基于ARM控制的脉冲MIG焊机研究
2020-09-10李玉荣陈克选李宜炤王向余
李玉荣 陈克选 李宜炤 王向余


摘要:将ARM芯片STM32F407做简单的外围电路扩展作为控制核心,利用UC3846芯片产生的驱动信号对全桥软开关逆变主电路进行驱动,设计了一台脉冲MIG焊机。该焊机基于等速送丝和电弧电压反馈调节占空比的方式实现了焊接过程的弧長控制,具有过载、过热和过欠压保护等基本功能,数字化界面具有参数调节方便的特点。焊接工艺试验结果表明,通过电流与电压双闭环控制方式设计的脉冲MIG焊机具有较好的弧长调节能力,焊缝质量可以满足焊接要求。
关键词:ARM;脉冲MIG;双闭环控制;等速送丝;占空比调节
中图分类号:TG434.5文献标志码:A文章编号:1001-2303(2020)04-0047-05
DOI:10.7512/j.issn.1001-2303.2020.04.07
0 前言
脉冲MIG焊的电流波形及其基本参数的调节范围较宽,电弧能量调节的可靠性提高了其焊接质量并扩大了其应用范围,尤其适合对热敏感材料和超薄工件和薄管的全位置焊接。华南理工大学、北京工业大学、沈阳工业大学、河南科技大学、兰州理工大学等国内众多科研机构近年来基于单片机和DSP微控制器在脉冲MIG电源方面做了大量研究,但是由于普通单片机和DSP片上资源的限制,在数字化MIG焊机控制电路设计中一般需要进行复杂的电路扩展[1]。
目前ARM芯片以丰富的片上资源和高性价比等特点广泛应用于数字化控制电路设计中,尤其是片上集成的多种串行通信机制为双脉冲、机器人等复杂焊接功能的实现提供了极大便利。本文采用STM32F407芯片基于全桥软开关逆变主电路设计了一台脉冲MIG焊机。
1 系统硬件设计
1.1 总体结构设计
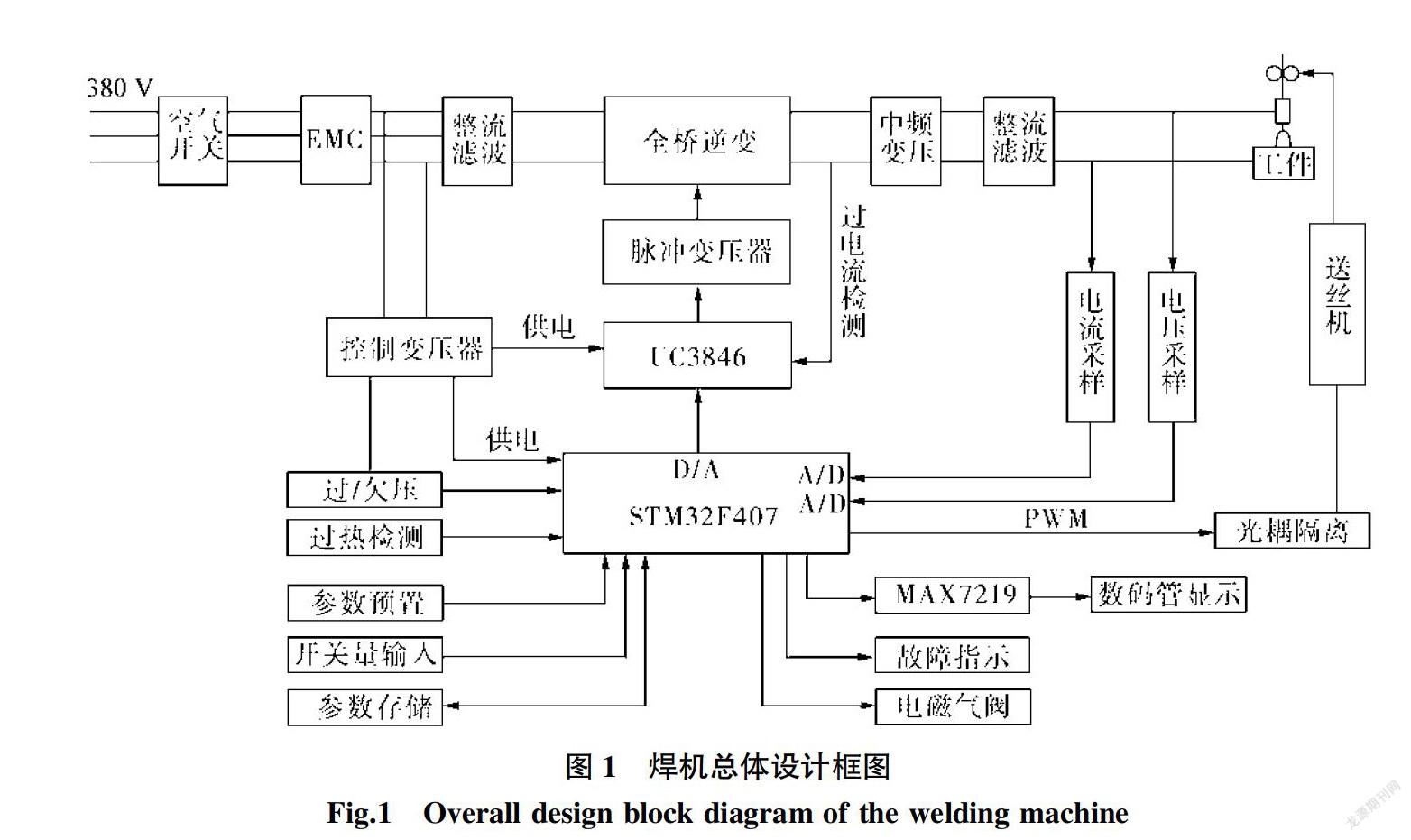
脉冲MIG焊机的总体设计方案如图1所示,主要包括主电路、控制电路和供气送丝电路三部分。主电路采用全桥软开关逆变与全波整流方式实现脉冲直流焊接电流的可控输出。控制系统采用STM32F407芯片最小系统为核心并经过简单外围扩展构成,主要提供驱动板给定信号的产生,焊接时序的控制、电压和电流采样与参数显示、电流与弧长控制以及故障检测与保护等功能。送气送丝电路是实现送气和送丝时序的控制以及PWM信号对送丝电机的驱动控制。控制板预留多路串行通信接口,可为双脉冲等复杂焊接功能多种需求提供接口。
1.2 主电路结构及驱动电路
主电路结构见图1,工频380 V交流电经过共模电感抗干扰设计后进行全桥整流并滤波后得到540 V左右直流电,经过全桥软开关逆变之,得到20 kHz方波交流信号,经过中频变压器降压以及全波整流和电抗器滤波后得到脉冲电流提供给电弧负载。
驱动电路由电流型脉宽调制芯片UC3846、555定时器以及脉冲变压器为核心构成。ARM芯片将电流偏差经过PI运算后由芯片上DAC模块转换为模拟信号,然后由UC3846产生两路互补的可变脉宽,555定时器产生两路互补的最大脉宽作为全桥软开关逆变主电路的驱动信号,最后经过脉冲变压器作用于主电路保证脉冲恒流外特性和弧长稳定的实现。基于UC3846驱动电路采用峰值电流控制模式,当驱动信号占空比超过50%时的外界干扰会造成系统不稳定,本文中引入UC3846内部振荡器产生斜坡信号,与变压器一次峰值电流采样信号相叠加构成斜坡补偿电路,获得了较好的补偿效果[2]。
1.3 主控制电路设计
控制系统主要包括ARM最小系统、IGBT隔离驱动放大电路,电流和电压采样电路、参数显示电路、异常保护电路等部分。主控芯片STM32F407为意法半导体生产的32位高性能微控制芯片,其内部集成了DSP指令和FPU运算功能,时钟周期最高可达168 MHz,接口资源丰富,片上模块可以独立工作以降低功耗。3个独立的12位高精度ADC转换器可满足电压和电流采样通道配置,从而可靠地保证脉冲恒流和弧长控制需求。2个12位DAC转换器为UC3846驱动芯片的给定信号提供足够精度,确保对主电路通过PI调节可以获得精确可靠的输出电流。片上拥有12个16位定时器和2个32位定时器,焊接电流与电压的定时更新显示与占空比的切换由16位定时器中断方式控制,送丝机的速度调节由定时器输出的PWM信号控制[3]。程序存储采用片上1 MB的Flash程序存储器空间,焊接参数通过SPI接口存储在片外Flash芯片W25Q128中,主控芯片拥有112个可独立设置通用I/O接口,面板按键和二极管接口全部采用I/O方式。
1.4 面板设计
脉冲焊接参数——基值电流、峰值电流、频率、占空比、送丝速度及2T/4T功能均可由面板按键调节方式预置,在焊接参数调节时除了面板上该参数对应的二极管点亮外,电压显示位置还有字母提示功能,如图2所示。数码管显示采用MAX7219芯片,主控芯片与该芯片采用SPI单向通信,具有接口电气连接简单和编程容易的特点,焊接过程中通过定时器中断方式实时显示焊接电压与焊接电流,焊接结束后恢复预置平均电流显示。
1.5 供气和送丝系统设计
本文设计的送丝系统为开环控制方式,送丝速度由主控芯片上定时器产生的PWM信号控制。该PWM信号经过快速光耦合器件隔离后驱动MOSFET开关电源为送丝电机供电,只要改变占空比即可调节送丝电机转速,进而使送丝速度在0~10 m/min连续可调。供气系统由主控芯片I/O端口输出信号经过放大之后对电磁阀门进行控制。
2 系统软件设计
控制系统软件部分主要完成焊接时序、焊接电流与焊接电压的双闭环控制、故障检测与保护等功能。
2.1 主程序设计
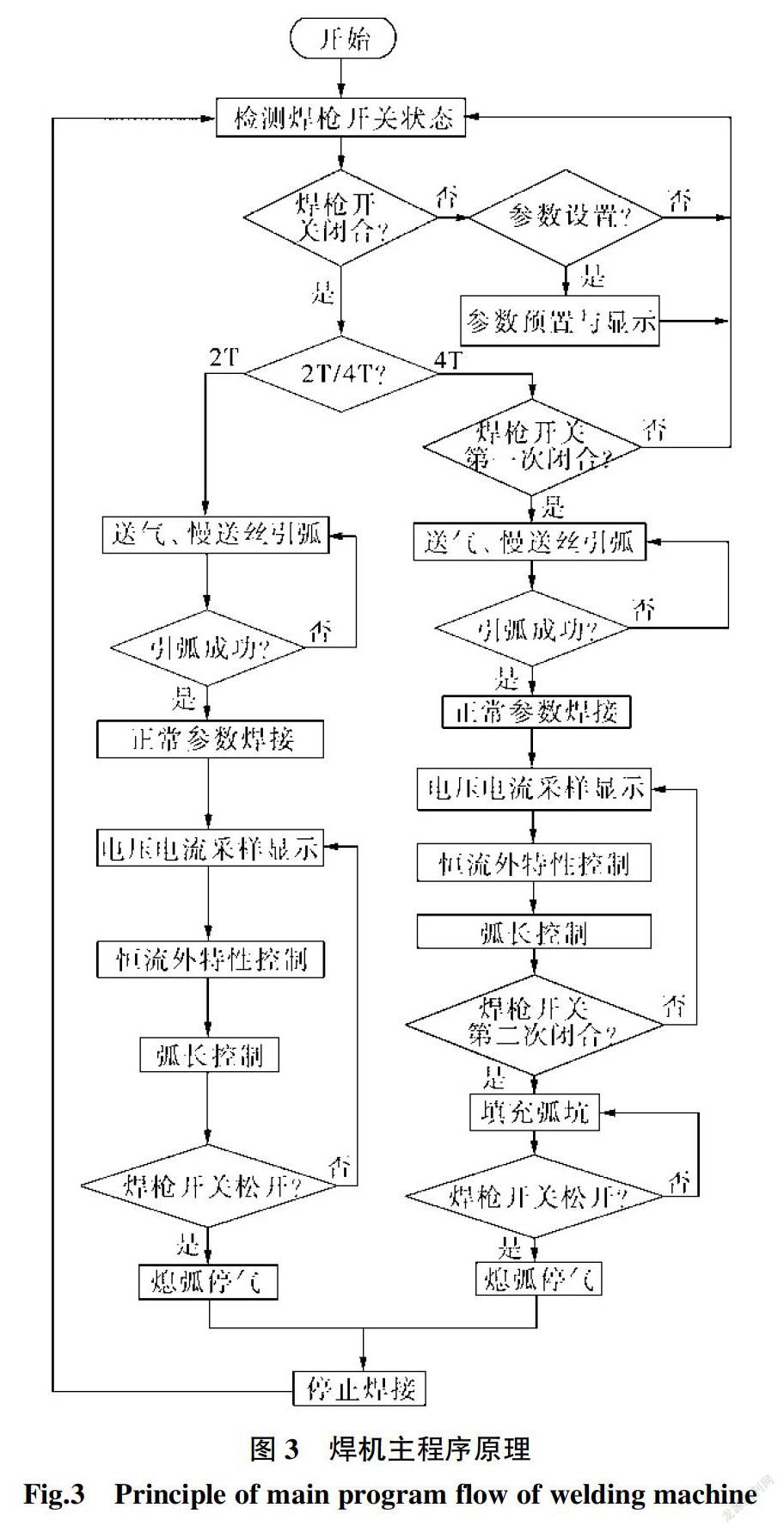
焊机主程序原理如图3所示,其基本工作原理为:焊机供电之后,主控制电路首先检测焊枪开关是否闭合,如果焊枪开关未闭合且参数设置键按下则进入参数预置子程序;如果焊枪开关闭合则进入焊接程序。
控制系统检测到焊枪开关闭合后首先判断2T/4T状态,接着调用送气和慢送丝引弧子程序并在引弧程序中调用采样与显示子程序,当采样电路检测到主电路输出电压和电流达到引弧成功阈值后停止建立空载电压,然后按照预置焊接參数送入焊丝进行焊接,系统通过调用采样与显示子程序、恒流控制子程序和弧长控制子程序(占空比调节子程序)分别实现脉冲恒流和弧长稳定双闭环控制,当检测到焊接结束信号后,2T状态下系统调用熄弧程序并返回到主程序起始位置处待机,而4T状态下加入了填弧坑功能。
2.2 参数预置子程序
焊机供电初始化后首先显示上次焊机关机前最后一次焊接过程使用的参数,在焊枪开关没有按下时通过设置键可进入参数预置子程序。
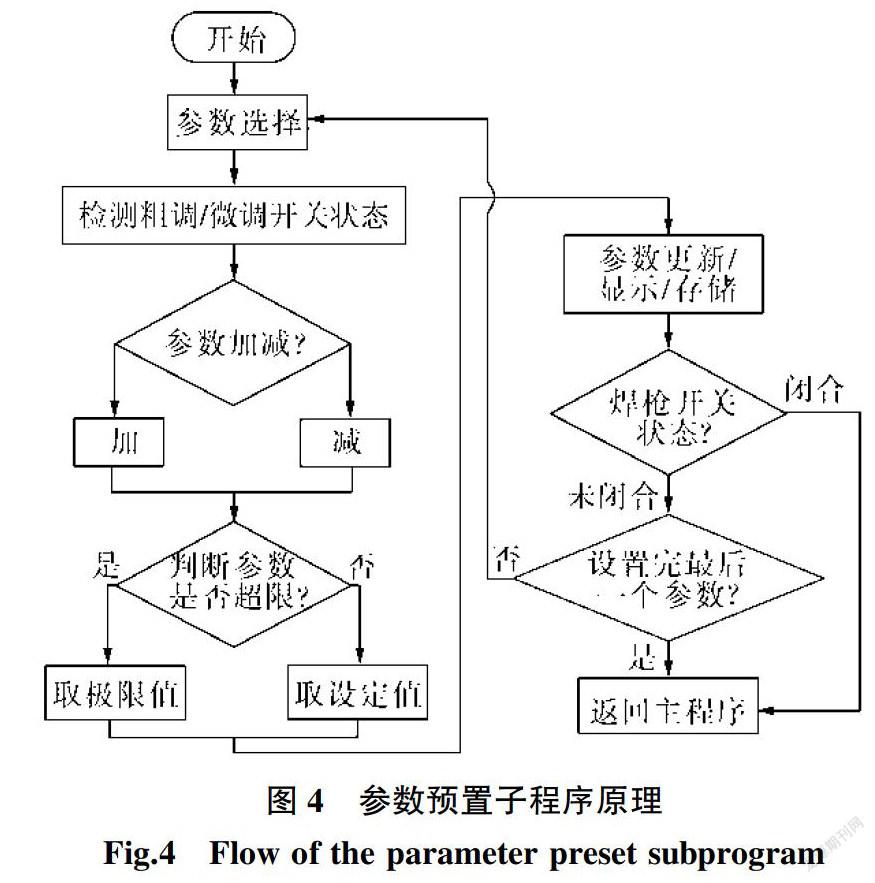
参数预置子程序如图4所示,其基本原理为:通过参数选择按键选择需要设置的下一个参数,若选择调节精度则按粗调/微调按键切换,通过面板的递增和递减按键修改参数后程序自动进行参数极限值限制、更新显示与存储,当焊枪开关按下或者修改完最后一个参数时从参数预置子程序返回到主程序。
2.3 脉冲恒流过程控制的实现
STM32F407芯片的多个定时器可以保证各种定时功能的实现,脉冲电流的峰值和基值切换由16位定时器中断方式产生,具体实现方法是:在程序中将基值峰值电流标志变量设置为全局变量,当定时器进入周期中断时,将基值峰值电流标志变量设置为高电平使脉冲焊接程序进入峰值电流控制,当定时器进入比较中断时,将基值峰值电流标志变量设置为低电平使脉冲焊接程序进入基值电流控制。
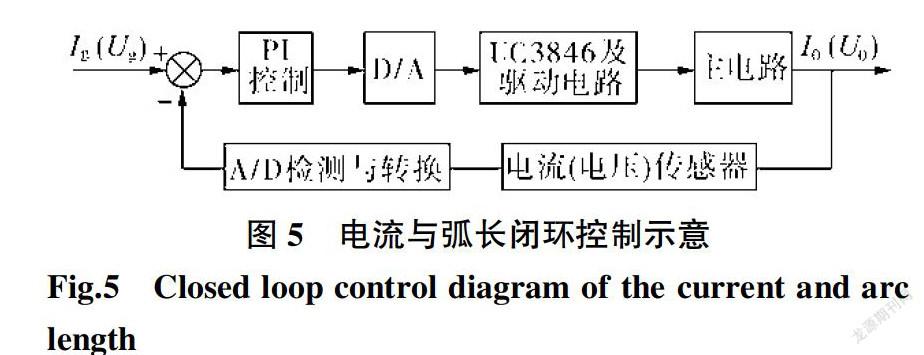
基值电流与峰值电流的恒流控制方法如图5所示,焊机的输出电流经霍尔电流传感器采样、ARM芯片A/D转换折算成实际电流值与给定电流值进行比较得到偏差值,PI控制环节对偏差信号进行运算,运算结果由D/A转换模块对UC3846的给定电压值进行调节[4-5],从而使UC3846输出脉宽发生变化完成恒流过程的控制。
2.4 弧长稳定性控制
弧长稳定是保证焊接过程熔滴平稳过渡和焊接质量稳定的前提,直接关系到焊缝成形和焊接缺陷的预防。为避免焊接时发生工件烧穿或者短路等现象,本文中脉冲MIG焊机是基于等速送丝和电弧电压闭环控制调节占空比的方法来实现弧长稳定性控制。
给定电压由预先设置的焊接平均电流经过约定负载特性计算获得,弧长的闭环控制原理见图5。霍尔电压传感器测得电压经过A/D转换后折算成实际电压值,并且与给定电弧电压值比较后得到电弧电压偏差信号,PI控制环节对偏差信号进行运算,通过运算结果改变占空比并由D/A转换模块对UC3846的给定值进行调节并对主电路进行驱动,确保焊接过程的弧长稳定。
2.5 过流检测与控制
焊接过程中过流检测与控制采用硬件和软件相结合的形式。在中频变压器一次线圈上通过电感线圈取样并经过整流和采样电阻分压连接在UC3846保护功能引脚上,当流过IGBT的电流大于设计允许电流时,UC3846保护功能引脚上得到高电平信号,输出PWM波形将被封锁,从而对全桥逆变主电路起到过流保护作用。在控制程序中,每次电流采样后与设计最大电流500 A进行比较,当电流超过500 A时迅速关闭主控芯片DA输出并点亮面板过流指示灯。当焊机过热时,安装在全桥逆变电路散热模块上的温度保护开关闭合,焊接程序进入中断保护子程序并在面板提示。供电系统发生过欠压时,过欠压比较电路使焊机进入保护中断并在焊机面板提示。
3 实验结果及分析
为验证基于占空比调节方式弧长稳定性控制效果,选用多种焊接参数随机组合,在厚度为10 mm的碳钢表面进行了手工堆焊实验,焊缝参数如表1所示,焊缝外观形貌如图6所示,焊接过程中示波器随机捕捉的电流波形如图7所示。实际焊接过程中弧长稳定,没有顶丝和回烧现象,并且飞溅现象极少发生,在没有摆动电弧情况下,焊缝鱼鳞纹较为均匀。
4 结论
(1)基于软开关全桥逆变主电路结构,以ARM芯片STM32F407最小系统为核心,经过简单外围电路设计完成了脉冲MIG焊机的研制。
(2)焊接工艺试验表明,采用电流和电压双闭环控制方式设计的脉冲MIG焊机具有较好的弧长调节能力,焊缝质量可满足焊接要求。
(3)基于等速送丝和占空比调节方式控制弧长能够以较低的成本实现脉冲MIG焊机的开发,为传统MIG焊机升级提供了一种新的思路。
参考文献:
[1] 陈克选,李述辉,张世勤,等. 基于80C196KC的脉冲MIG焊机的研究[J]. 电焊机,2012,42(3):39-43.
[2] 高原,邱新芸,汪晋宽. 峰值电流控制开关电源斜坡补偿的研究[J]. 仪器仪表学报,2003,24(4):118-120.
[3] STM32F4xx中文参考手册[M]. STMicroelectronics group of companies,2013
[4] 潘永雄. 开关电源技术与设计[M]. 西安:西安电子科技大学出版社,2016.
[5] 张占松,蔡宣三. 开关电源的原理与设计(修订版)[M]. 北京:电子工业出版社,2004.
