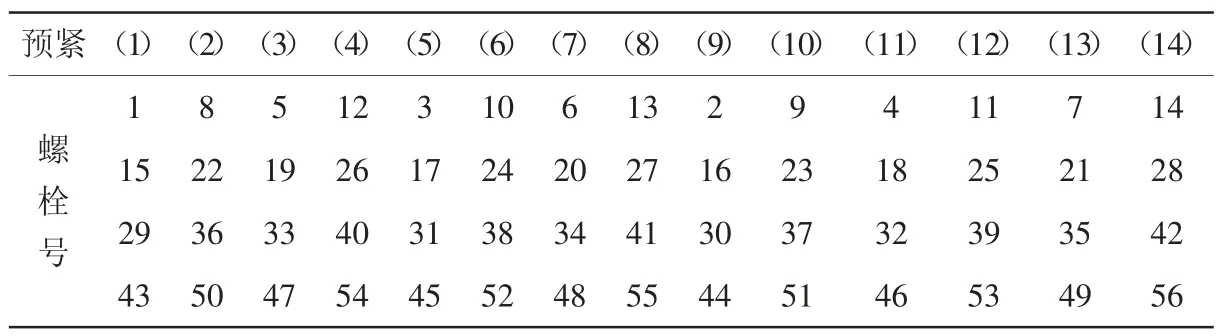
表1 螺栓拉伸分组
针对该情况,现场首先停止升压操作,通过就地拉伸机上的压力显示确认哪台拉伸机问题。找到故障点后,用扳手逐步松开拉伸机上的油管接头,将油缓慢放出,观察液压站压力降为0。然后,拆除拉伸机的所有油管重新连接,连接时再次检查确认各个接头自然锁紧到位。
2.3 拉伸机液压缸超行程故障
该问题常见原因是拉伸螺母的锁紧销松动,长期以往螺母逐步上移,导致拉伸机升压过程中液压缸行程超差,触发超行程限位报警。解决方法是松开锁紧销,重新调整拉伸螺母位置并锁紧。
2.4 螺栓安装高度超差导致拉伸机无法落座
出现该问题的原因是:在旋入螺栓过程中未严格执行旋入深度在217 mm 并退出1/4 圈的操作,并且最后未对螺栓高度做统一检查,致使拉伸机在落座时筒体会直接卡在相邻螺栓的顶部。
解决方式如下:以假设拉伸机P2 阶段,STEP7 拉伸过程中发现24#螺栓拉伸机无法落座,检查发现拉伸机卡在23#螺栓顶部情况为例。①中断STEP7 拉伸操作,打开拉伸机卡盘后,将拉伸机重新起吊并坐落于9#、23#、37#、51#螺栓(STEP10 组);②在拉伸机完成对中后,在原设定值基础上增加10 MPa 进行升压,使用拉伸机手动拨齿工具,旋出23#螺母至与球面垫圈有2 mm左右间隙;③拉伸机直接卸压,复位活塞打开卡盘后将拉伸机吊离;④使用螺栓手动工具将23#螺栓重新旋入到底后回退1/4圈;⑤再次就位该组拉伸机,使用P1 阶段STEP10 液压值对该组螺栓重新进行拉伸;⑥继续P2 阶段STEP7 拉伸操作。
2.5 螺栓球面垫片装反导致拉伸数据异常
正常情况下垫片安装时球面朝上,与螺母下表面(球面结构)配合。如果在压力容器关盖期间安装螺栓时装反,将导致两者无法自动对中锁紧,垫片在受力后发生径向偏移,造成螺栓拉伸过程中测量数据异常,表现为横向比较有差异,自身纵向比较不服从胡克定律。
解决方法如下:以P2 阶段数据测量时45#螺栓拉伸值异常,检查发现球面垫片装反为例。①将拉伸机重新就位在3#、17#、31#、45#螺栓,修改液压站关盖程序,在原液压设定值基础上增加10 MPa 进行升压,使用手动拨齿工具将45#螺母旋出至与球面垫圈有2 mm 左右间隙;②拉伸机直接卸压,复位活塞打开卡盘后将拉伸机吊离;③手动完全旋出45#螺母,将垫片调整方向后重新安装;④手动旋紧螺母至与垫片贴合;⑤将拉伸机再次就位在3#、17#、31#、45#螺栓,修改回原关盖程序,使用P2 阶段STEP5 组液压值重新拉伸。
2.6 螺栓拉伸数值超差
2.6.1 第二遍拉伸后数值验算
从第二编拉伸开始,需要对残余拉伸量做重点关注,使用雷达图法检查有无异常螺栓,并对它们的P3 液压值进行验算和提前调整,以防止第三遍拉伸后超差。这一步很关键,如果第三遍拉伸量不在合格范围,需要进行第四次调整拉伸,既延长了主线工作时间,也增加了不必要的人员受照剂量。甚至一旦拉伸量超出上限,会直接改变C 型密封环的有效回弹量曲线,影响压力容器的密封性能。如何检查调整,以第二遍拉伸后获得如下拉伸分布曲线为例(图2)。

图2 第二遍拉伸分布曲线举例
可以看出,STEP9 组螺栓2#、16#、30#、44#螺栓拉伸值偏高,其他螺栓整体曲线较为均匀,使用胡克定律对该组螺栓的P3液压值进行验算:

式中[P(2)9]——第二遍第9 组拉伸液压值矩阵,MPa
[R(2)9]——第二遍第9 组残余拉伸值矩阵,mm
[P(3)9]t——第三遍第9 组计算拉伸液压值矩阵,MPa
[R(3)9]t——第三遍第9 组目标拉伸值矩阵,mm
通过计算,得出结果见表2。
因此对拉伸机的程序进行需改,将P3 STEP9 组的液压值调整为65.5 MPa。同理对其他螺栓进行验算,检查偏差ΔP 是否为正值,否则做相应调整。
2.6.2 第三遍拉伸后最终调整
经过三遍拉伸后,希望得到的拉伸曲线介于1.31±1.05 mm区间,如果出现偏差就需要进行最终调整,然而偏差很可能不在同一组螺栓上,这时需要重新对不合格螺栓进行组对,以获得最少的调整次数。
一般情况下P3 残余拉伸量有历史拉伸数据的借鉴,偏差不会太大,每个螺栓的偏差也有所区别,无法通过修改液压值做统一调整,这时可以使用手动拨齿工具进行逐个微调,等效调整关系为1Groove≈0.02 mm。具体如何操作,以第三遍拉伸后获得如下拉伸分布曲线为例(图3)。
从第三遍拉伸曲线来看,2#、17#、28#、29#、41#、43#拉伸值超差,在进行分组调整时要考虑两个因素,一个是拉伸机布置要使得压力容器法兰受力平衡,尽可能达到十字对称结构,二是相邻拉伸机不能间距过小避免它们吊装时相互干涉。因此可以形成布置如下:

表2 第三遍拉伸液压值调整
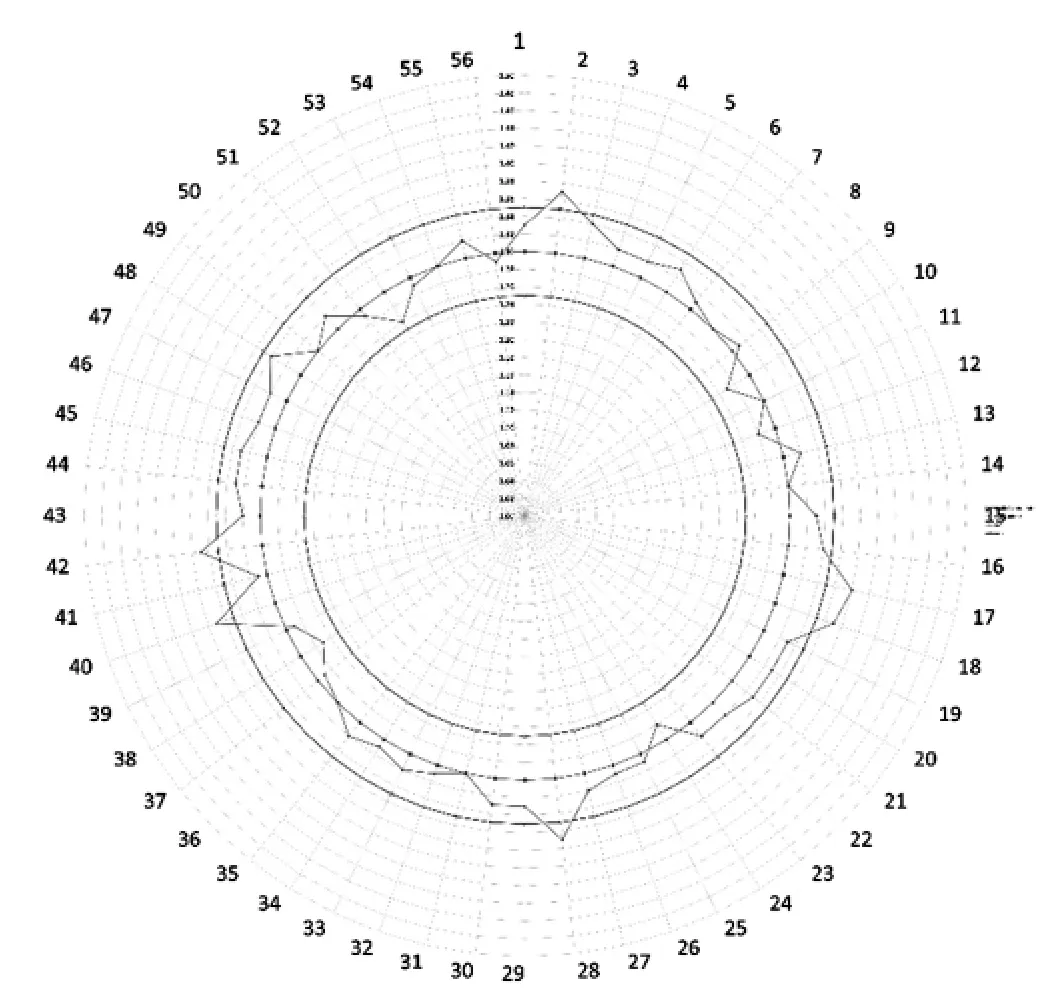
图3 第三遍拉伸分布曲线举例
分组一:2#、17#、28#、42#,液压值可以取这4 颗螺栓在第三遍拉伸时的最大液压值再加50 bar,以保证调整所需的间隙。调整结果如图4 所示。第三遍拉伸液压值调整见表3。

图4 分组一布置
分组二:2#、18#、28#、40#,其中2#、28#在分组一调整后拉伸机位置保持不动,二次调整结果如图5 所示。第三遍拉伸液压值调整见表4。
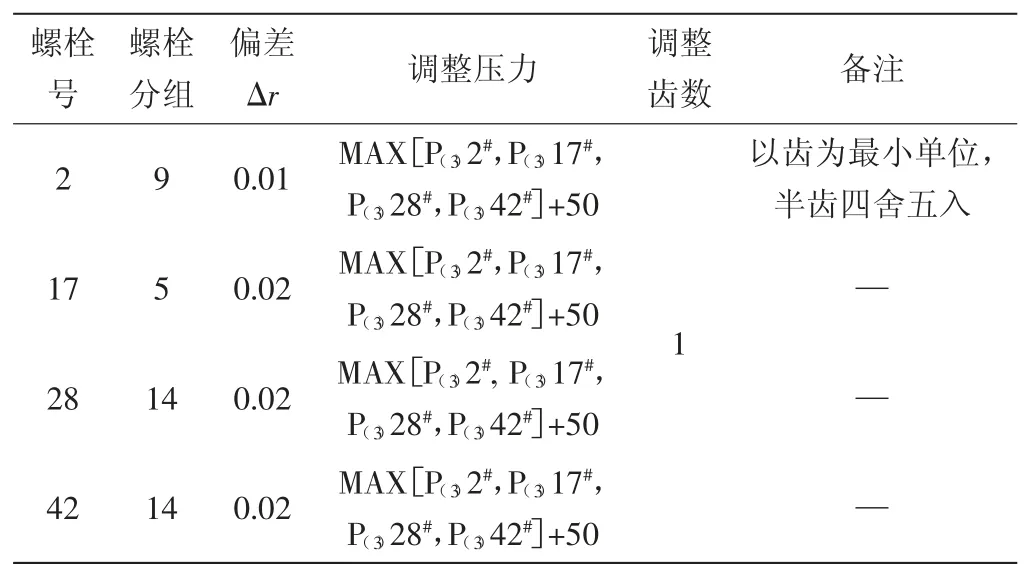
表3 第三遍拉伸液压值调整

图5 分组二布置

表4 第三遍拉伸液压值调整
3 结束语
总结CNP650 机组反应堆压力容器螺栓拉伸过程中一些比较重要的问题,既分析了产生原因,也给出了解决措施,问题的处理对螺栓拉伸过程的安全性、经济性有着十分重要的意义,同时也为类似工作的开展提供了切实可行的借鉴方法。但也存在一些不足,比如以上问题点的提出较为分散,没有系统化的总结,部分问题的分析不够深入,没有从源头上得到解决,这些将作为后续的研究方向进行完善。
