焊粉受潮对等离子弧堆焊层气孔的影响
2020-09-10刘金湘陈锐宋磊许云飞孙凡俞增强贺彦鹏
刘金湘 陈锐 宋磊 许云飞 孙凡 俞增强 贺彦鹏






摘要:某先进堆型高温液态金属泵的静压轴承内壁需大面积堆焊司太立合金,由于司太立合金硬度高、韧性差,堆焊过程中预热温度高,熔池冷却速度慢,且连续堆焊时间长,堆焊层易出现裂纹、未熔合、气孔等问题。针对堆焊层内部出现的气孔,逐一排查可能原因,确定主要原因是焊粉受潮。对焊粉进行烘干试验和烘干前后的堆焊试验,再现了焊接缺陷,由此规定焊粉使用前必须进行250 ℃×2 h的烘干处理,避免气孔产生。
关键词:司太立合金;等离子弧堆焊;气孔;焊粉受潮
中图分类号:TG445文献标志码:A文章编号:1001-2303(2020)05-0124-04
DOI:10.7512/j.issn.1001-2303.2020.05.26
0 前言
司太立合金因其优良的高温耐磨性能,在各种阀门、轴套、轴瓦等零件中得到了广泛应用[1]。某先进堆型高温液态金属泵的静压轴承内壁需大面积堆焊司太立合金,总堆焊面积接近2 m2。堆焊完成后需对堆焊层表面进行PT检测,不得有任何线性显示,圆形显示的直径不能超过3 mm。由于司太立合金硬度高、韧性差,堆焊过程中预热温度高,熔池冷却速度慢,连续堆焊时间长,因此最终堆焊层很容易出现裂纹、未熔合、气孔等问题。根据零件形状及工艺要求选用焊粉作为填充材料,采用等离子弧堆焊工艺,将焊粉堆焊在母材表面[2]。等离子弧堆焊具有热量集中,稀释率低、焊接效率高的优点。能够较好地实现半自动堆焊,可以在高温条件下连续作业,进行大面积堆焊。
本项目制作的静压轴承内圆直径约φ600 mm,长度约1 000 mm,壁厚约80 mm。需在内壁堆焊司太立合金,堆焊层厚度不小于5 mm。堆焊材料为SFA
5.21 ERCoCr-A,其化学成分如表1所示。
堆焊完成后对堆焊层进行硬度检测,满足39~47 HRC的硬度要求。将堆焊层表面去除约1 mm后再次进行PT检测,发现堆焊层内部出现26个直径约0.5~1 mm的圆形气孔,如图1所示。针对气孔产生原因进行分析,以便后续堆焊时不再出现类似问题。
1 等离子堆焊气孔缺陷产生机理
气孔是焊缝的主要缺陷之一,是焊缝金属凝固过程中由于侵入气体而形成的气囊或空穴。一般呈圆形或圆柱形,是具有自由表面的孔洞[3]。
形成气孔的根本原因是焊接过程中存在的各种气体。当焊接热源使熔滴与熔池液体金属过热,气体过饱和地溶解于熔池金属内,随着焊接热循环急速冷却,溶解度下降而析出,随同焊接冶金反应中产生的气体,在金属结晶过程中出现的非金属夹杂物的胚核诱发下产生气泡,这种气泡来不及从熔融金属中逸出即导致气孔[4]。
气孔主要分为CO气孔、H2气孔及N2气孔。本次出现气孔的位置全部在焊道内部,必须表面光出一部分焊道后才能发现气孔,较符合H2和CO气孔的特点。
堆焊过程中气孔的影响因素有:母材成分、焊粉成分、工件表面状态、保护气体成分、焊粉吸潮程度、焊接规范、焊接位置、气体保护条件、环境条件、焊接设备和附属装置。
由于之前已经完成过轴瓦工艺件的堆焊,所用母材、焊材成分及结构形式基本一致,未出现气孔问题,因此基本可以排除除焊粉受潮之外的影响因素。
2 两批次焊粉对比试验
2.1 两批次焊粉外观对比照片
将未出现气孔的轴瓦工艺件使用的A焊粉(生产日期八月)与堆焊层出现气孔的B焊粉(生产日期五月)在光学显微镜下放大50倍进行观察,结果分别如图2、图3所示。可以看出,焊粉外观无明显差别。
2.2 两批次焊粉堆焊后焊道对比照片
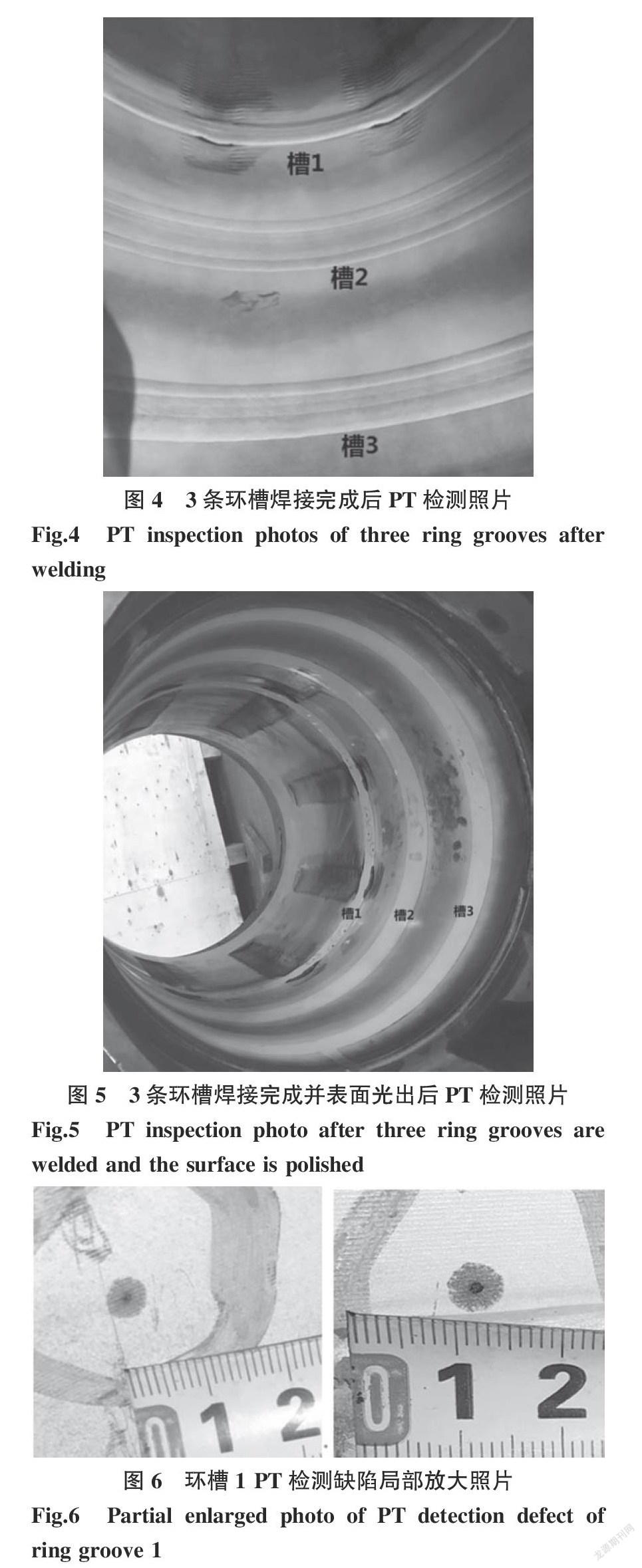
将已经堆焊好的轴瓦工艺件在堆焊层中间车出3条圆槽进行整圈补焊试验。其中槽1采用B焊粉;槽2和3采用A焊粉;保护气体为纯氩气;3条环槽的焊接工艺参数与之前出现气孔的轴瓦一样;3条环槽所采用的焊接设备、保护气体、焊枪均完全一致。
焊接完成后对堆焊层表面进行PT检测,无缺陷显示,如图4所示。将堆焊层表面光出后进行PT检测,发现槽1中有18处圆形缺陷显示,符合气孔特征。槽2和槽3无缺陷显示,如图5所示。缺陷局部放大照片如图6所示。可以看出,槽1有气孔,槽2和槽3无缺陷显示。即B焊粉堆焊后产生气孔,A焊粉堆焊后未产生气孔。
2.3 焊粉烘干试验
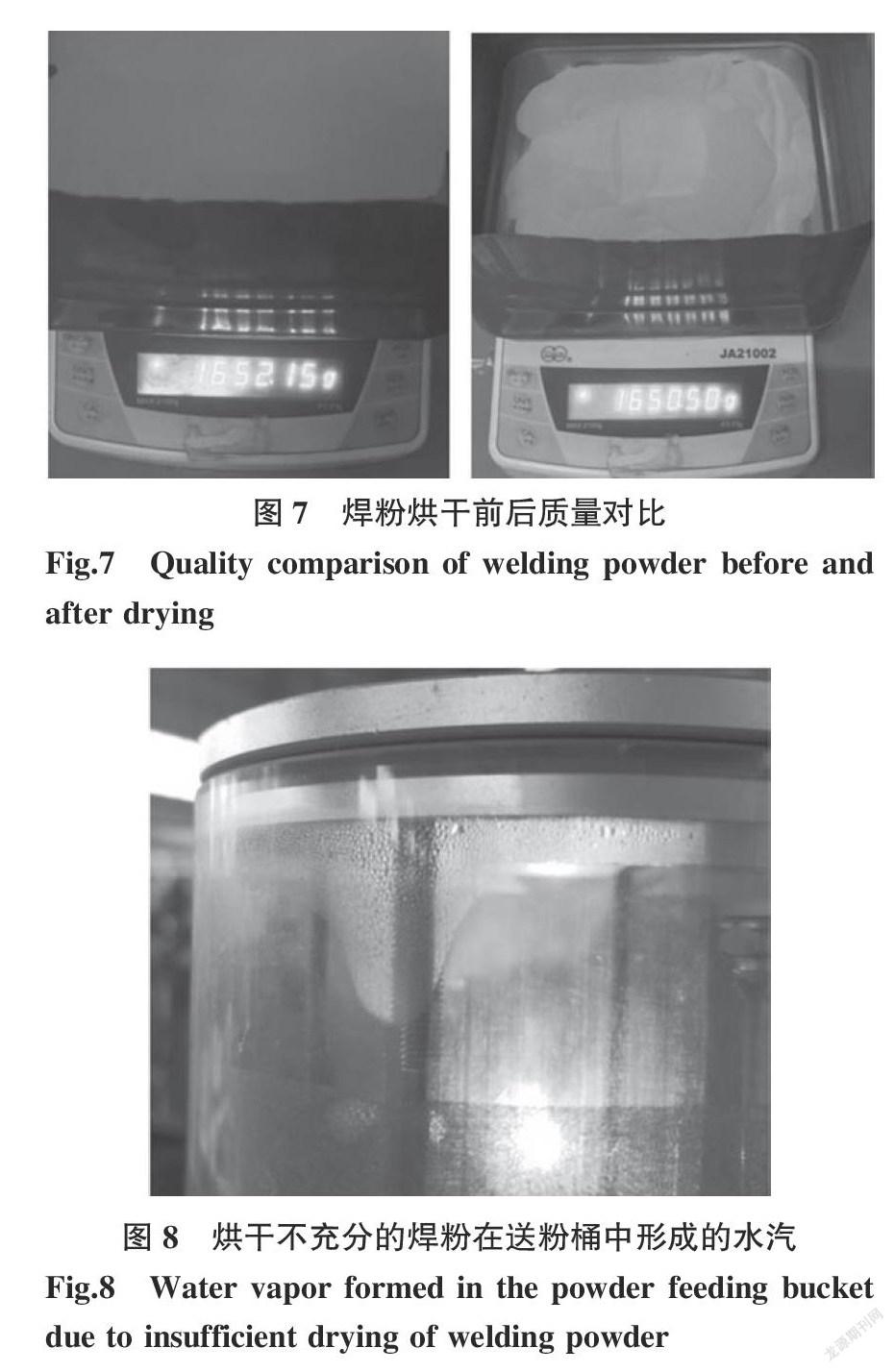
根据上述试验,分析可能是焊前未对焊粉进行烘焙,影响了堆焊层质量,导致出现气孔。因此从库房领出未开封的B焊粉进行烘干前后质量对比试验。烘干前焊粉质量为1 652.15 g,在250 ℃烘干2 h后,焊粉质量变为1 650.50 g,如图7所示。可见烘干前焊粉中含有约1.65 g水分,其进入熔池可能会导致熔池产生气孔。烘干不充分的焊粉装进焊粉桶后在桶内形成的水汽照片如图8所示。
2.4 焊粉烘干后进行的堆焊试验
为确定工程样机采用的焊粉在烘干后是否还会产生气孔,在轴瓦工艺件堆焊层表面进行堆焊试验。采用B焊粉,使用前经过250 ℃×2 h烘干处理,堆焊2圈,均2层。焊接工艺参数及焊接设备、焊枪、保护气体形式等均保持不变。堆焊完成后焊缝外观照片如图9所示,未发现气孔。焊粉堆焊2层后进行PT检测,照片如图10所示,无缺陷显示。焊道表面车除2 mm后对此堆焊层表面进行PT检测,照片如图11所示,未发现任何缺陷显示。
3 结论
经上述试验可知,导致堆焊层气孔产生缺陷的主要原因是焊粉受潮。A批号焊粉未经烘干也未产生气孔的主要原因可能在于该批次焊粉为八月份生产,气温较高,空气湿度低,B批号焊粉为五月份生产,空气湿度高,A焊粉在包装时进入包装瓶过程中吸收水分比B焊粉少。因此后续产品在堆焊前,所使用的焊粉必须先经过250 ℃×2 h的烘干处理,避免焊粉受潮导致堆焊层产生气孔。
参考文献:
[1] 汤丹,王建新. 钴基合金在阀门密封面上的应用[J]. 阀门,2012(5):19-22.
[2] 李明,高捷,李輝. 阀门密封面粉末等离子堆焊钴基合金技术研究[J]. 阀门,2010(6):8-12.
[3] 迟立茹,徐恒文. 阀门等离子弧堆焊层气孔的排除[J]. 工业技术,2007(9):83.
[4] 徐晓,颜波,张河清. 阀门堆焊产生气孔和裂纹原因的分析[J]. 焊接,2000(5):24-26。
[5] 周敏惠,於美甫. 焊接缺陷与对策[M]. 上海:上海科学技术文献出版社,1989:142-175.
