双丝双弧焊在中厚板焊接的应用
2020-09-10罗强甘跃刘春明
罗强 甘跃 刘春明
摘要:针对双丝双弧焊的工艺要求,以某公司双丝双弧焊设备的特点及其应用为例,通过焊接试验得出,双丝双弧焊在焊接20 mm及以下厚度钢板时,可以不开坡口双面焊接,前置焊丝直流保证熔深,后置焊丝交流保证熔敷,可在较高的焊速下获得良好的焊缝成形和焊接质量,适用于普通碳钢及高强度钢中厚板的焊接。
关键词:双丝双弧焊;高效焊接;中厚板
中图分类号:TG434文献标志码:B文章编号:1001-2303(2020)05-0114-04
DOI:10.7512/j.issn.1001-2303.2020.05.24
0 前言
高效、优质、低耗的焊接不仅是现代制造业对中厚板焊接提出的迫切需求,也是现代化焊接技术发展的方向[1]。传统的单丝单弧焊越来越不能满足高效焊接的需求。双丝双弧焊以其高效率、大熔深、高焊缝质量逐渐被越来越多的企业使用,是一种较为先进的高效焊接方法[2]。
一般认为,双丝的目的是增加熔敷金属量从而提高效率,即原单丝单弧焊需要焊接4层,采用双丝双弧后仅需焊接2层。实际上并非如此,单丝单弧焊虽然可以通过加大焊接电流和电弧电压、增加焊丝填充量来提高焊接效率,但是热输入量大会导致焊缝金属组织粗大,冲击性能降低,并且熔化金属可能来不及摊开造成焊缝成形差。而双丝双弧焊主要通过提高焊接速度来提高效率,即增加的熔化金属被快速分摊到较长的焊缝里,降低了线能量,避免因热输入量过大出现焊接缺陷。据相关文献介绍:对于对接接头坡口焊缝,双丝双弧焊的熔敷率比一般的单丝单弧焊高40%以上,其焊接速度比单丝单弧焊高25%以上,而对于厚板焊件则可提高50%~70%[3]。
1 双丝双弧焊的原理
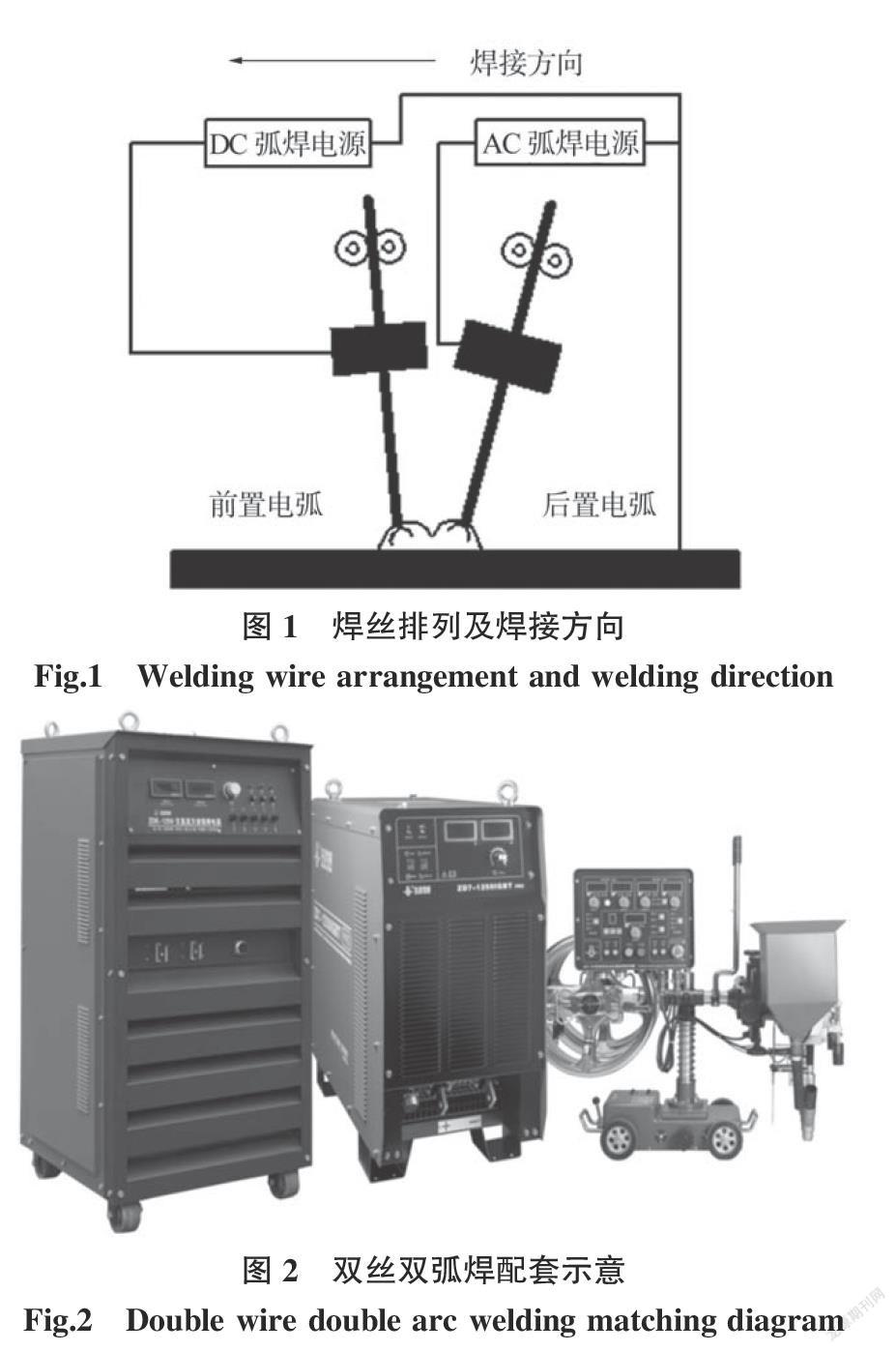
双丝双弧焊是双焊丝(电极),双电弧共熔池,前置焊丝为直流,后置焊丝为交流。采用纵列式焊接方法,即两根焊丝沿焊接方向顺序排列,如图1所示[4]。前导电弧为直流,采用大电流低电压,充分发挥直流电弧的穿透力,获得大熔深,后续电弧为交流,采用小电流大电压增加焊缝熔宽,克服前道大电流可能形成的熔化金属堆积,配合高速度焊接,从而获得美观的焊缝成形。因此,可得到满意的焊缝熔深和焊缝熔宽,焊接效率显著提高[5],焊缝不易产生热裂纹[6]。且由于前道電弧给后道焊接提供了预热功能,还可以大幅度降低电力消耗。
2 前期准备
2.1 焊接设备
双丝双弧焊需要直流、交流两台电源,采用成都华远电器设备有限公司生产的ZD7-1250IGBT逆变式多功能弧焊电源、ZDE-1250交直流方波弧焊电源,配套MZS-1250型数字化双丝双弧焊小车,如图2所示。
ZD7-1250IGBT逆变式多功能弧焊电源主电路采用IGBT逆变技术。三相交流电源经工频三相整流后,供给IGBT逆变器,逆变成中频(20 kHz)交流,然后进行中频降压及整流,再经过滤波和电流负反馈控制,输出能满足焊接需要且可连续调节的电流。
ZDE-1250交直流方波弧焊电源主电路采用晶闸管整流技术,三相交流电源经主变压器降压后供给晶闸管整流,利用电抗器电感换流,通过电流负反馈控制,输出能满足焊接需要且可连续调节的交流。
MZS-1250型数字化双丝双弧焊小车控制系统采用单片机控制技术,提供10个通道用于焊接参数的存储和调用,焊丝和工件接触后,自动停止送丝,焊丝不会将小车机头顶起;焊接参数均可预置,调节方便,操作简单。
2.2 焊接材料
焊接母材为Q235A钢板,厚度分别为20 mm、30 mm;焊丝H08A φ4.0,焊剂 SJ101;将焊剂在300~350 ℃烘烤 1~2 h,使用时尽量保持干燥无杂物。焊丝、焊剂按照GB5293《埋弧用碳钢焊丝和焊剂》验收。
2.3 焊缝坡口
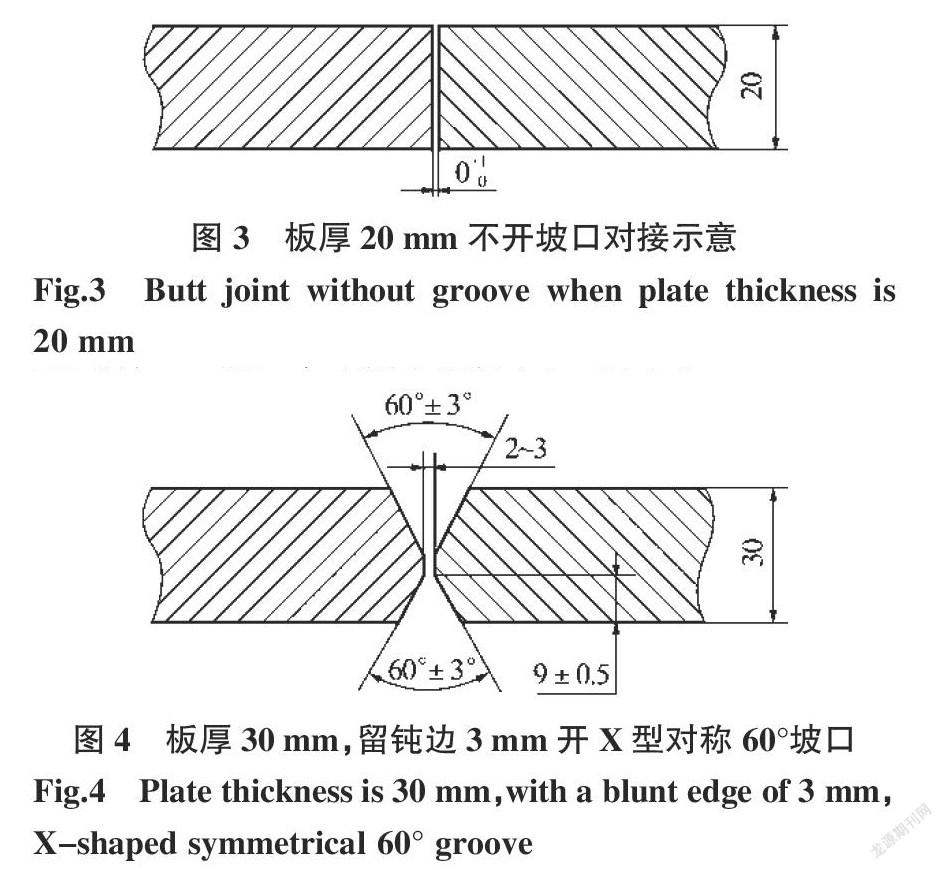
(1)当钢板厚度为20 mm时,不开坡口、无需清根,双面单道焊接,对接示意如图3所示。
(2)当钢板厚度为30 mm时,钝边3 mm,开X型对称60°坡口,对接示意如图4所示。
(3)焊前将接头周围坡口两侧各20 mm范围内的铁锈、油污等杂质清除干净。
3 焊接试验
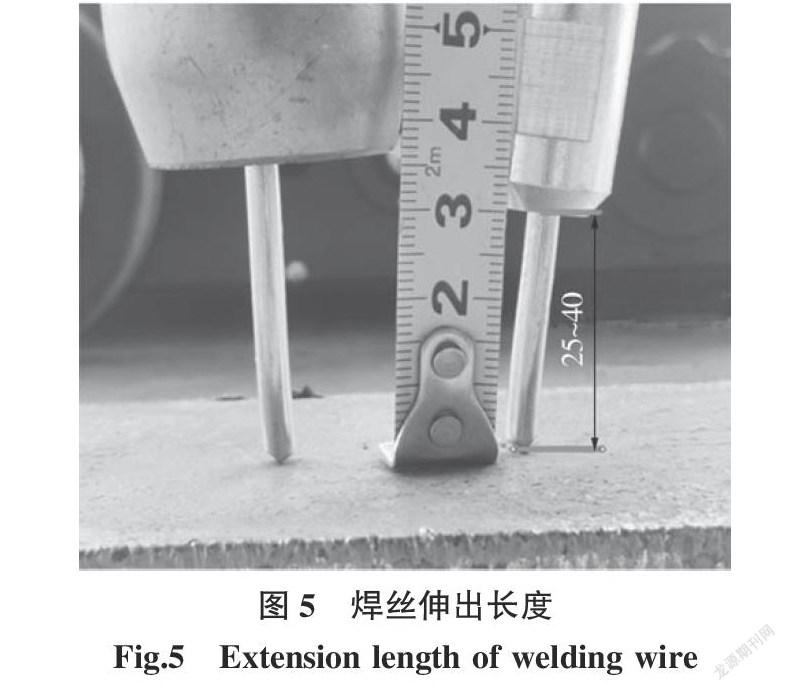
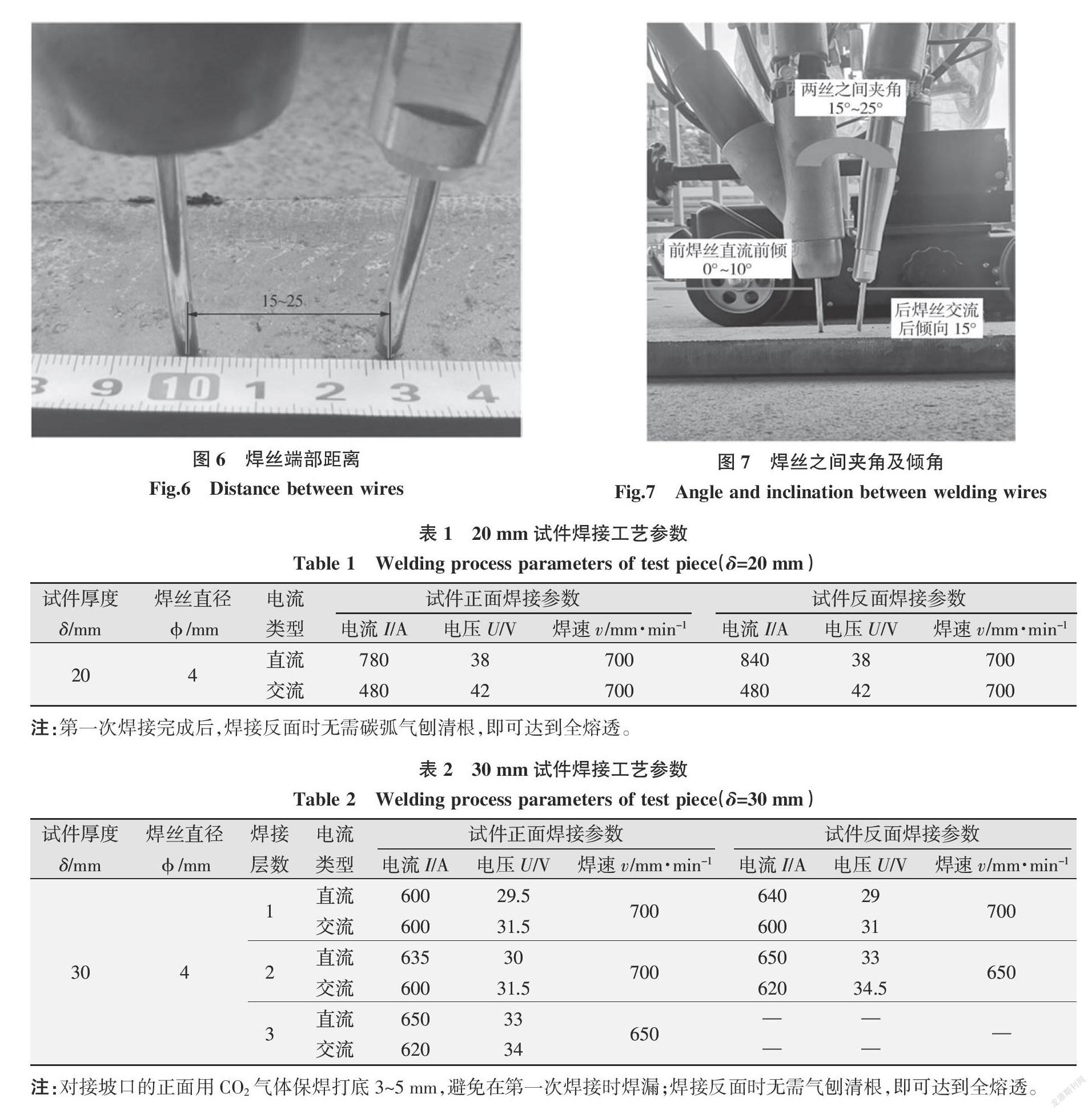
焊接试验在埋弧焊工艺实验室进行,环境温度26 ℃,相对湿度76%。前后焊丝调整为:直流、交流焊丝保证在同一直线上,焊丝伸出导电嘴长度25~40 mm,两丝接触工件后焊丝端部间距15~25 mm。前焊丝直流前倾0°~10°,后焊丝交流后倾15°,两焊丝之间的角度控制在15°~25°[5];调整形式如图5~图7所示。
厚度分别为20 mm、30 mm试件的焊接工艺参数分别如表1、表2 所示。
4 试验结果
(1)焊缝外观成形如图8所示。焊缝外观成形良好,无裂纹、气孔、夹渣、未熔合及其他缺陷。
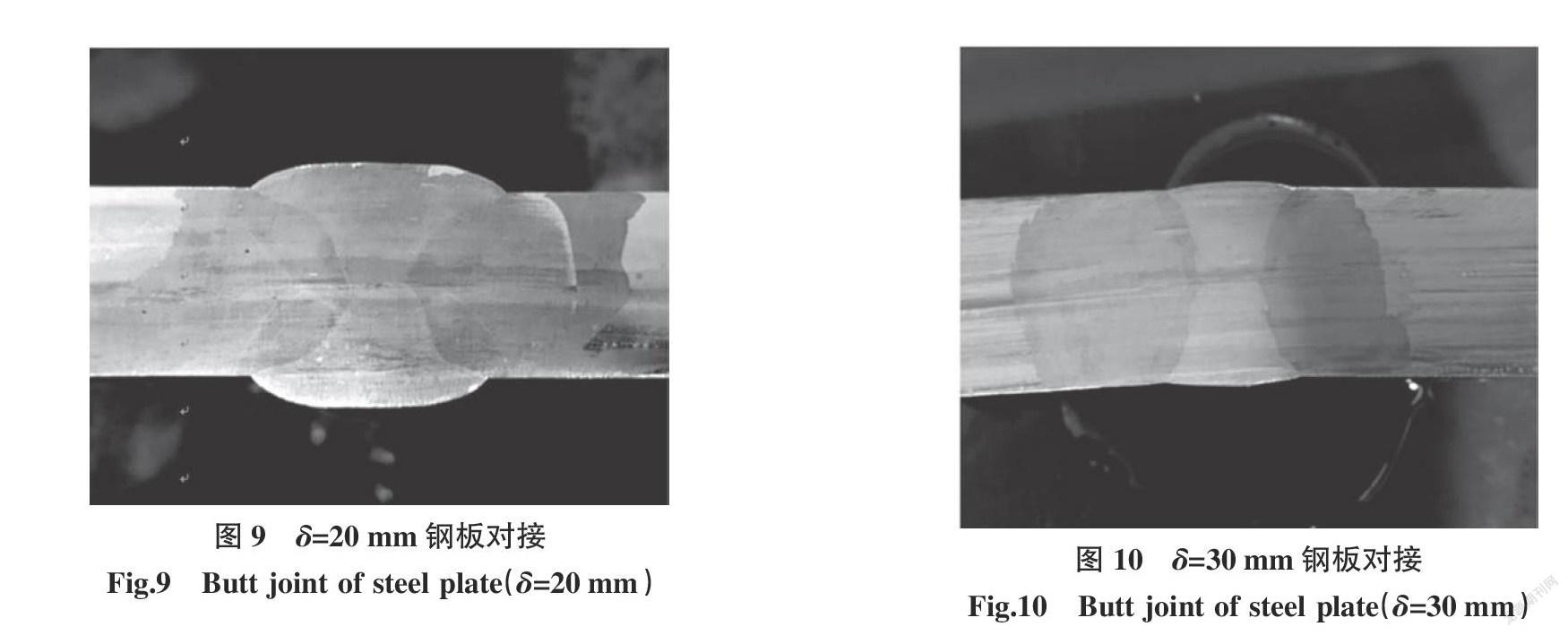
(2)横断面金相图片如图9、图10所示。焊缝内部熔合良好,无夹渣、未熔合、未焊透及其他缺陷。
5 结论
双丝双弧焊是一种先进的焊接方法。在焊接不大于20 mm厚度的钢板时,可以不开坡口双面焊接,实现全渗透,提高了焊接效率,降低了成本。由于采用前置焊丝直流保证熔深,后置焊丝交流保证熔敷,有利于保证焊缝质量和外观成形。双丝双弧焊特别适用于普通碳钢及高强度钢中厚板的焊接。现已被国内多家大型风电企业所采用,客户反映良好。
参考文献:
[1] 关桥,林尚杨. 熔焊新技术及应用研讨会文集[C]. 北京:中国焊接学会,2003.
[2] 刘海清. 双丝埋弧焊在造船业的应用和探索[J]. 电焊机,2012,42(8):11-16.
[3] 陈祝年. 焊接工程师手册[M]. 北京:机械工业出版社,2002.
[4] 蔡立民. MZS-1250型双弧双丝埋弧焊设备及工艺[J]. 电焊机,2006,36(4):29-31.
[5] 孙国君. 埋弧自动焊技术入门与提高[M]. 北京:化工工业出版社,2009.
[6] 韩国明. 焊接工艺理论与技术(第2版)[M]. 北京:机械工业出版社,2007.
